
一种汽车轮毂用轴承钢及其制造方法.pdf

代瑶****zy

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车轮毂用轴承钢及其制造方法.pdf
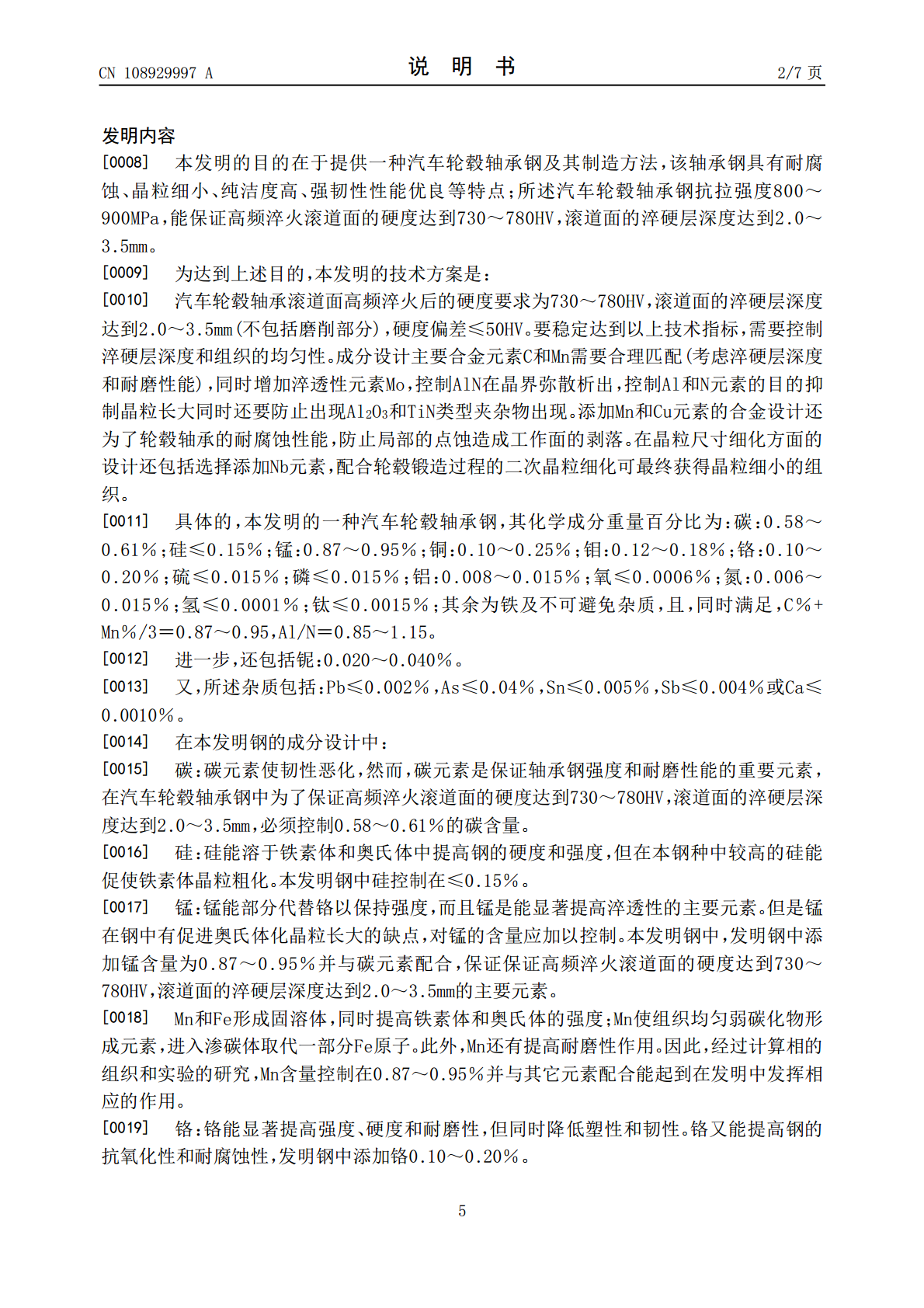
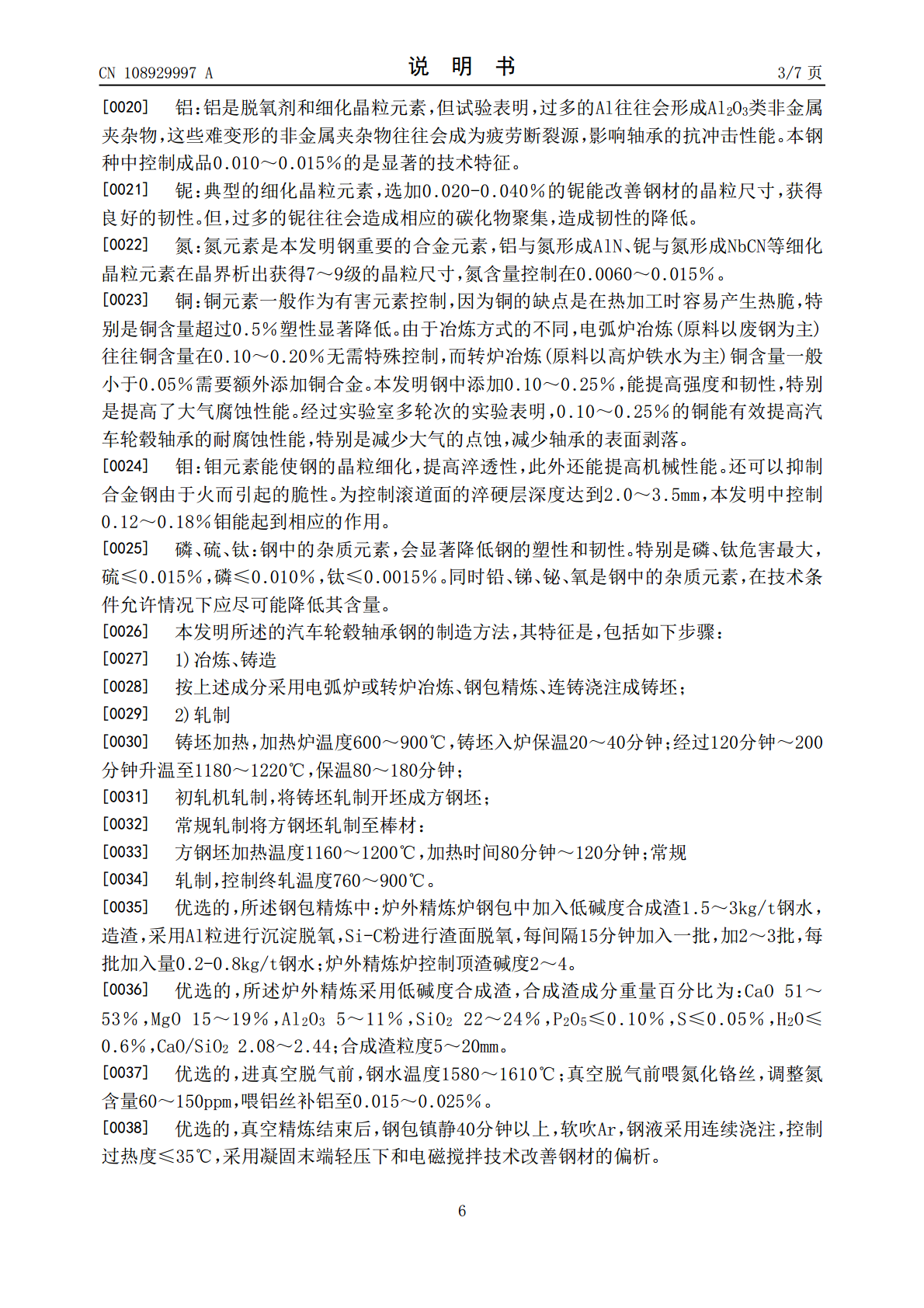
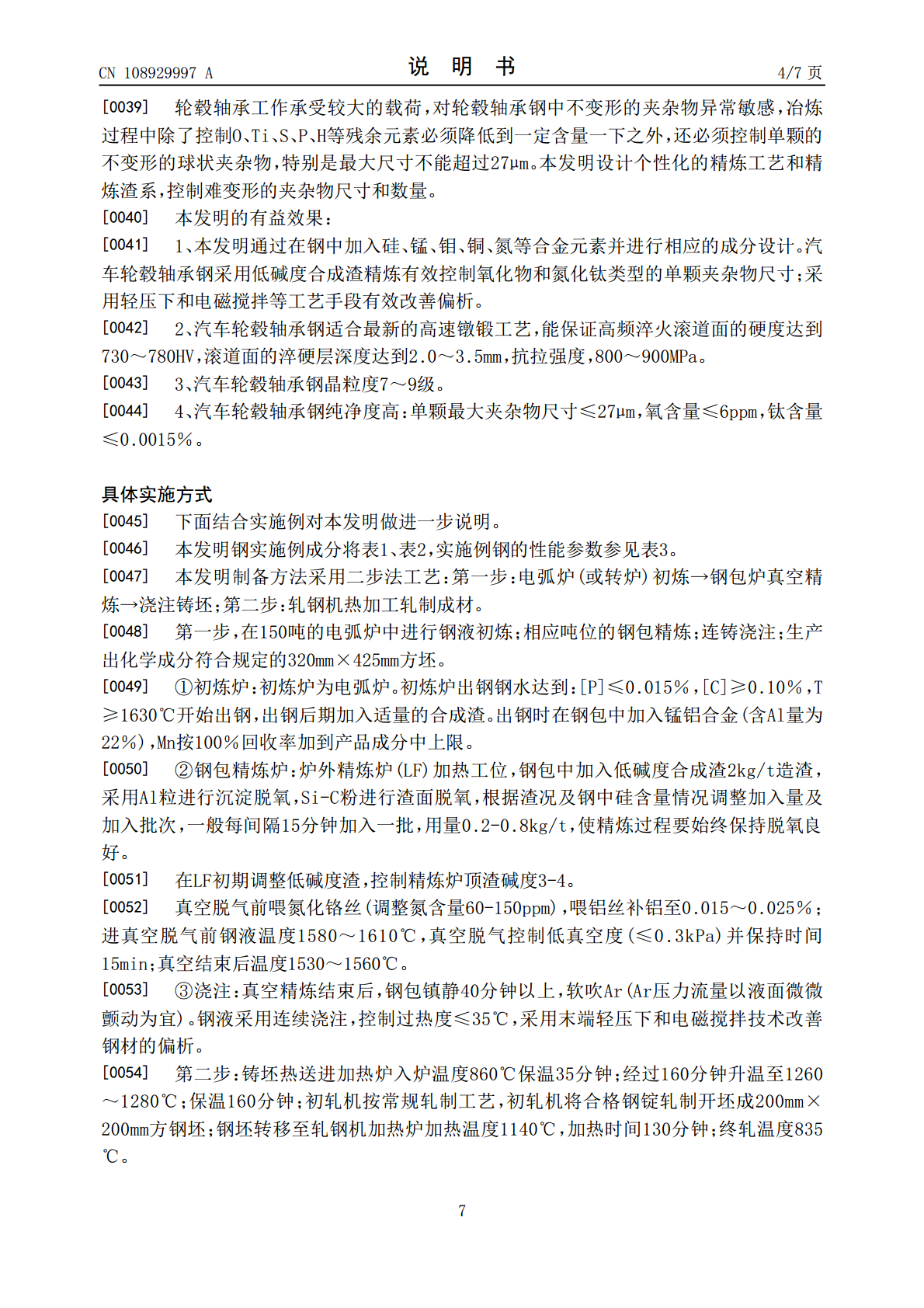
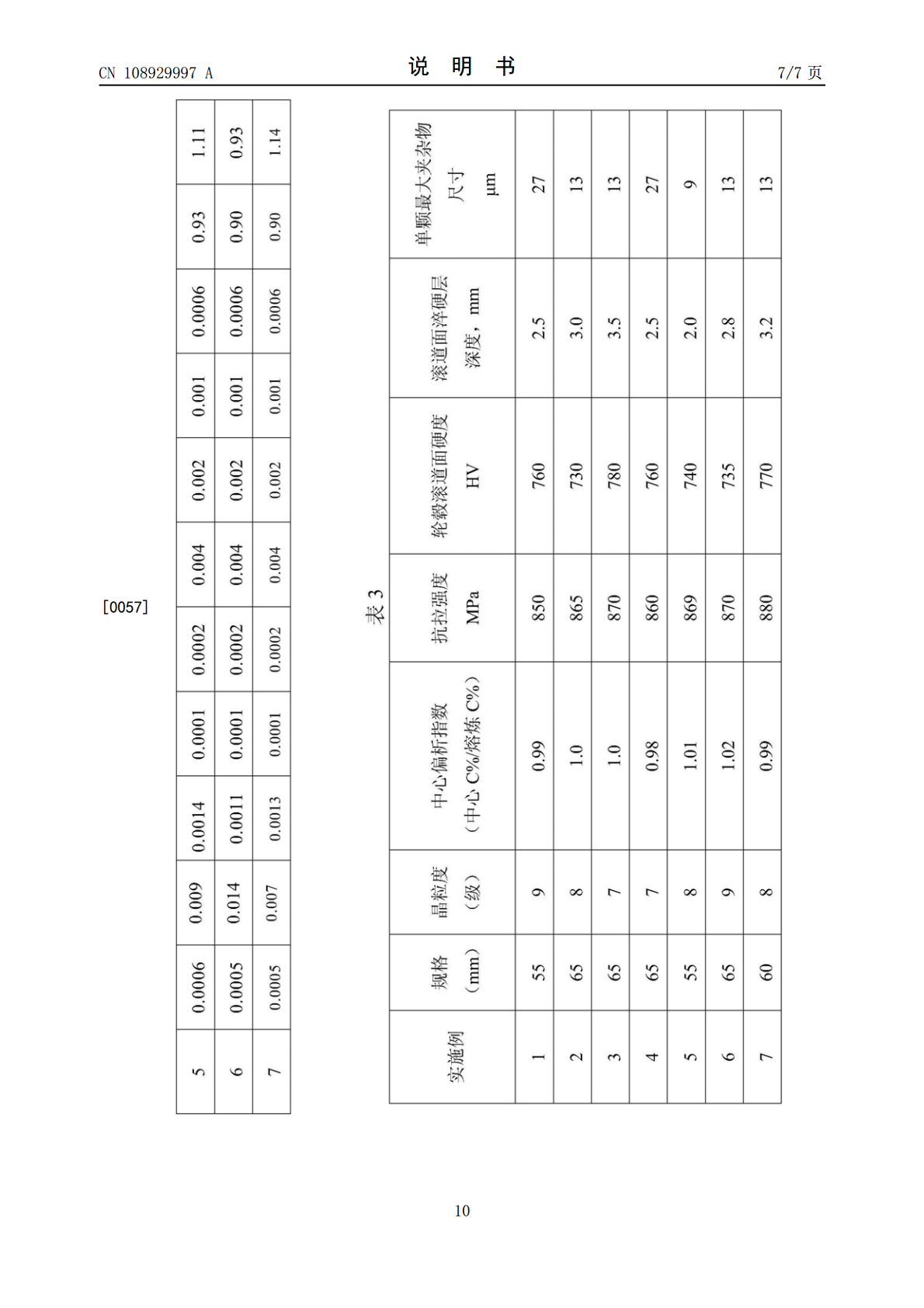
一种汽车轮毂轴承钢及其制造方法,其化学成分重量百分比为:碳:0.58~0.61%;硅≤0.15%;锰:0.87~0.95%;铜:0.10~0.25%;钼:0.12~0.18%;铬:0.10~0.20%;硫≤0.015%;磷≤0.015%;铝:0.008~0.015%;氧≤0.0006%;氮:0.006~0.015%;氢≤0.0001%;钛≤0.0015%;其余为铁及不可避免杂质,且,同时满足,C%+Mn%/3=0.87~0.95,Al/N=0.85~1.15。本发明轴承钢具有耐腐蚀、晶粒细小、纯洁度高、强

一种汽车轮毂及其制造方法.pdf
本发明涉及轮毂领域,具体涉及一种汽车轮毂及其制造方法。由以下重量份数的原料制成:碳素纤维20-30份,抗氧剂3-6份,玻璃纤维10-15份,锌剂3-8份,铜剂5-7份,聚乙烯PE8-15份。本发明提供一种造型美观,强度高,韧性好,工艺简单,制造成本较低,同时又可回收利用,重量轻,节约能源的汽车轮毂及其制造方法。

一种轮毂轴承用钢及其制造方法.pdf
本发明公开了一种轮毂轴承用钢,其化学成分质量百分比为:C:0.54‑0.58%,Si:0.20‑0.30%,Mn:0.65‑0.75%,Cr:0.10‑0.20%,Al:0.010‑0.030%,P:≤0.015%,S:≤0.003%,Ti:≤0.0025%,Ni:≤0.20%,Cu:≤0.15%,Mo:≤0.10%,[O]:≤0.0010%,余量为Fe。从上述组分可知,本发明的一种轮毂轴承用钢,本发明通过使用C、Mn、Cr等常规合金元素进行合金化,使其性能具有较国家《碳素轴承钢》(GB/T28417‑

一种汽车轮毂用高韧性碳素钢及其制造方法.pdf
本发明提出了一种汽车轮毂用高韧性碳素钢及其制造方法,所述碳素钢中各成分的质量百分比为:C:0.42‑0.58%、Si:0.35‑0.45%、Mn:0.22‑0.45%、Ti:0.03‑0.04%、Ni:0.05‑0.15%、W:0.06‑0.09%、La:0.02‑0.05%、Ce:0.01‑0.06%,S≤0.025%,P≤0.025%,余量为Fe和不可避免的杂质,制造方法包括将铸坯加热、保温、降温后轧制成热轧板坯,冷却至室温;再将冷却后的热轧板坯加热、保温后进行一阶段轧制,随后进行二阶段轧制,之后经热
车辆用轮毂及其制造方法.pdf
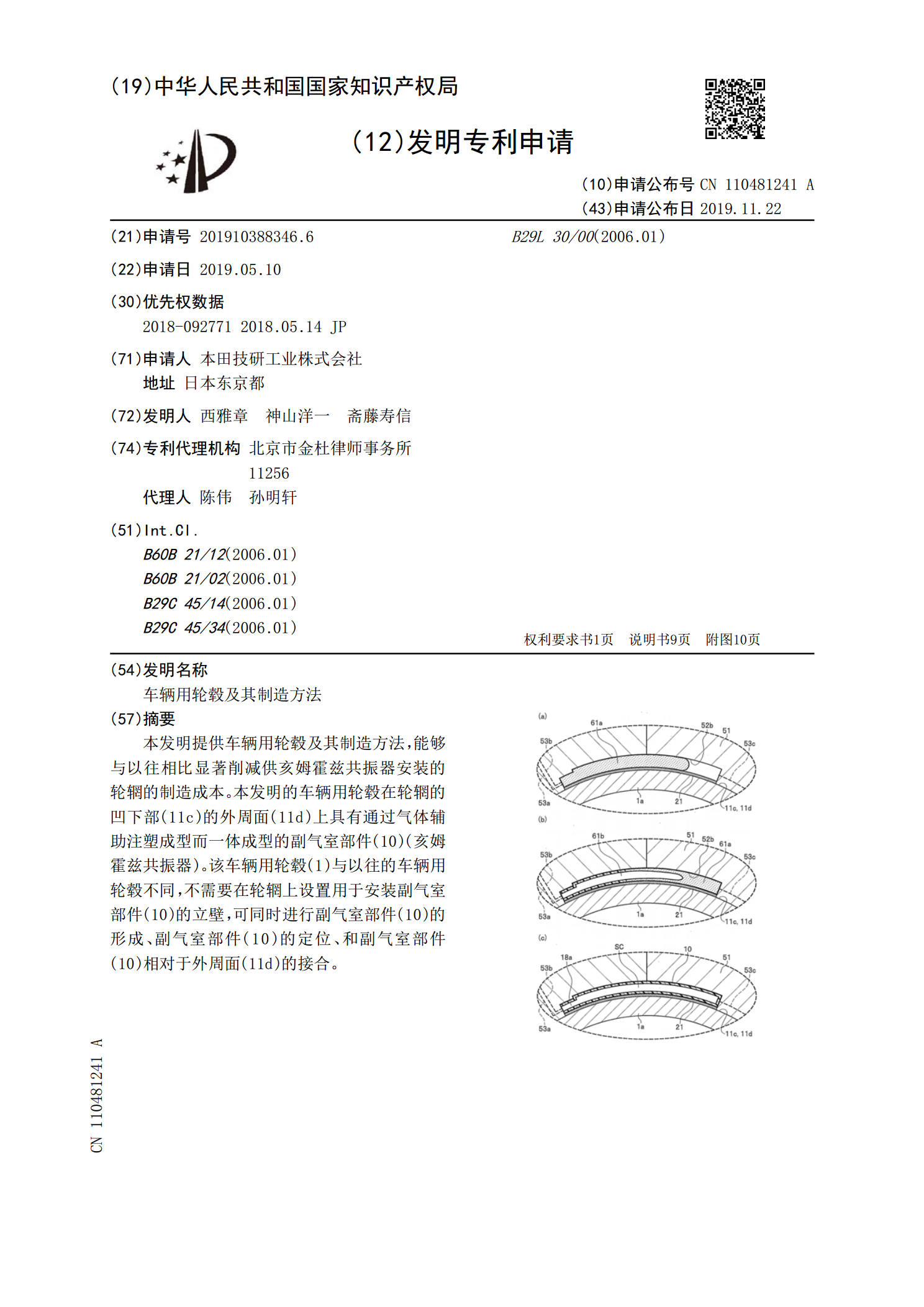
本发明提供车辆用轮毂及其制造方法,能够与以往相比显著削减供亥姆霍兹共振器安装的轮辋的制造成本。本发明的车辆用轮毂在轮辋的凹下部(11c)的外周面(11d)上具有通过气体辅助注塑成型而一体成型的副气室部件(10)(亥姆霍兹共振器)。该车辆用轮毂(1)与以往的车辆用轮毂不同,不需要在轮辋上设置用于安装副气室部件(10)的立壁,可同时进行副气室部件(10)的形成、副气室部件(10)的定位、和副气室部件(10)相对于外周面(11d)的接合。