
车顶加工定位辅助工装及基于该工装的车顶整体加工方法.pdf

冷霜****魔王

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
车顶加工定位辅助工装及基于该工装的车顶整体加工方法.pdf
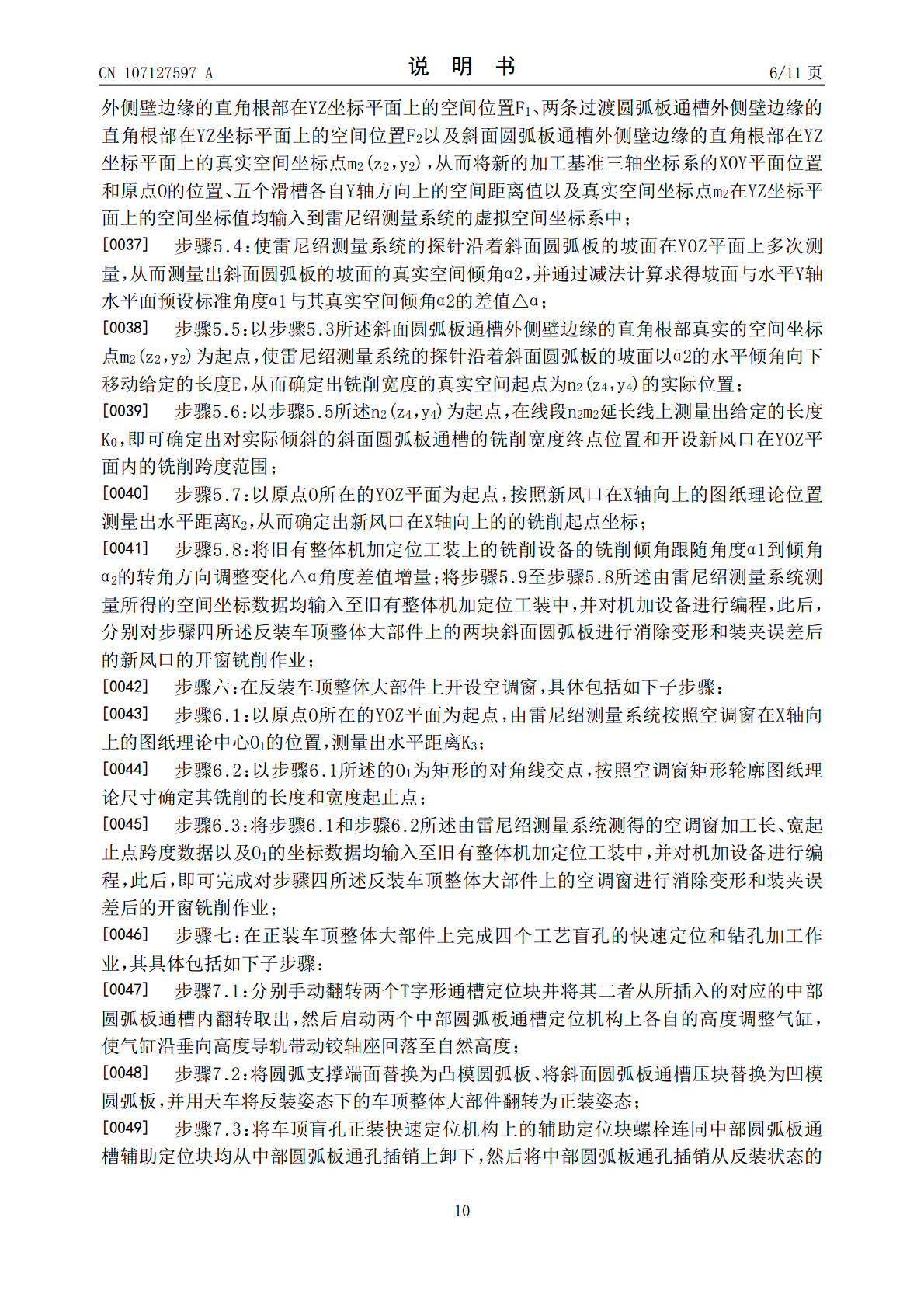
车顶加工定位辅助工装及基于该工装的车顶整体加工方法属于轨道车辆车顶结构的整体制造装置和制造方法领域,该工装包括中部圆弧板通槽定位机构和车顶盲孔正装快速定位机构,所述中部圆弧板通槽定位机构包括底座、垂向高度导轨、垂向滑块、高度调整气缸、铰轴座和通槽定位压板,所述铰轴座包括铰轴底座板、通槽定位压板转轴、铰轴座第二转轴,所述通槽定位压板包括铰轴连接板和T字形通槽定位块。本发明所改进后的工艺步骤大幅简化,组对焊接工序简单高效、定尺测量工艺快捷精确,为提高工作效率和创造经济效益提供新的途径。
一种绕制电感线圈的工装、基于该工装的加工方法.pdf
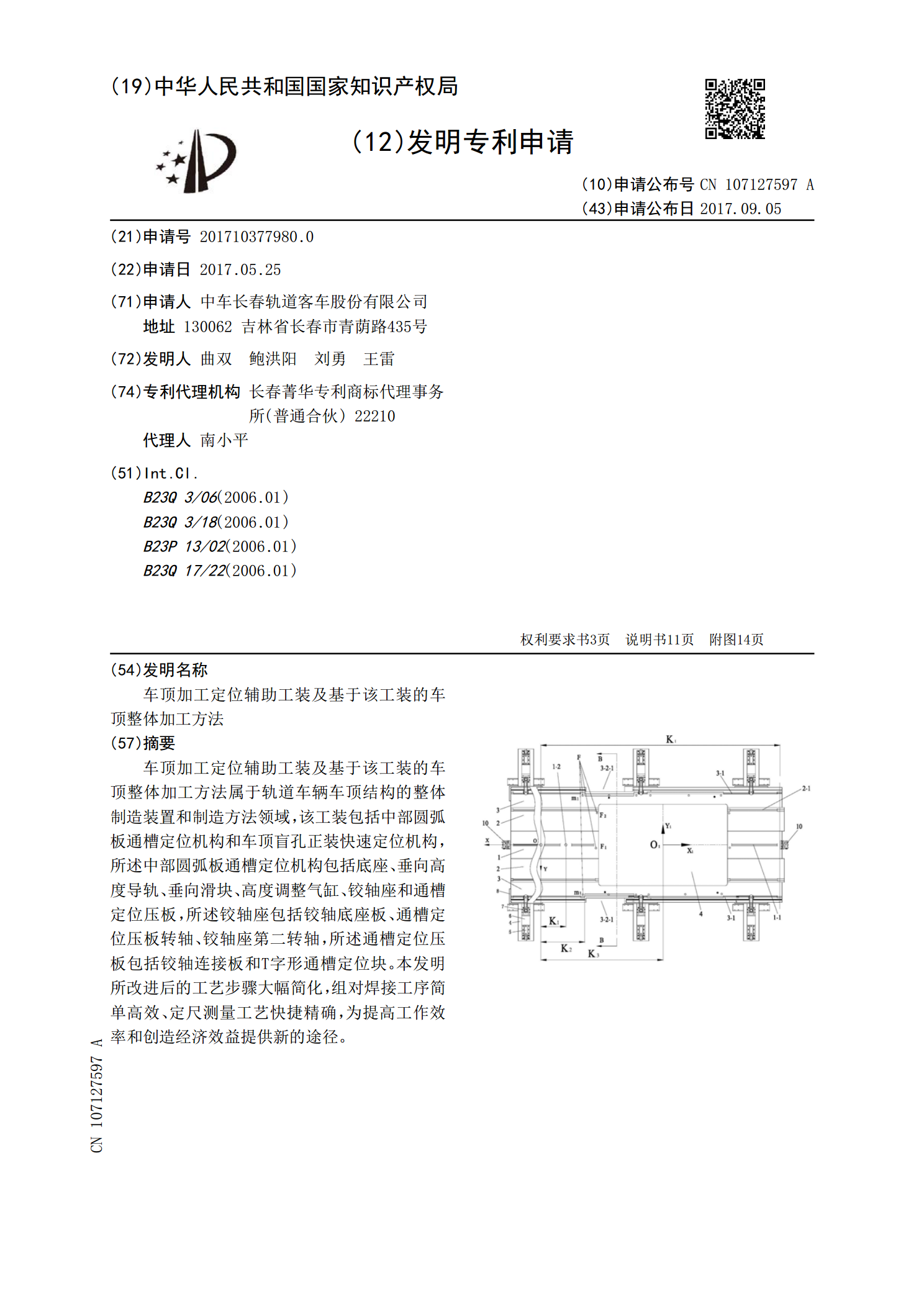
本发明提供了一种绕制电感线圈的工装以及基于该工装的加工方法,工装包括底板、前导轮组件、矫直组件和后导轮组件,前导轮组件、矫直组件和后导轮组件沿底板的长度方向依序固设在底板上;底板固定在车床的刀架上,底板可随车床刀架移动;前导轮组件包括:上导轮和下导轮、用于安装上导轮和下导轮的安装组件,上导轮和下导轮之间具有供导体穿过的缝隙;前导轮组件和后导轮组件的结构相同;加工方法为:导体先穿过前导轮组件、再经矫直组件矫直、最后穿过后导轮组件绕制在低速旋转的内芯上。本发明把电感的内芯固定在车床的旋转轴上,底板固定在车床刀
一种立式加工中心辅助定位工装.pdf
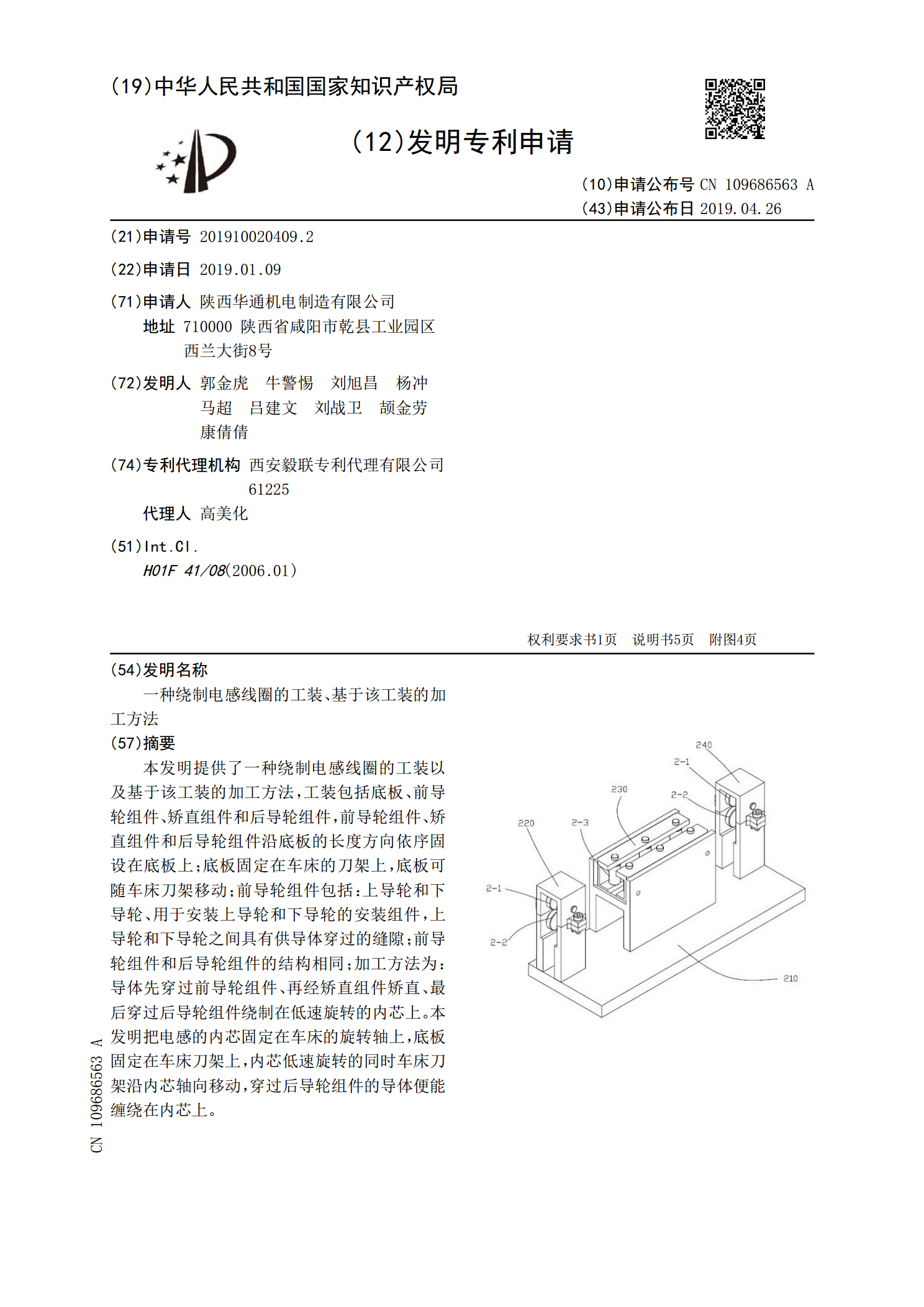
本实用新型提出了一种立式加工中心辅助定位工装,涉及数控机床辅助定位设备领域,包括加工台,加工台上设置有第一L型块和辅助定位组件,加工台一侧设置有固定板,固定板上设置有第一定位气缸,第一定位气缸连接有与第一L型块正对设置的第二L型块;本装置可以实现对矩形工件的辅助定位,保证工件在数控机床的加工过程中不会出现跑位现象,定位效果佳。
车顶激光钎焊柔性随行工装系统及汽车车顶激光焊接方法.pdf
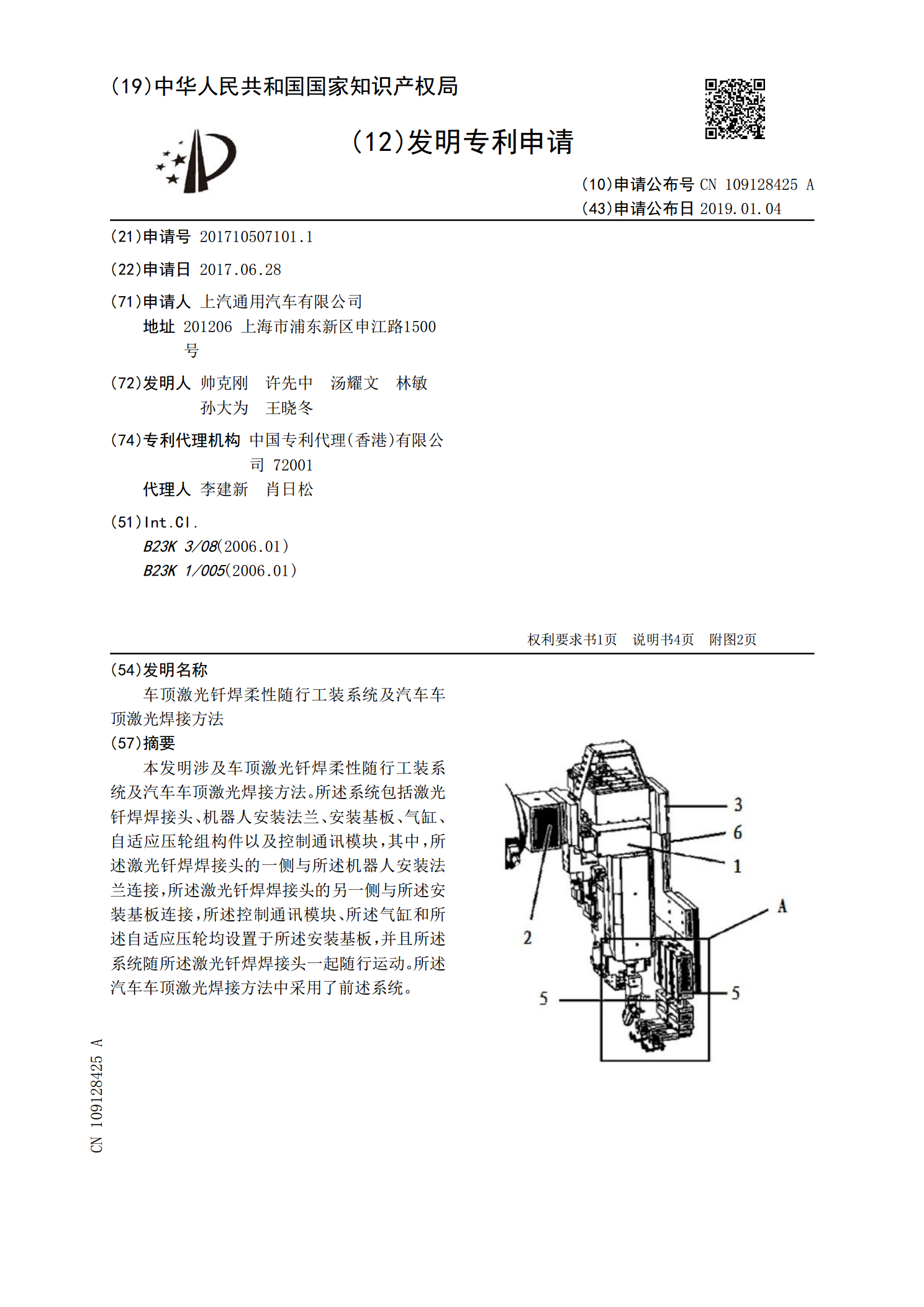
本发明涉及车顶激光钎焊柔性随行工装系统及汽车车顶激光焊接方法。所述系统包括激光钎焊焊接头、机器人安装法兰、安装基板、气缸、自适应压轮组构件以及控制通讯模块,其中,所述激光钎焊焊接头的一侧与所述机器人安装法兰连接,所述激光钎焊焊接头的另一侧与所述安装基板连接,所述控制通讯模块、所述气缸和所述自适应压轮均设置于所述安装基板,并且所述系统随所述激光钎焊焊接头一起随行运动。所述汽车车顶激光焊接方法中采用了前述系统。

连杆超声辅助裂解加工方法及其加工装置.pdf
本发明公开了连杆超声辅助裂解加工方法及其加工装置,涉及连杆加工领域,包括机架、定块、滑块和滑块座、垂直锁紧油缸、楔形拉杆、调整块体等,该方法及其装置扩大了裂解连杆使用材料的范围;减小了连杆裂解时所需的裂解力、断裂面的变形、裂解过程中产生的掉渣、连杆大头孔失圆等情况的产生;提高了连杆与盖接合面的啮合精度和连杆装配质量。