
车顶激光钎焊柔性随行工装系统及汽车车顶激光焊接方法.pdf

盼易****君a

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
车顶激光钎焊柔性随行工装系统及汽车车顶激光焊接方法.pdf
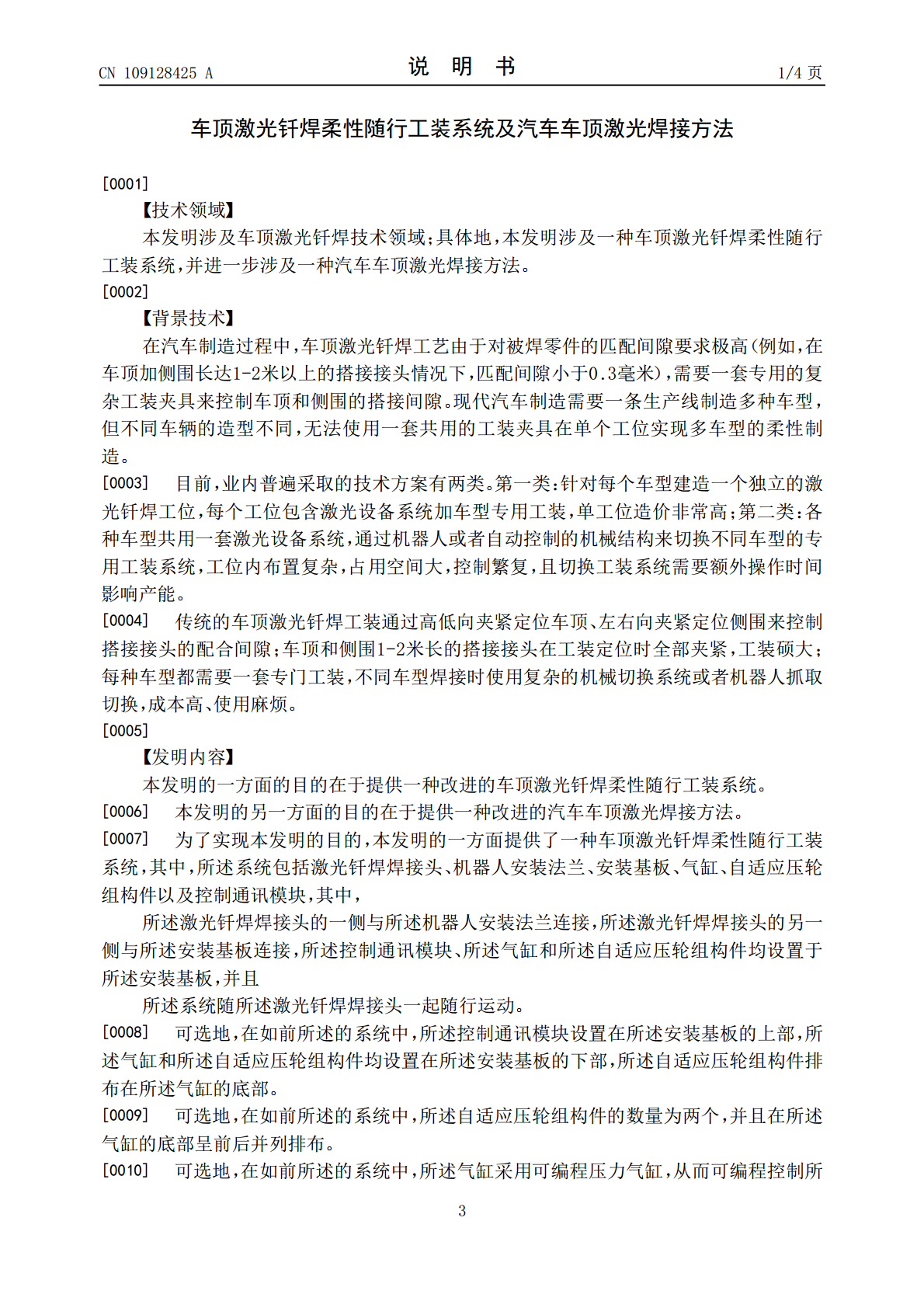
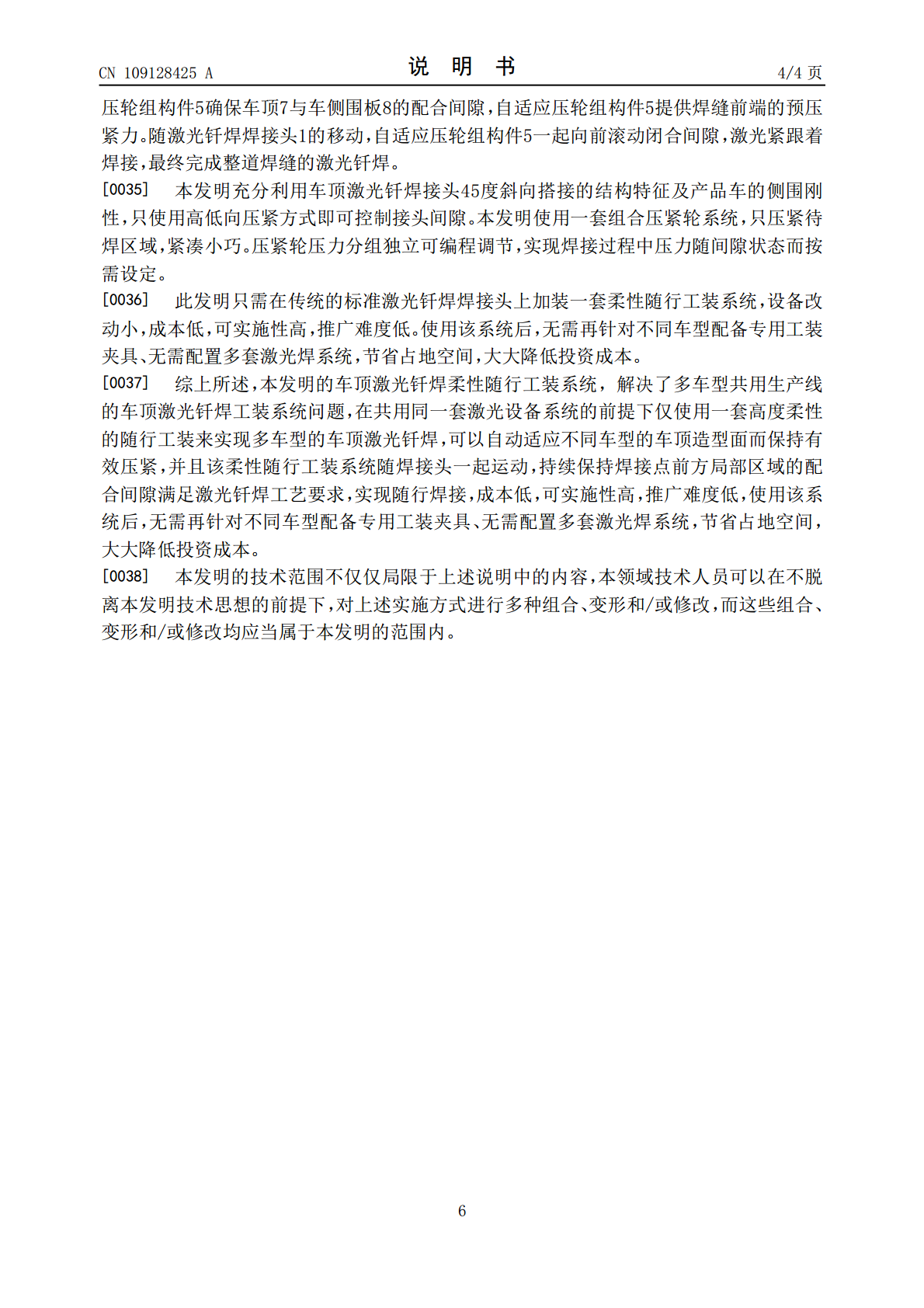
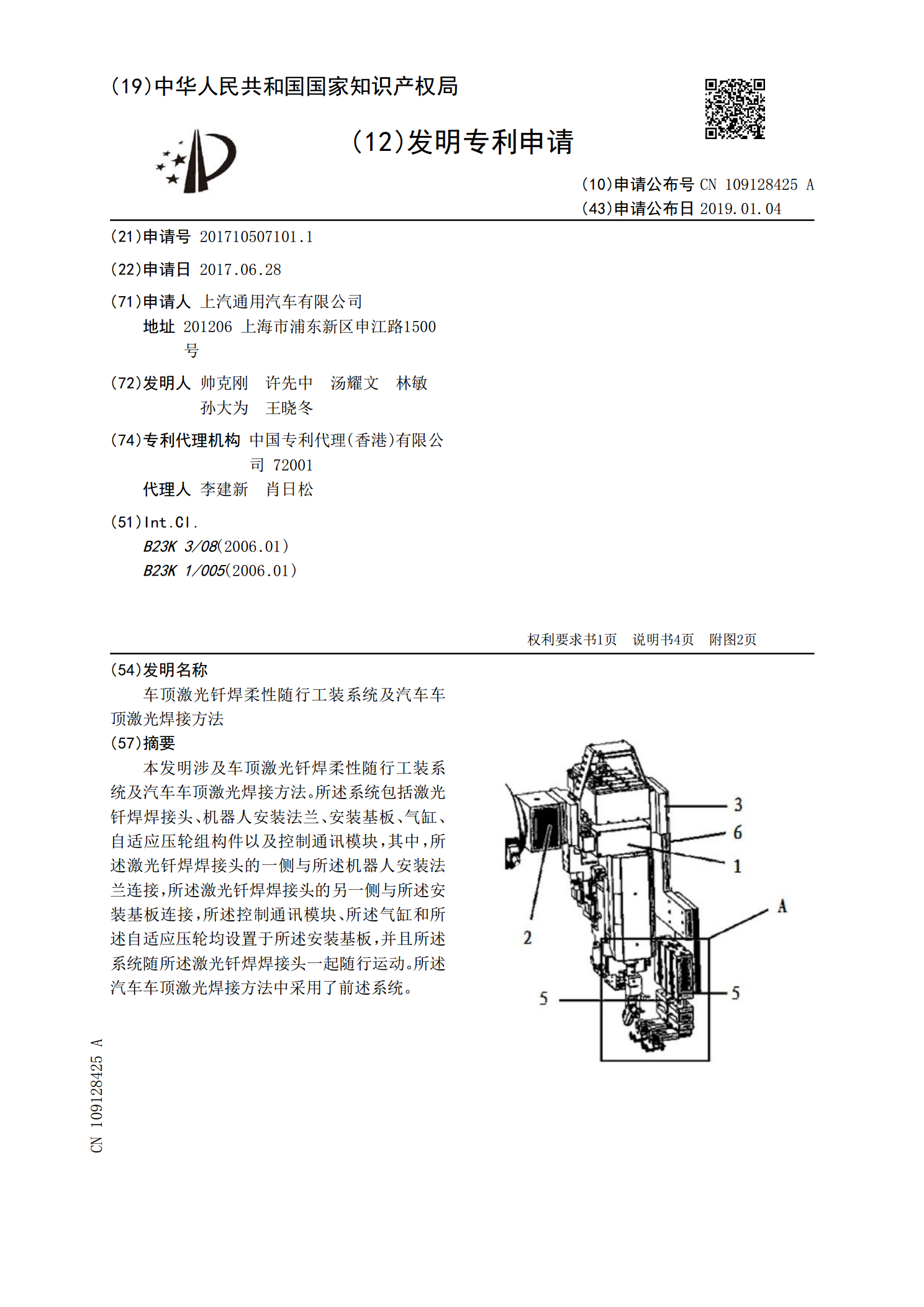
本发明涉及车顶激光钎焊柔性随行工装系统及汽车车顶激光焊接方法。所述系统包括激光钎焊焊接头、机器人安装法兰、安装基板、气缸、自适应压轮组构件以及控制通讯模块,其中,所述激光钎焊焊接头的一侧与所述机器人安装法兰连接,所述激光钎焊焊接头的另一侧与所述安装基板连接,所述控制通讯模块、所述气缸和所述自适应压轮均设置于所述安装基板,并且所述系统随所述激光钎焊焊接头一起随行运动。所述汽车车顶激光焊接方法中采用了前述系统。
车顶激光钎焊双边柔性随行压紧系统.pdf
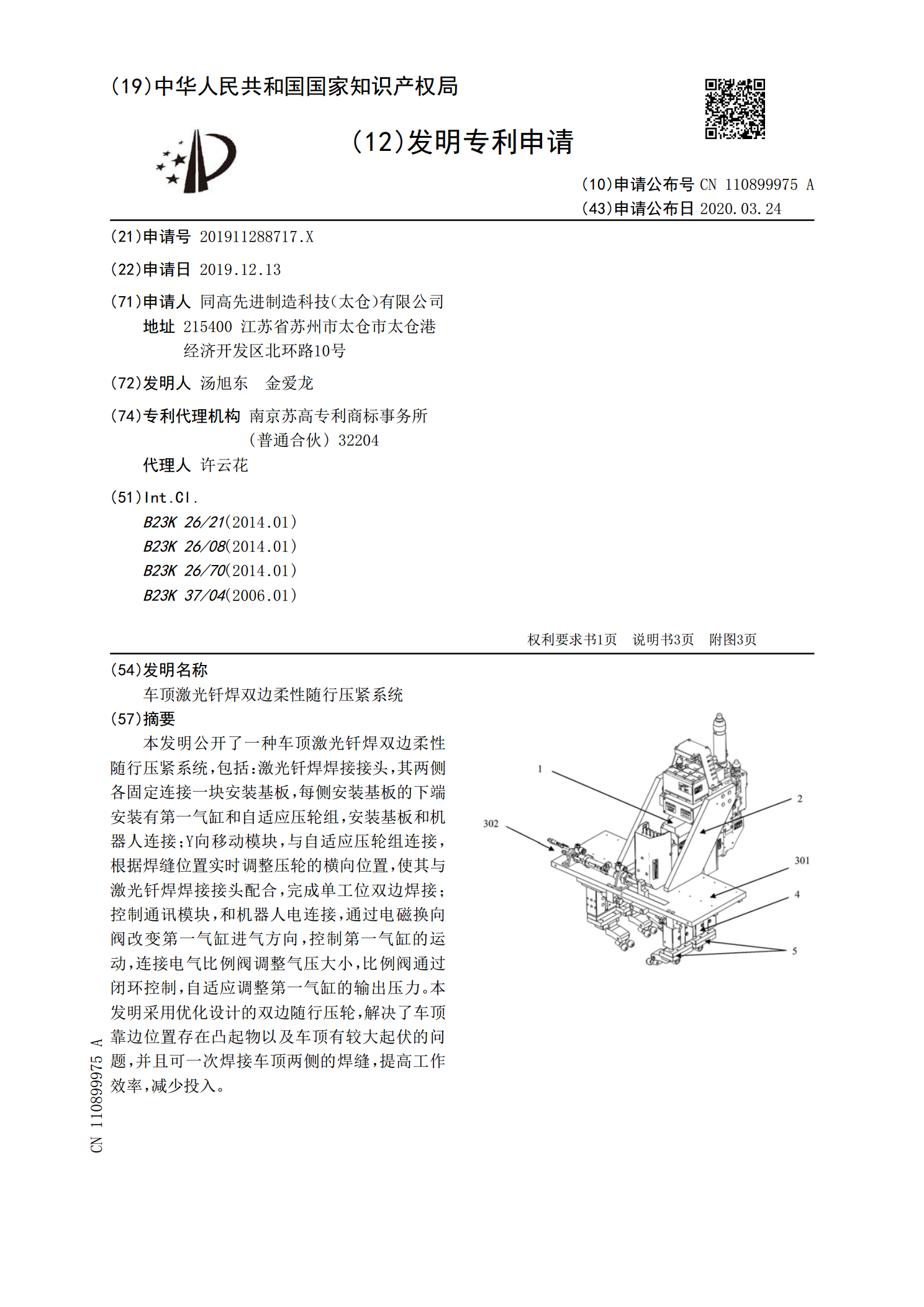
本发明公开了一种车顶激光钎焊双边柔性随行压紧系统,包括:激光钎焊焊接接头,其两侧各固定连接一块安装基板,每侧安装基板的下端安装有第一气缸和自适应压轮组,安装基板和机器人连接;Y向移动模块,与自适应压轮组连接,根据焊缝位置实时调整压轮的横向位置,使其与激光钎焊焊接接头配合,完成单工位双边焊接;控制通讯模块,和机器人电连接,通过电磁换向阀改变第一气缸进气方向,控制第一气缸的运动,连接电气比例阀调整气压大小,比例阀通过闭环控制,自适应调整第一气缸的输出压力。本发明采用优化设计的双边随行压轮,解决了车顶靠边位置存
汽车顶板焊接方法.pdf
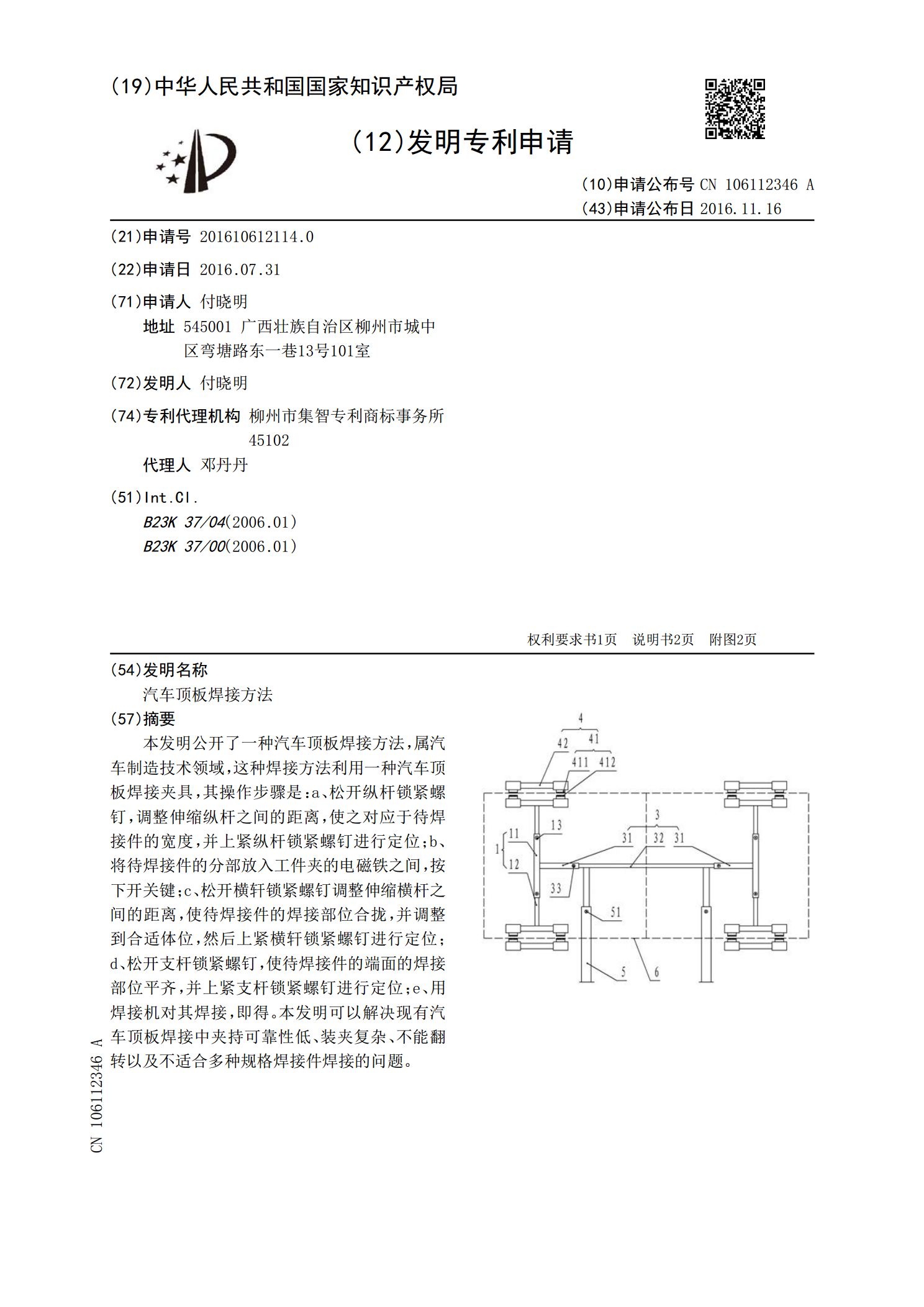
本发明公开了一种汽车顶板焊接方法,属汽车制造技术领域,这种焊接方法利用一种汽车顶板焊接夹具,其操作步骤是:a、松开纵杆锁紧螺钉,调整伸缩纵杆之间的距离,使之对应于待焊接件的宽度,并上紧纵杆锁紧螺钉进行定位;b、将待焊接件的分部放入工件夹的电磁铁之间,按下开关键;c、松开横轩锁紧螺钉调整伸缩横杆之间的距离,使待焊接件的焊接部位合拢,并调整到合适体位,然后上紧横轩锁紧螺钉进行定位;d、松开支杆锁紧螺钉,使待焊接件的端面的焊接部位平齐,并上紧支杆锁紧螺钉进行定位;e、用焊接机对其焊接,即得。本发明可以解决现有汽

汽车顶板焊接夹具.pdf
本发明公开了一种汽车顶板焊接夹具,属汽车制造技术领域,该焊接夹具包括设于伸缩底架上的伸缩横轩,所述伸缩横轩两端分别设有沿所述伸缩横轩轴转动的伸缩纵杆,每个所述伸缩纵杆的两端均通过向前伸出的伸缩支杆连接有工件夹,所述工件夹包括相对设立的两个带活动铁芯的电磁铁,所述电磁铁的控制端头设有安装在电控箱上的开关键。本发明可以解决现有汽车顶板焊接中夹持可靠性低、装夹复杂、不能翻转以及不适合多种规格焊接件焊接的问题。
车顶加工定位辅助工装及基于该工装的车顶整体加工方法.pdf
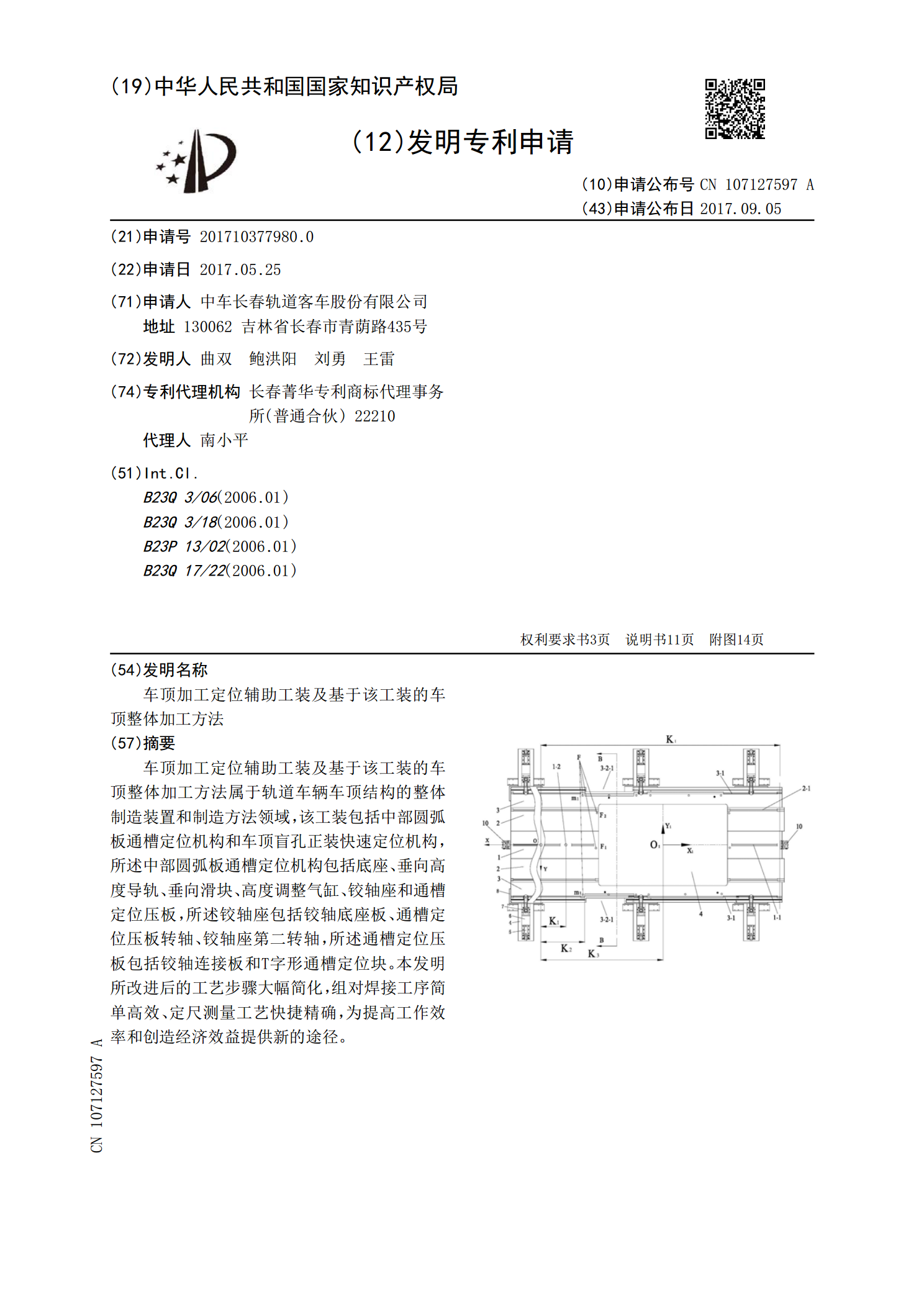
车顶加工定位辅助工装及基于该工装的车顶整体加工方法属于轨道车辆车顶结构的整体制造装置和制造方法领域,该工装包括中部圆弧板通槽定位机构和车顶盲孔正装快速定位机构,所述中部圆弧板通槽定位机构包括底座、垂向高度导轨、垂向滑块、高度调整气缸、铰轴座和通槽定位压板,所述铰轴座包括铰轴底座板、通槽定位压板转轴、铰轴座第二转轴,所述通槽定位压板包括铰轴连接板和T字形通槽定位块。本发明所改进后的工艺步骤大幅简化,组对焊接工序简单高效、定尺测量工艺快捷精确,为提高工作效率和创造经济效益提供新的途径。