
汽车轮毂等温锻造及旋压成形工艺.pdf

靖烟****魔王


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车轮毂等温锻造及旋压成形工艺.pdf
本发明涉及一种汽车轮毂等温锻造及旋压成形工艺,该工艺解决了传统的金属型铸造毛坯成形方法易产生缩孔、疏松、机械性能较低等铸造缺陷,克服了汽车轮毂加工余量大,生产成本高,难以得到广泛应用的不足。其技术方案如下:将铝合金棒切割成坯料→坯料预热到460℃--500℃并保温1小时→在锻压机下经过3-4次锻压,制成预锻毛坯→模具预热→将预锻毛坯料放入1500t级锻压机下的锻造模具中(模具温度控制在400-450℃),再次进行等温锻压2-3次,使铝合金轮毂初次成形→旋压精密成形。该成形工艺提高了产品制造精度和强度,属精

汽车铝合金轮毂强力旋压成形工艺研究.docx
汽车铝合金轮毂强力旋压成形工艺研究汽车铝合金轮毂强力旋压成形工艺研究摘要:随着汽车工业的快速发展,轮毂作为汽车重要的组件之一,对其性能和质量要求也越来越高。铝合金轮毂具有重量轻、强度高、耐腐蚀等优点,在汽车制造中得到越来越广泛的应用。本文以汽车铝合金轮毂的强力旋压成形工艺为研究对象,通过实验和数值模拟的方法,探讨了铝合金轮毂强力旋压成形过程中的工艺参数对成形过程和成形品质的影响,为提高铝合金轮毂的生产效率和质量提供了一定的理论依据。关键词:汽车铝合金轮毂,强力旋压,成形工艺,数值模拟,工艺参数第1章引言1
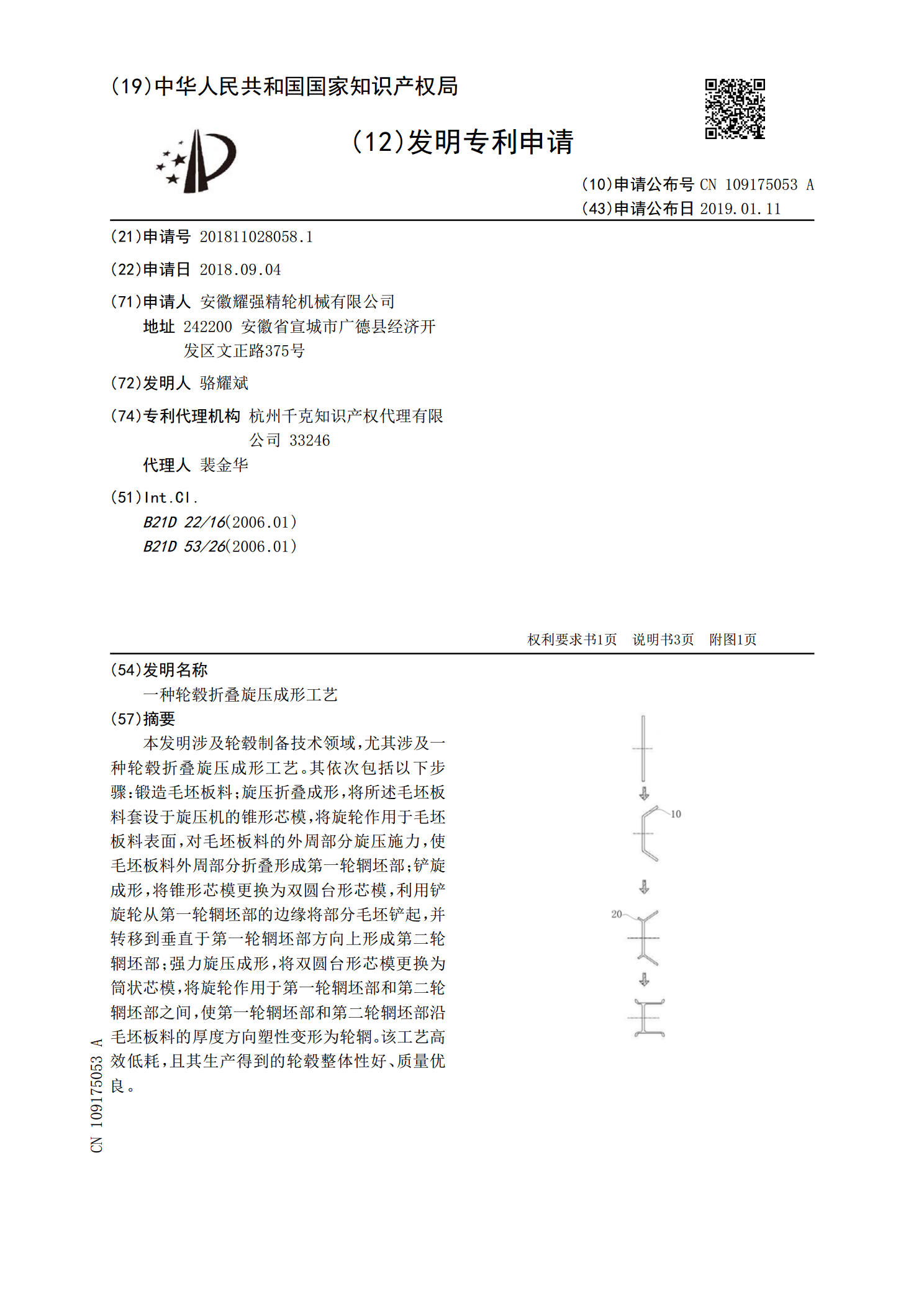
一种轮毂折叠旋压成形工艺.pdf
本发明涉及轮毂制备技术领域,尤其涉及一种轮毂折叠旋压成形工艺。其依次包括以下步骤:锻造毛坯板料;旋压折叠成形,将所述毛坯板料套设于旋压机的锥形芯模,将旋轮作用于毛坯板料表面,对毛坯板料的外周部分旋压施力,使毛坯板料外周部分折叠形成第一轮辋坯部;铲旋成形,将锥形芯模更换为双圆台形芯模,利用铲旋轮从第一轮辋坯部的边缘将部分毛坯铲起,并转移到垂直于第一轮辋坯部方向上形成第二轮辋坯部;强力旋压成形,将双圆台形芯模更换为筒状芯模,将旋轮作用于第一轮辋坯部和第二轮辋坯部之间,使第一轮辋坯部和第二轮辋坯部沿毛坯板料的厚

汽车铝合金轮毂强力旋压成形工艺研究的中期报告.docx
汽车铝合金轮毂强力旋压成形工艺研究的中期报告该篇中期报告主要介绍了汽车铝合金轮毂强力旋压成形工艺的研究进展情况,包括研究背景、研究目的、研究内容,以及采用的研究方法和初步实验结果。研究背景:汽车轮毂作为车辆外观的重要组成部分,除了美观外还必须具备优秀的安全性和性能,其中材料的选择和成形技术的应用起着至关重要的作用。随着轮毂的功能越来越多元化、复杂化,传统的成形技术已经难以满足设计要求和市场需求,因此需要寻求新的成形工艺。研究目的:本研究旨在探索汽车铝合金轮毂强力旋压成形工艺,并研究其成形特点、成形规律和工
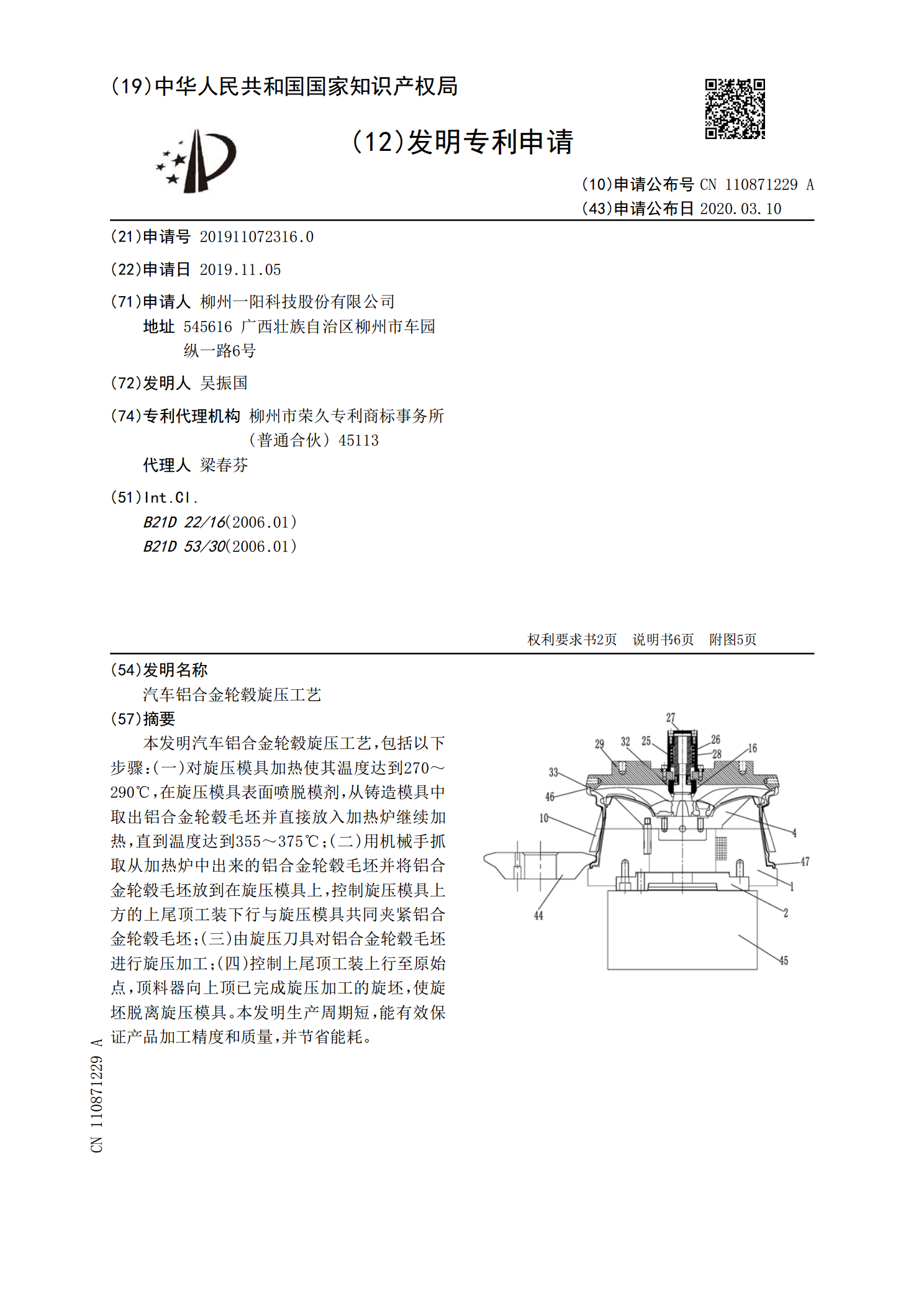
汽车铝合金轮毂旋压工艺.pdf
本发明汽车铝合金轮毂旋压工艺,包括以下步骤:(一)对旋压模具加热使其温度达到270~290℃,在旋压模具表面喷脱模剂,从铸造模具中取出铝合金轮毂毛坯并直接放入加热炉继续加热,直到温度达到355~375℃;(二)用机械手抓取从加热炉中出来的铝合金轮毂毛坯并将铝合金轮毂毛坯放到在旋压模具上,控制旋压模具上方的上尾顶工装下行与旋压模具共同夹紧铝合金轮毂毛坯;(三)由旋压刀具对铝合金轮毂毛坯进行旋压加工;(四)控制上尾顶工装上行至原始点,顶料器向上顶已完成旋压加工的旋坯,使旋坯脱离旋压模具。本发明生产周期短,能有