
一种钢轨打磨列车专用砂轮及其制备方法.pdf

朋兴****en

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢轨打磨列车专用砂轮及其制备方法.pdf
本发明公开了一种钢轨打磨列车专用砂轮及其制备方法,具体涉及砂轮制造技术领域。本发明的钢轨打磨列车专用砂轮包括:按重量份计,改性锆刚玉25~35份、改性棕刚玉35~55份、混合树脂9~15份、氧化铝空心球3~5份、黄铁矿粉1.5~8份、冰晶石粉1~6份、硫酸钡粉0.5~5份、碳酸钙粉0.5~4份、石墨粉0.5~4份、铜粉3~6份、纤维增强材料1~8份;其中改性锆刚玉和改性棕刚玉为在3~10wt%的KH550酒精溶液浸泡并烘干后的锆刚玉和棕刚玉。本发明制作的高速钢轨打磨砂轮,其强度高且韧性好,自锐性好,磨削能
一种钢轨打磨列车专用砂轮及其制备方法.pdf
本发明涉及一种钢轨打磨列车专用砂轮及其制备方法,它是由如下原料制成:锆刚玉、棕刚玉、酚醛树脂、偶联剂、冰晶石、硫化铁粉、氧化镁、氧化钙和空心玻璃球;所述的钢轨打磨列车专用砂轮的制备方法,包括以下步骤:首先按照上述配比称取锆刚玉、棕刚玉、酚醛树脂、偶联剂、冰晶石、硫化铁粉、氧化镁、氧化钙和空心玻璃球,再加入粘结剂,混合2~3小时,过200~300目筛,获得成型料;然后将成型料压制成型、干燥、烧结、加工检验:将烧结后的砂轮坯体在车床和磨床上加工,检验合格后包装、入库,制得成品;该砂轮能够有效地提高其强度、自锐
一种钢轨打磨用砂轮及其制备方法.pdf
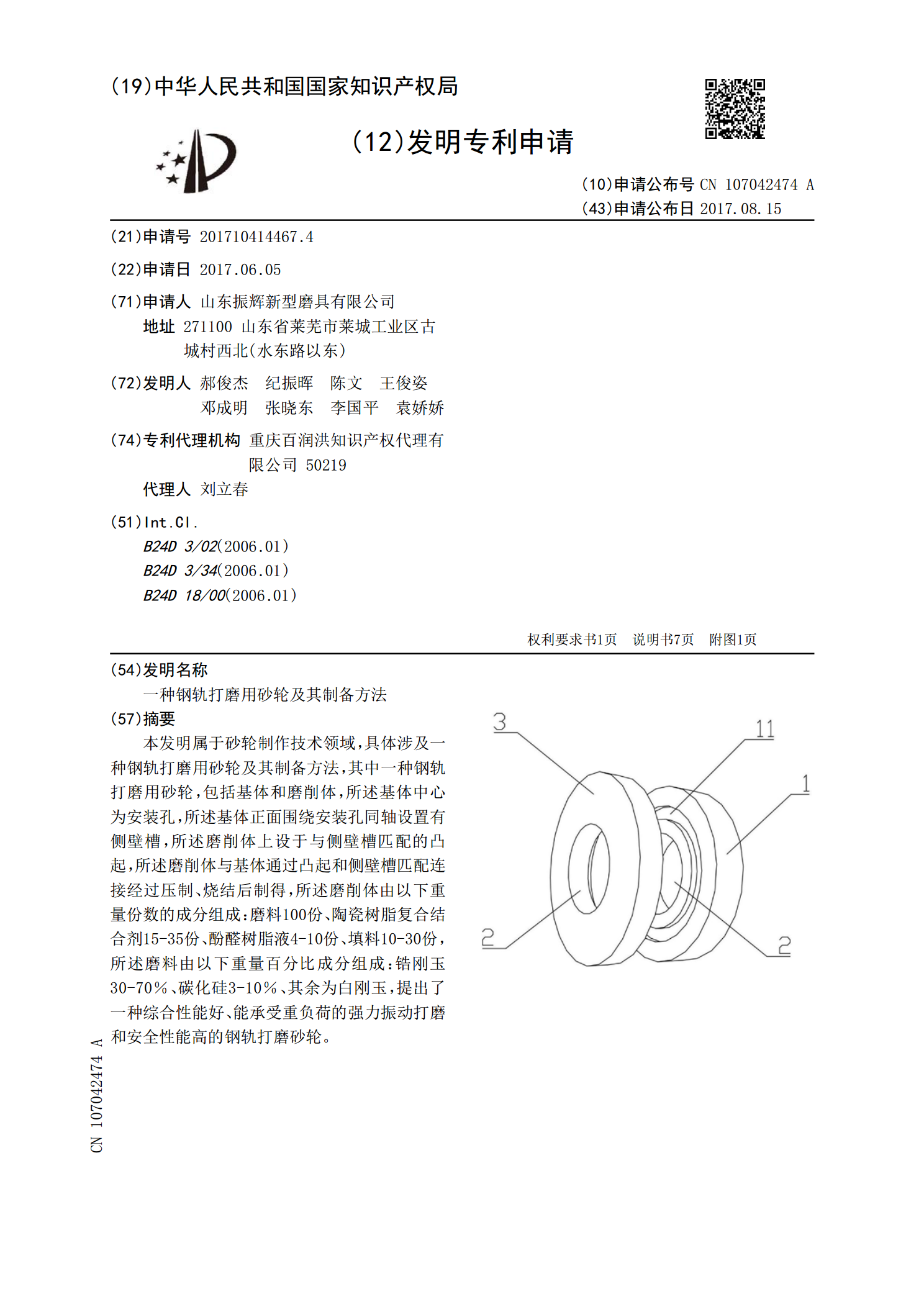
本发明属于砂轮制作技术领域,具体涉及一种钢轨打磨用砂轮及其制备方法,其中一种钢轨打磨用砂轮,包括基体和磨削体,所述基体中心为安装孔,所述基体正面围绕安装孔同轴设置有侧壁槽,所述磨削体上设于与侧壁槽匹配的凸起,所述磨削体与基体通过凸起和侧壁槽匹配连接经过压制、烧结后制得,所述磨削体由以下重量份数的成分组成:磨料100份、陶瓷树脂复合结合剂15‑35份、酚醛树脂液4‑10份、填料10‑30份,所述磨料由以下重量百分比成分组成:锆刚玉30‑70%、碳化硅3‑10%、其余为白刚玉,提出了一种综合性能好、能承受重负
一种钢轨打磨用树脂结合剂CBN砂轮及其制备方法.pdf
本发明公开了一种钢轨打磨用树脂结合剂CBN砂轮,其由下述重量百分比的原料组成:树脂粉为20%‑50%,CBN210为15%‑25%,CBN850为10%‑25%,电解铜粉为3%‑13%,绿碳化硅为12%‑20%,偶联剂为1.4%‑1.8%,聚丙烯单丝纤维为0.2%‑0.6%。本发明提供的钢轨打磨用树脂结合剂立方氮化硼砂轮及相关工艺下制造出的超硬砂轮具有良好的打磨锋利型,能够满足铁路轨道维护打磨时对砂轮安全性能好、打磨质量高、打磨里程长的要求;并且相对于普通磨料砂轮,大大减少了打磨工作带来的环境污染。
一种含有超硬磨料陶瓷结合剂的打磨列车专用砂轮及其制备方法.pdf
本发明涉及一种含有超硬磨料陶瓷结合剂的打磨列车专用砂轮及其制备方法,它是由如下重量份的原料制成:CBN磨料40~75、陶瓷结合剂30~50、辅助磨料5~30和造孔剂2~15;它的制备方法包括以下步骤:(1)按照上述配比称取CBN磨料、陶瓷结合剂、辅助磨料和造孔剂,再加入原料总重量的1~2%粘结剂,混合,过筛,获得成型料;(2)压制:将成型料均匀投入模具内并刮平,置入液压机定模热压,冷却出模后得砂轮坯体;然后干燥、烧结、加工检验、包装、入库,制得成品。该砂轮能够有效地提高其强度、自锐性能和磨削性能,从而相应