
一种适用于轮辐轮毂的平板卷旋成形工艺.pdf

是立****92

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于轮辐轮毂的平板卷旋成形工艺.pdf
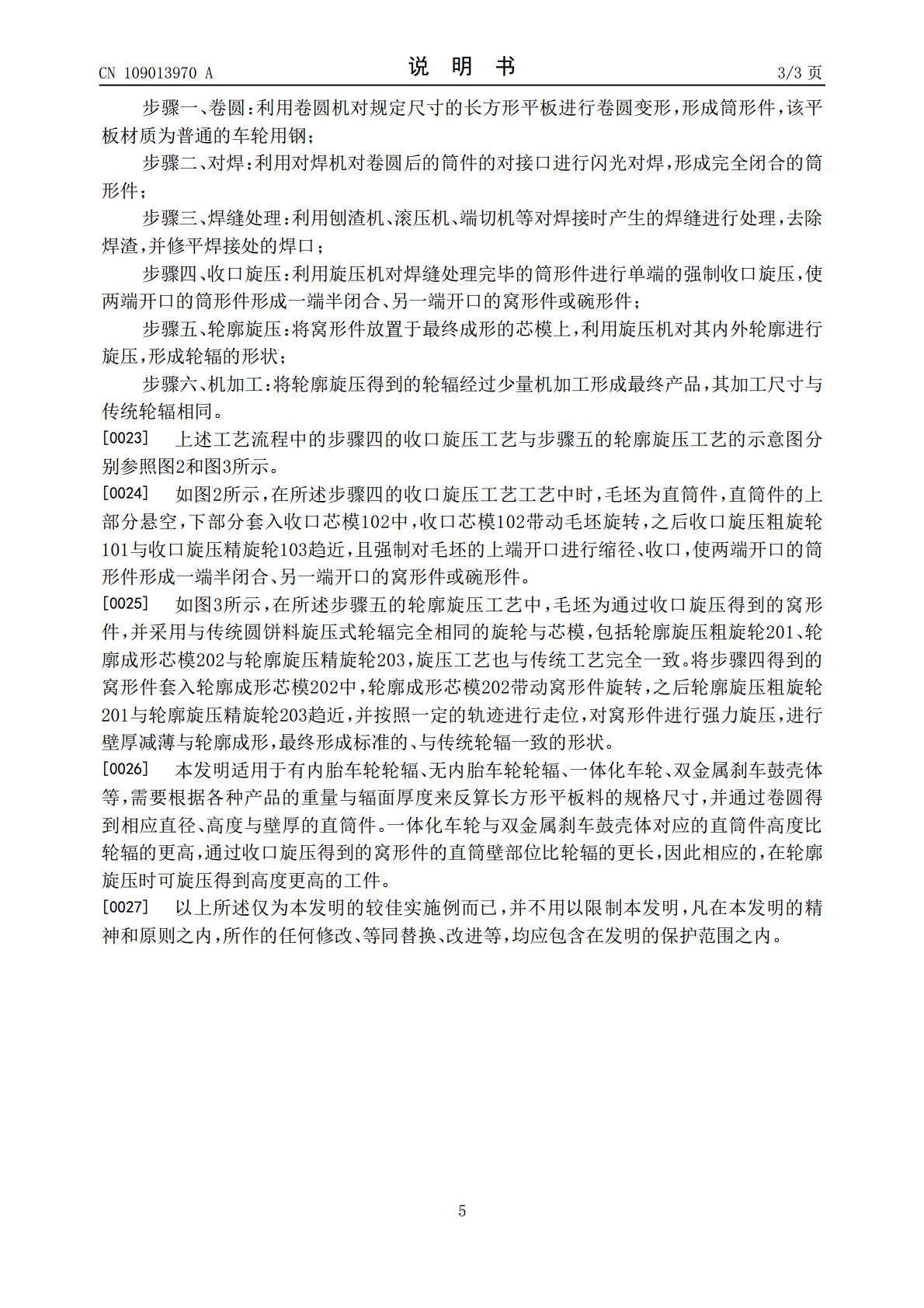
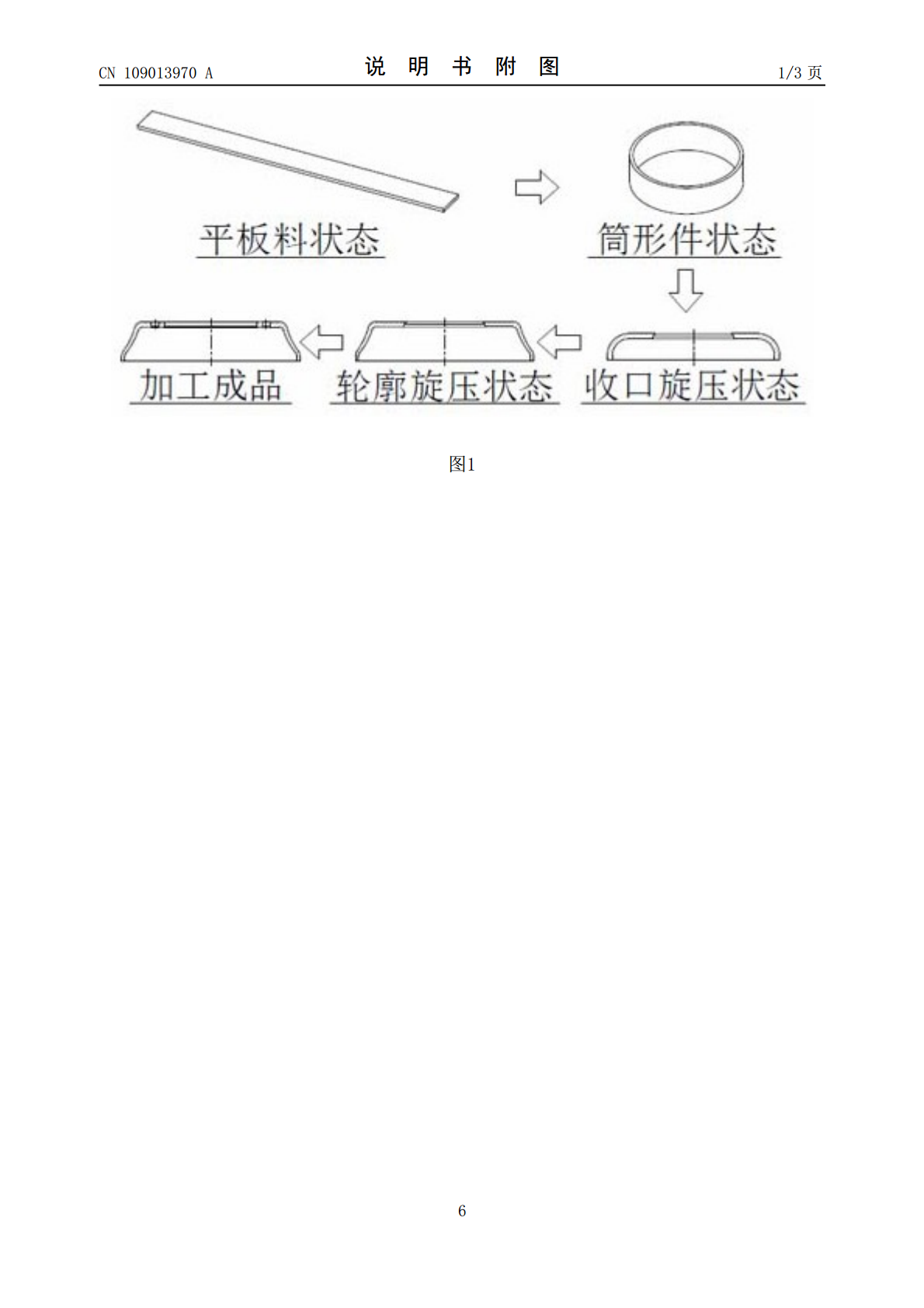
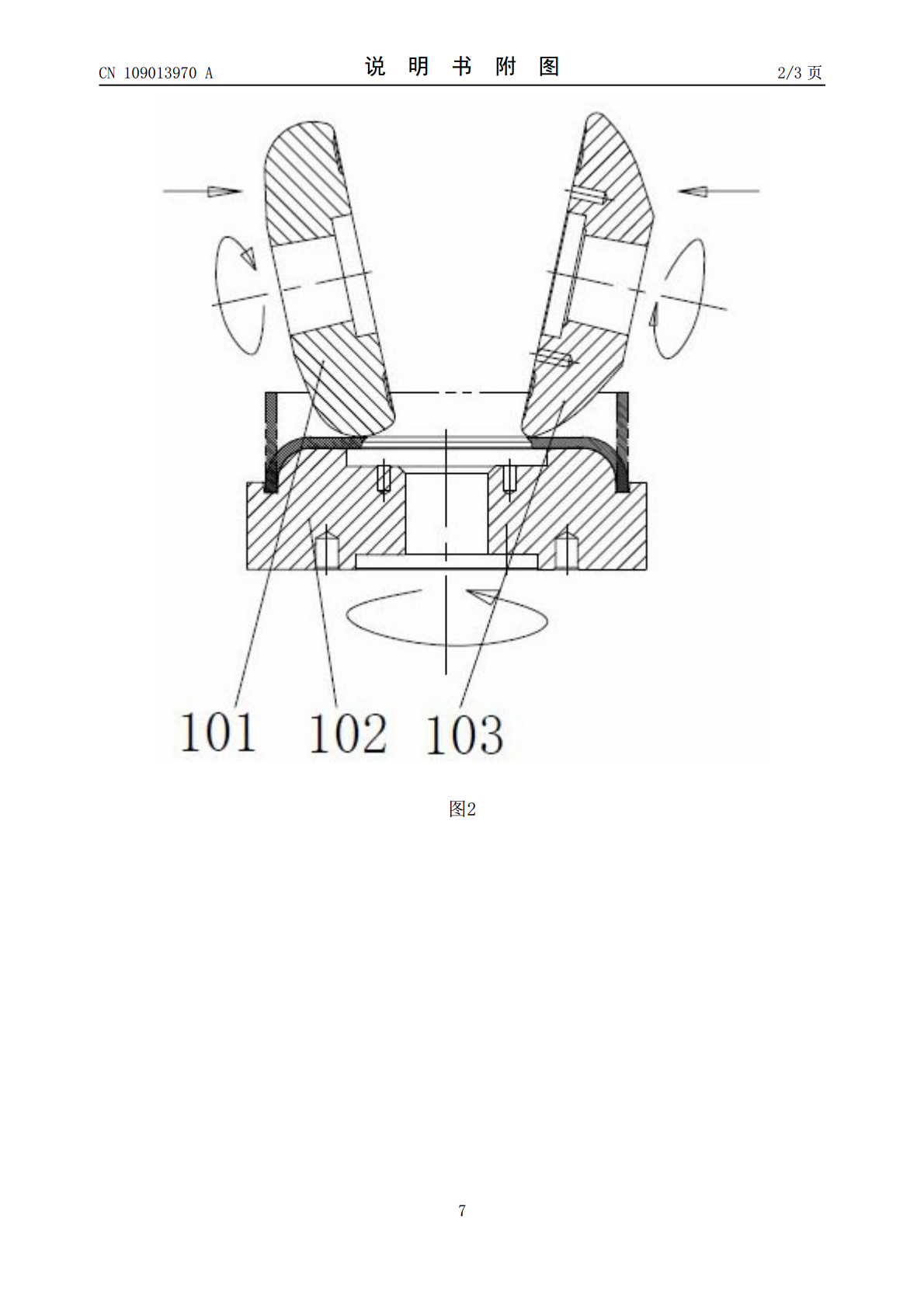
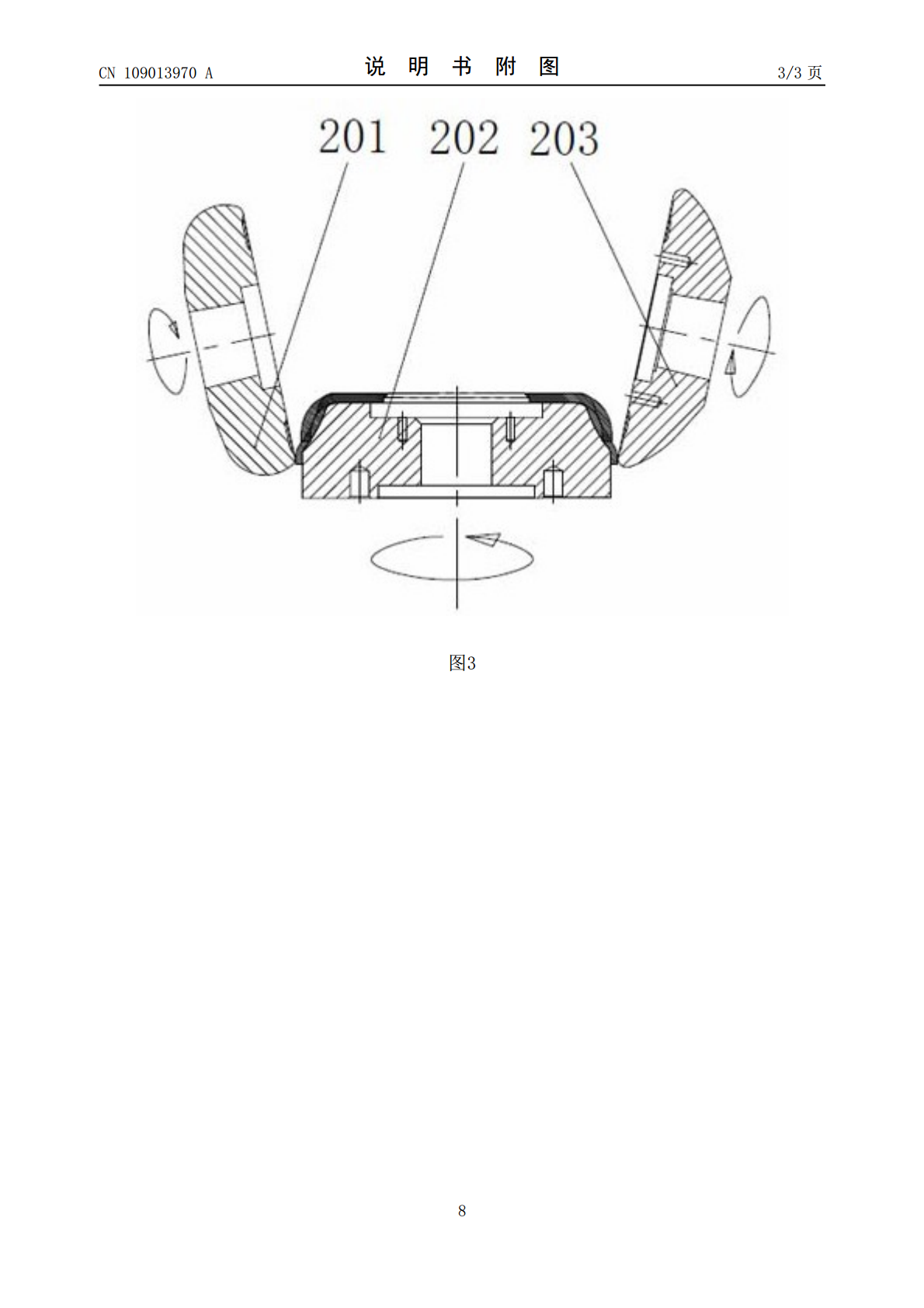
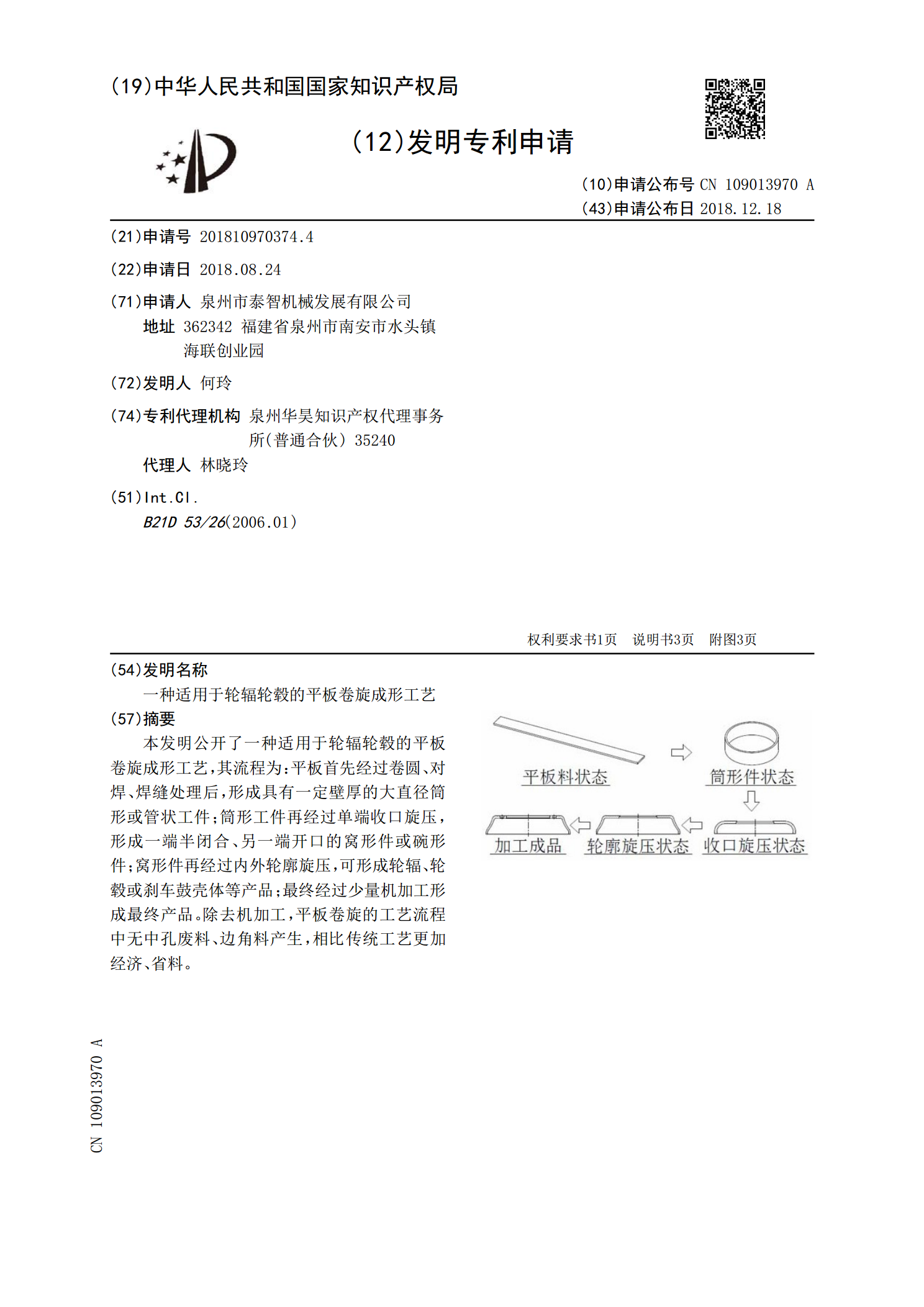
本发明公开了一种适用于轮辐轮毂的平板卷旋成形工艺,其流程为:平板首先经过卷圆、对焊、焊缝处理后,形成具有一定壁厚的大直径筒形或管状工件;筒形工件再经过单端收口旋压,形成一端半闭合、另一端开口的窝形件或碗形件;窝形件再经过内外轮廓旋压,可形成轮辐、轮毂或刹车鼓壳体等产品;最终经过少量机加工形成最终产品。除去机加工,平板卷旋的工艺流程中无中孔废料、边角料产生,相比传统工艺更加经济、省料。

一种适用于轮辐轮毂的长方形钢板卷旋成形工艺.pdf
本发明公开了一种适用于轮辐轮毂的长方形钢板卷旋成形工艺,其流程为:先将原料剪裁成平板坯料,之后,平板坯料先经过卷圆、对焊、焊缝处理后,形成具有一定壁厚的筒形件,筒形件经过切槽、喇叭扩口形成初步成型的零件,之后经过旋压形成轮辐、轮毂或刹车鼓壳体等产品,最后通过局部车削加工形成最终产品,除去最后的局部车削,钢板卷旋的工艺流程中无中空废料、边角料产生,相比传统工艺更加经济、省料。

一种轮毂铲旋成形工艺.pdf
本发明涉及轮毂制备技术领域,尤其涉及一种轮毂铲旋成形工艺。其依次包括以下步骤:(1)锻造毛坯板料;(2)铲旋成形,将所述毛坯板料套设于旋压机的铲旋芯模,利用铲旋轮从旋转的毛坯板料边缘将部分毛坯铲起,并转移到毛坯板料厚度方向上形成轮毂筒壁;(3)旋压推挤成形,增设推挤芯模,将旋轮作用于毛坯板料边缘,将毛坯板料的外沿部分向内推挤形成轮辋坯;(4)强力旋压成形,将旋轮沿毛坯板料的径向方向作用于所述轮辋坯,使轮辋坯沿毛坯板料的厚度方向塑性变形为轮辋。该工艺高效低耗,且其生产得到的轮毂整体性好、质量优良。
一种轮毂折叠旋压成形工艺.pdf
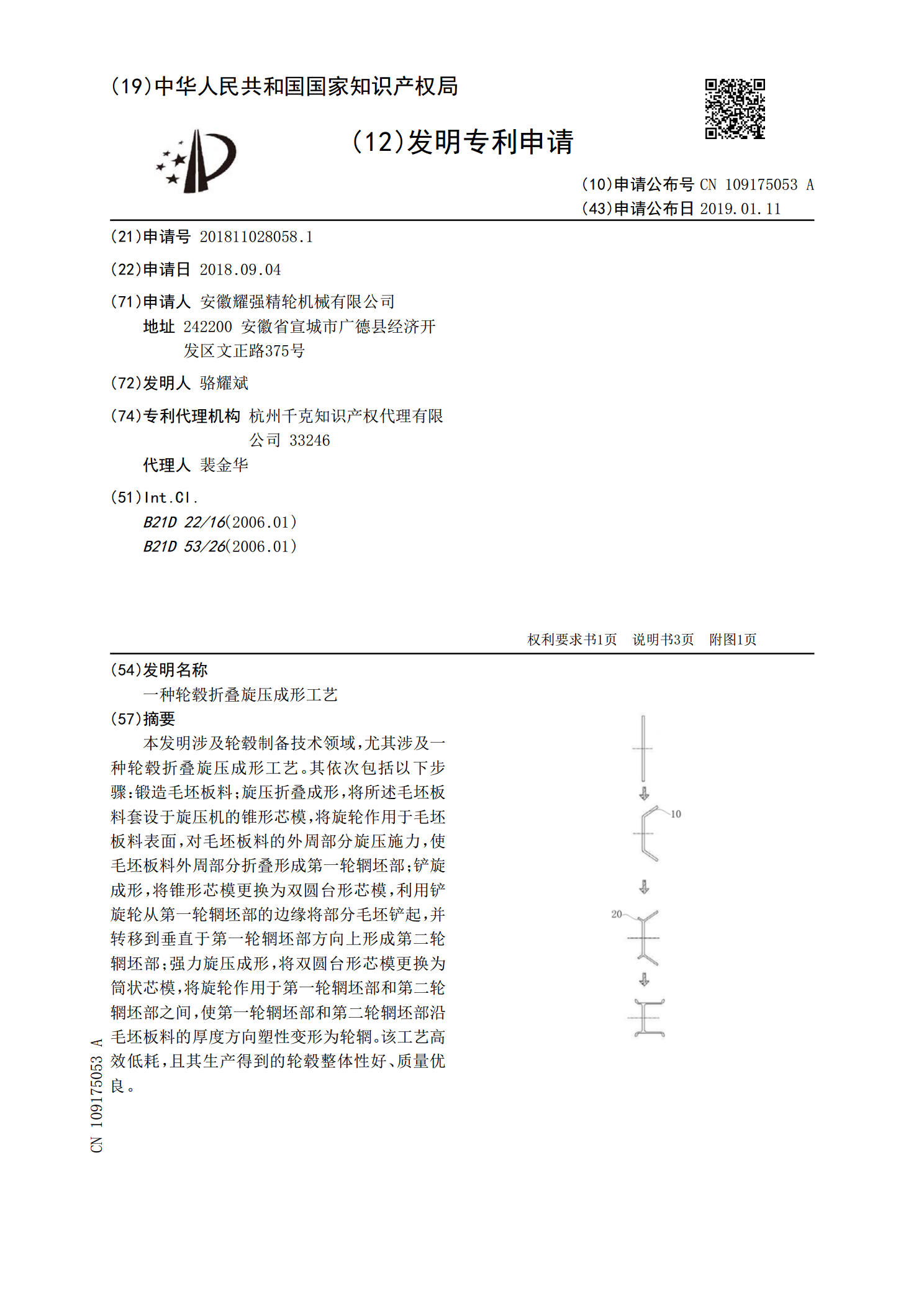
本发明涉及轮毂制备技术领域,尤其涉及一种轮毂折叠旋压成形工艺。其依次包括以下步骤:锻造毛坯板料;旋压折叠成形,将所述毛坯板料套设于旋压机的锥形芯模,将旋轮作用于毛坯板料表面,对毛坯板料的外周部分旋压施力,使毛坯板料外周部分折叠形成第一轮辋坯部;铲旋成形,将锥形芯模更换为双圆台形芯模,利用铲旋轮从第一轮辋坯部的边缘将部分毛坯铲起,并转移到垂直于第一轮辋坯部方向上形成第二轮辋坯部;强力旋压成形,将双圆台形芯模更换为筒状芯模,将旋轮作用于第一轮辋坯部和第二轮辋坯部之间,使第一轮辋坯部和第二轮辋坯部沿毛坯板料的厚

汽车轮毂等温锻造及旋压成形工艺.pdf
本发明涉及一种汽车轮毂等温锻造及旋压成形工艺,该工艺解决了传统的金属型铸造毛坯成形方法易产生缩孔、疏松、机械性能较低等铸造缺陷,克服了汽车轮毂加工余量大,生产成本高,难以得到广泛应用的不足。其技术方案如下:将铝合金棒切割成坯料→坯料预热到460℃--500℃并保温1小时→在锻压机下经过3-4次锻压,制成预锻毛坯→模具预热→将预锻毛坯料放入1500t级锻压机下的锻造模具中(模具温度控制在400-450℃),再次进行等温锻压2-3次,使铝合金轮毂初次成形→旋压精密成形。该成形工艺提高了产品制造精度和强度,属精