
一种轮毂轴承用钢及其制造方法.pdf

如灵****姐姐


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种轮毂轴承用钢及其制造方法.pdf
本发明公开了一种轮毂轴承用钢,其化学成分质量百分比为:C:0.54‑0.58%,Si:0.20‑0.30%,Mn:0.65‑0.75%,Cr:0.10‑0.20%,Al:0.010‑0.030%,P:≤0.015%,S:≤0.003%,Ti:≤0.0025%,Ni:≤0.20%,Cu:≤0.15%,Mo:≤0.10%,[O]:≤0.0010%,余量为Fe。从上述组分可知,本发明的一种轮毂轴承用钢,本发明通过使用C、Mn、Cr等常规合金元素进行合金化,使其性能具有较国家《碳素轴承钢》(GB/T28417‑
一种汽车轮毂用轴承钢及其制造方法.pdf
一种汽车轮毂轴承钢及其制造方法,其化学成分重量百分比为:碳:0.58~0.61%;硅≤0.15%;锰:0.87~0.95%;铜:0.10~0.25%;钼:0.12~0.18%;铬:0.10~0.20%;硫≤0.015%;磷≤0.015%;铝:0.008~0.015%;氧≤0.0006%;氮:0.006~0.015%;氢≤0.0001%;钛≤0.0015%;其余为铁及不可避免杂质,且,同时满足,C%+Mn%/3=0.87~0.95,Al/N=0.85~1.15。本发明轴承钢具有耐腐蚀、晶粒细小、纯洁度高、强

一种微合金化轿车碳素轮毂轴承用钢及其制造方法.pdf
本发明涉及微合金化轿车碳素轮毂轴承用钢,化学成分为C0.45~0.70%,Si0.10~0.50%,Mn0.30~0.70%,Cr0.20~0.60%,P≤0.025%,S0.003~0.030%,Mo≤0.1%,Ni≤0.2%,Al≤0.04%,Cu≤0.3%,Ca≤0.001%,Ti≤0.003%,O≤0.001%,As≤0.04%,Sn≤0.03%,Sb≤0.005%,Pb≤0.002%,余量为Fe及不可避免的杂质。制造流程为电炉或转炉—炉外精炼—VD或RH真空脱气—连铸—连轧—锯切—堆冷—精整—表

一种易切削重载汽车轮毂轴承用钢及制造方法.pdf
本发明公开了一种易切削重载汽车轮毂轴承用钢及制造方法,轴承用钢化学成分组成及质量百分含量为:C:0.49~0.55%,Si:0.21~0.28%,Mn:0.74~0.97%,P≤0.030%,S:0.035~0.050%,Cr:0.12~0.16%,Ni≤0.1%,Cu≤0.1%,Al:0.010~0.023%,余量为Fe和不可避免的杂质;轴承用钢制造方法包括转炉冶炼、LF精炼、VD真空处理、连铸、加热、轧制、缓冷、探伤工序。本发明生产的汽车轮毂轴承用钢加工成轮毂轴承后硬度提高、未淬透组织含量减少,同时具
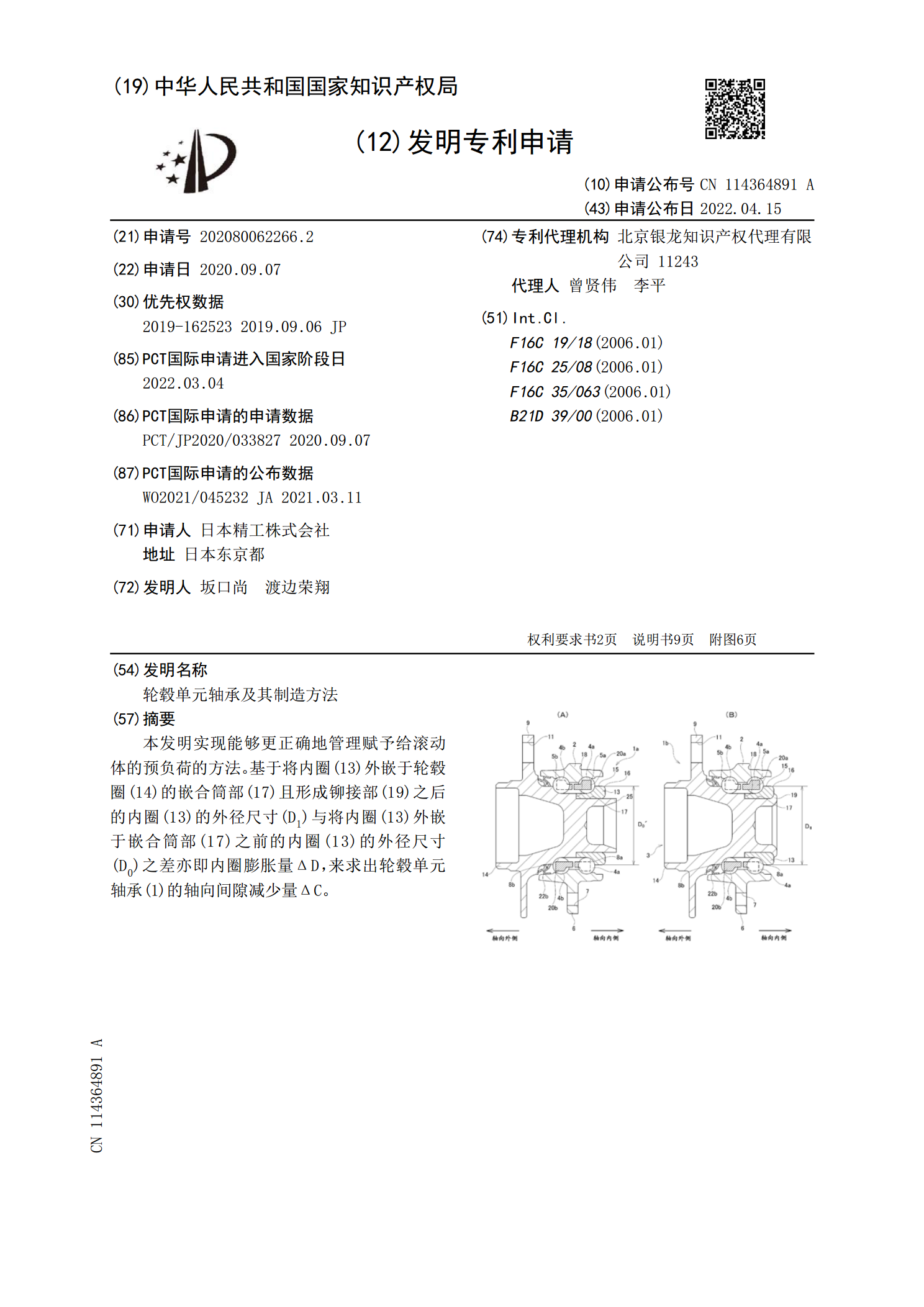
轮毂单元轴承及其制造方法.pdf
本发明实现能够更正确地管理赋予给滚动体的预负荷的方法。基于将内圈(13)外嵌于轮毂圈(14)的嵌合筒部(17)且形成铆接部(19)之后的内圈(13)的外径尺寸(D<base:Sub>1</base:Sub>)与将内圈(13)外嵌于嵌合筒部(17)之前的内圈(13)的外径尺寸(D<base:Sub>0</base:Sub>)之差亦即内圈膨胀量ΔD,来求出轮毂单元轴承(1)的轴向间隙减少量ΔC。