
车顶激光钎焊双边柔性随行压紧系统.pdf

书生****写意

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
车顶激光钎焊双边柔性随行压紧系统.pdf
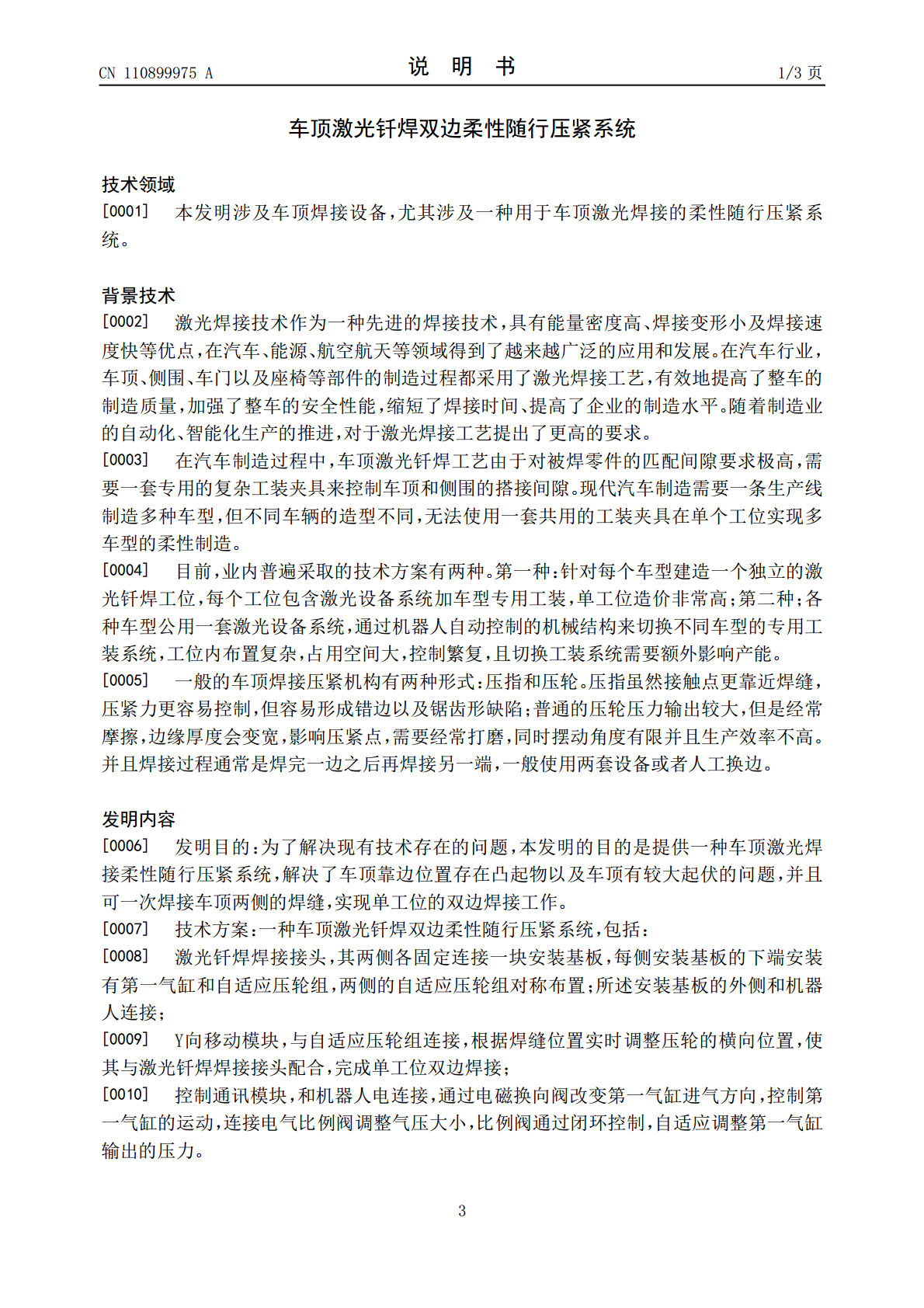
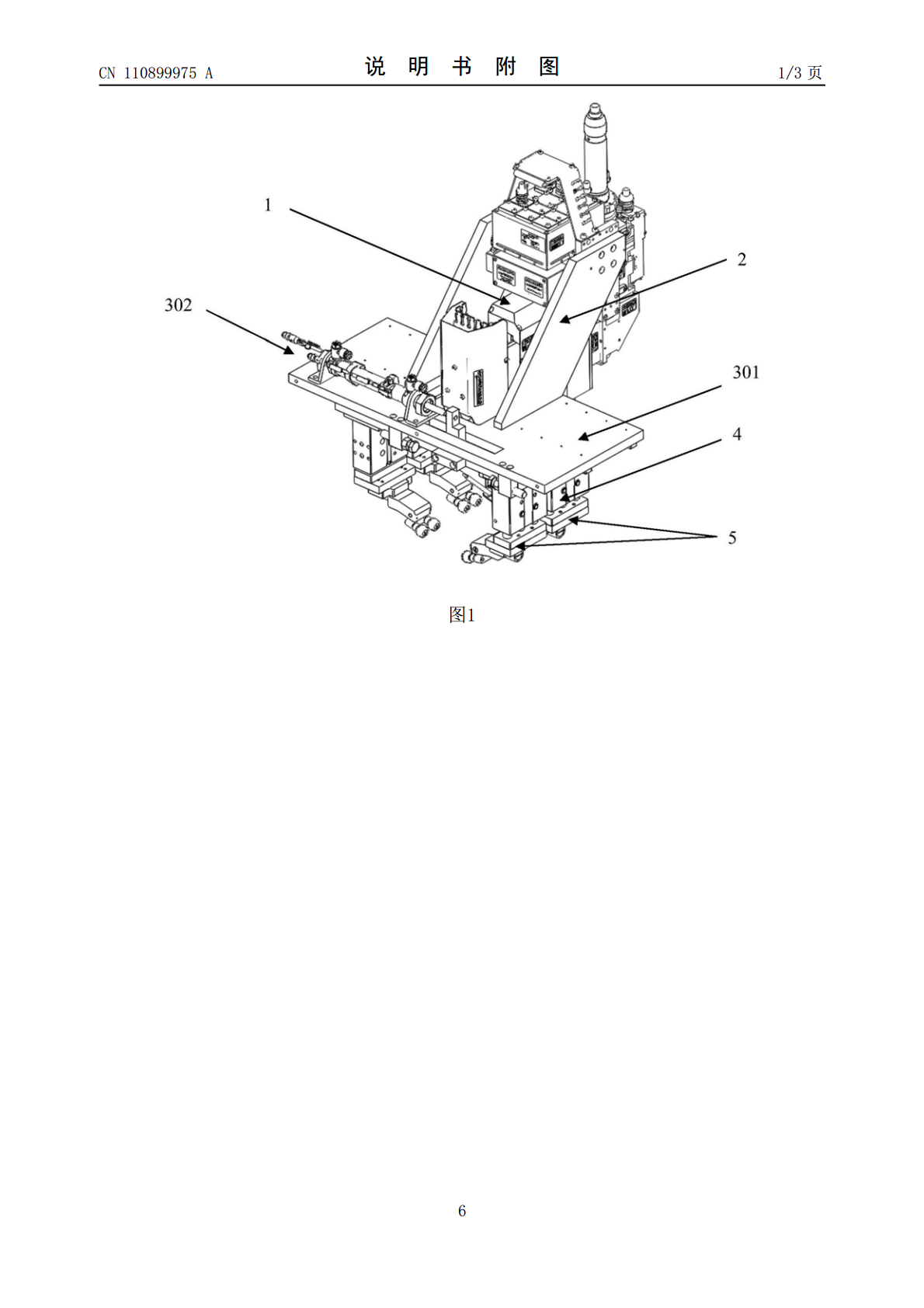
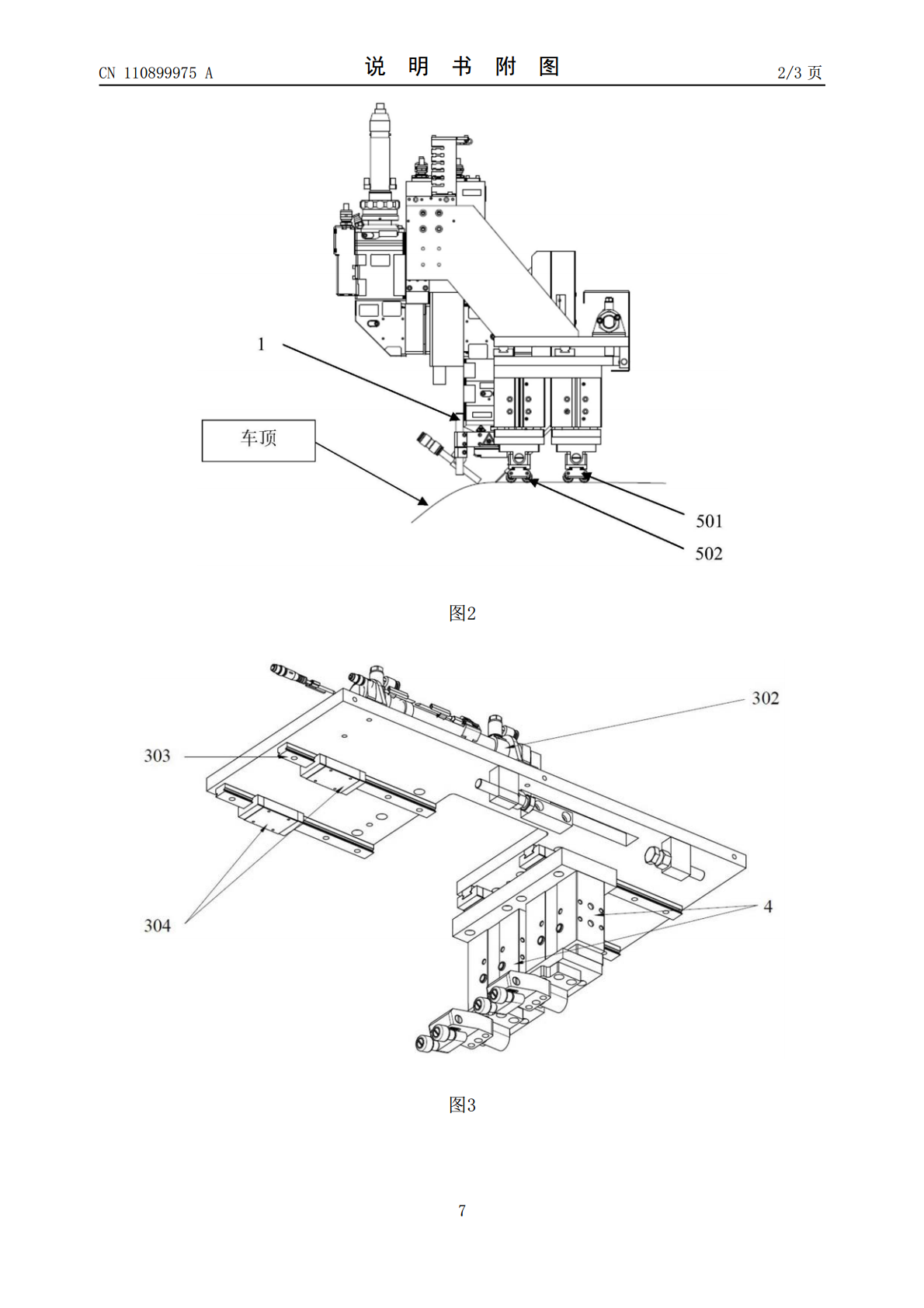
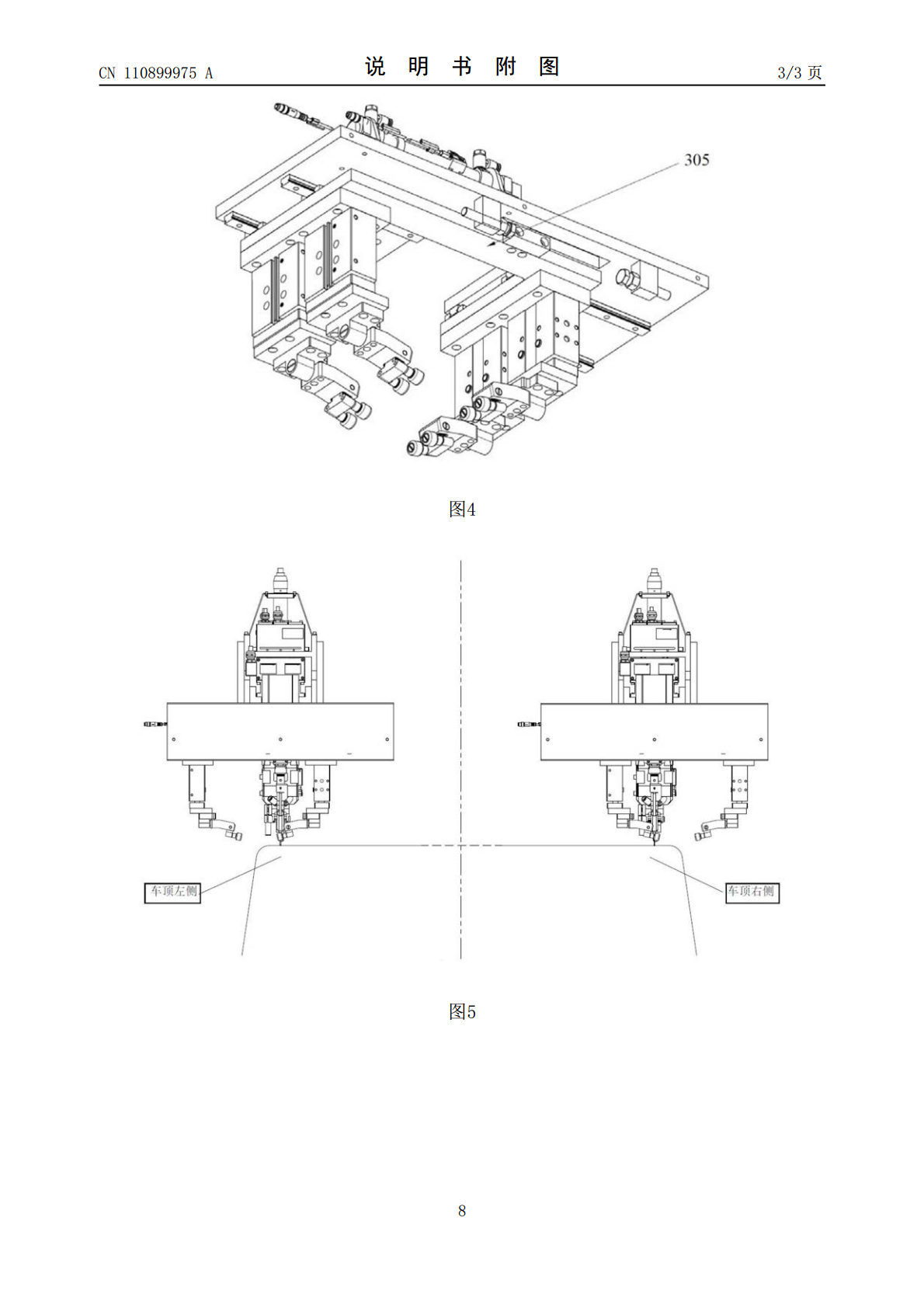
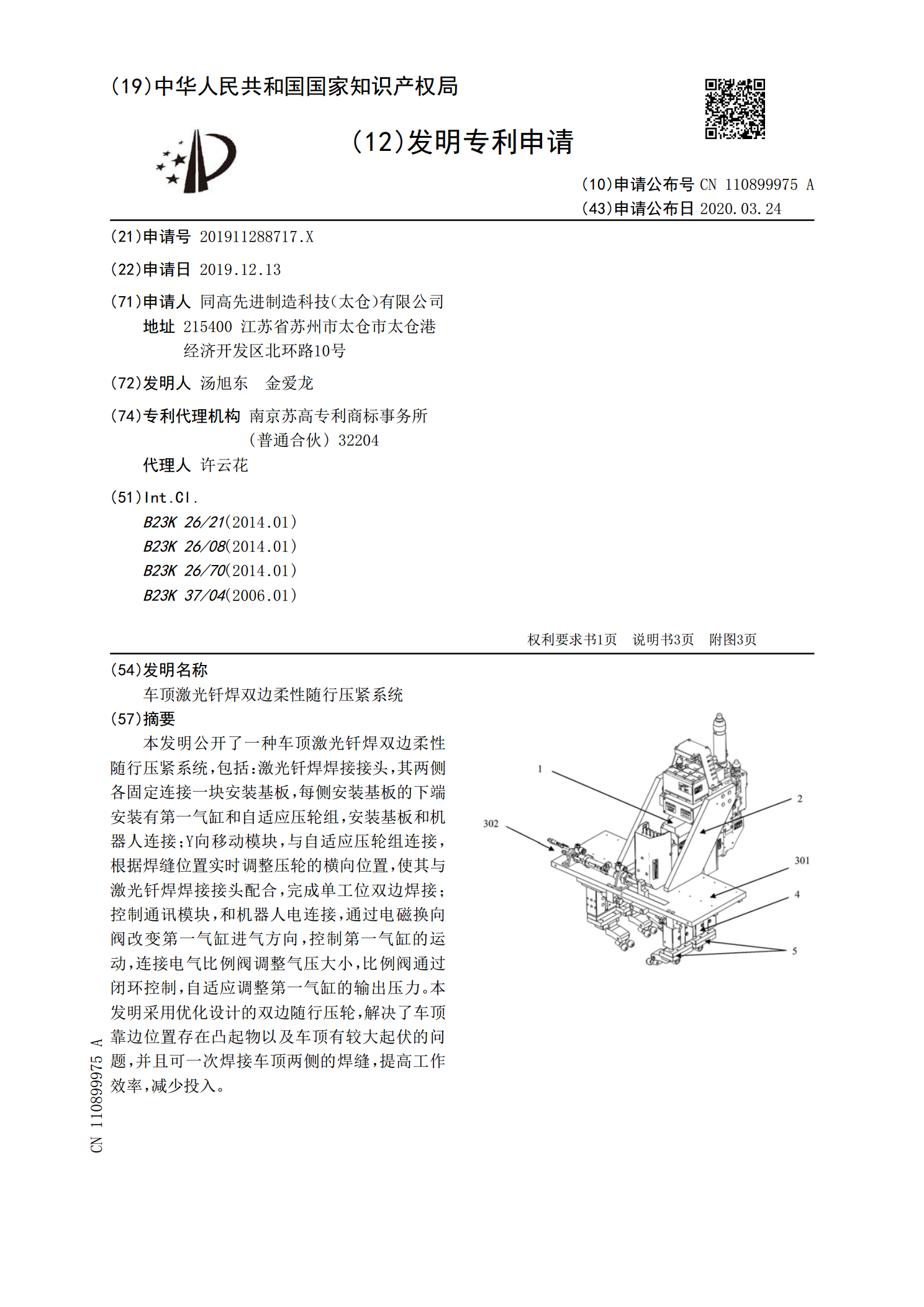
本发明公开了一种车顶激光钎焊双边柔性随行压紧系统,包括:激光钎焊焊接接头,其两侧各固定连接一块安装基板,每侧安装基板的下端安装有第一气缸和自适应压轮组,安装基板和机器人连接;Y向移动模块,与自适应压轮组连接,根据焊缝位置实时调整压轮的横向位置,使其与激光钎焊焊接接头配合,完成单工位双边焊接;控制通讯模块,和机器人电连接,通过电磁换向阀改变第一气缸进气方向,控制第一气缸的运动,连接电气比例阀调整气压大小,比例阀通过闭环控制,自适应调整第一气缸的输出压力。本发明采用优化设计的双边随行压轮,解决了车顶靠边位置存
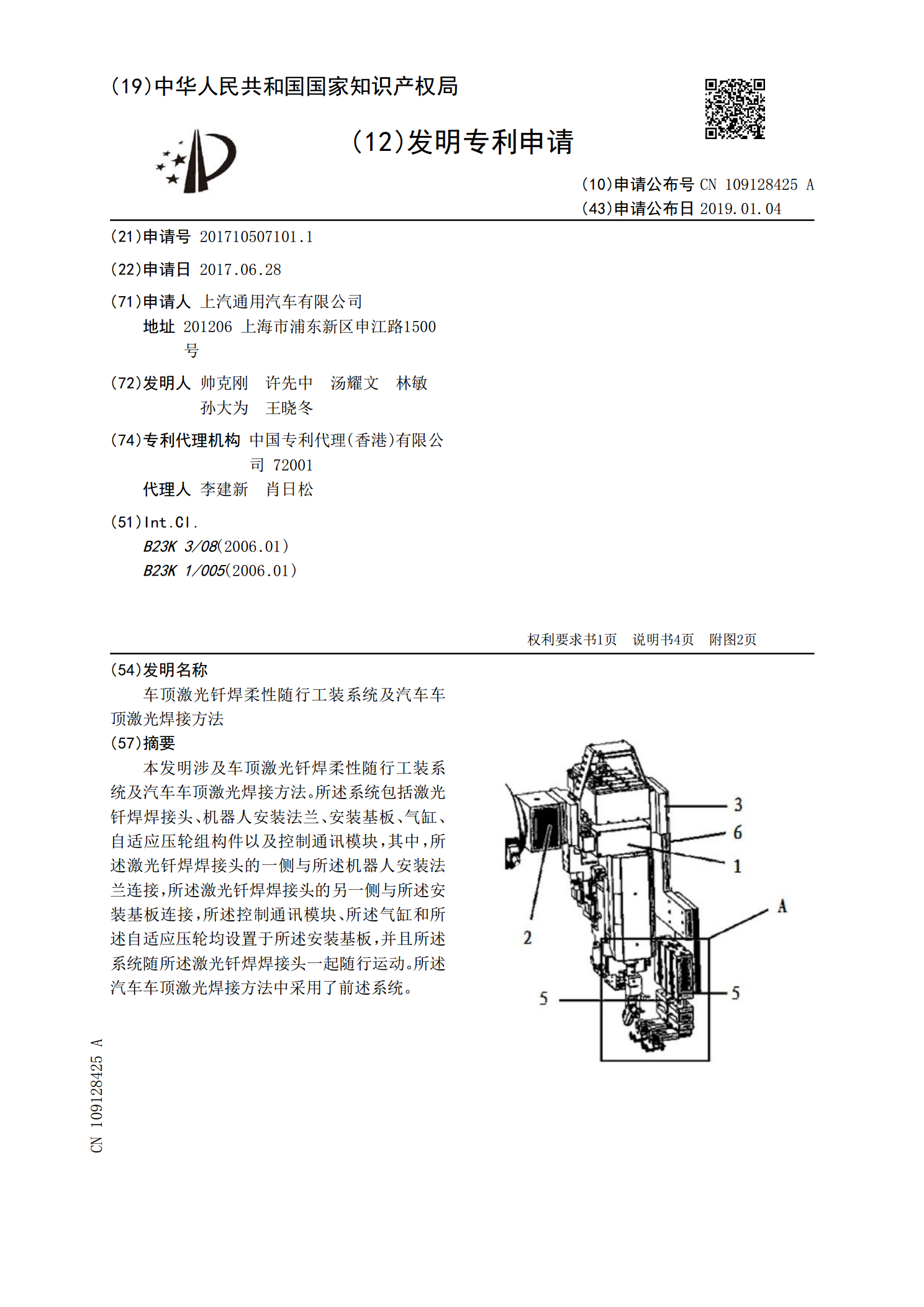
车顶激光钎焊柔性随行工装系统及汽车车顶激光焊接方法.pdf
本发明涉及车顶激光钎焊柔性随行工装系统及汽车车顶激光焊接方法。所述系统包括激光钎焊焊接头、机器人安装法兰、安装基板、气缸、自适应压轮组构件以及控制通讯模块,其中,所述激光钎焊焊接头的一侧与所述机器人安装法兰连接,所述激光钎焊焊接头的另一侧与所述安装基板连接,所述控制通讯模块、所述气缸和所述自适应压轮均设置于所述安装基板,并且所述系统随所述激光钎焊焊接头一起随行运动。所述汽车车顶激光焊接方法中采用了前述系统。
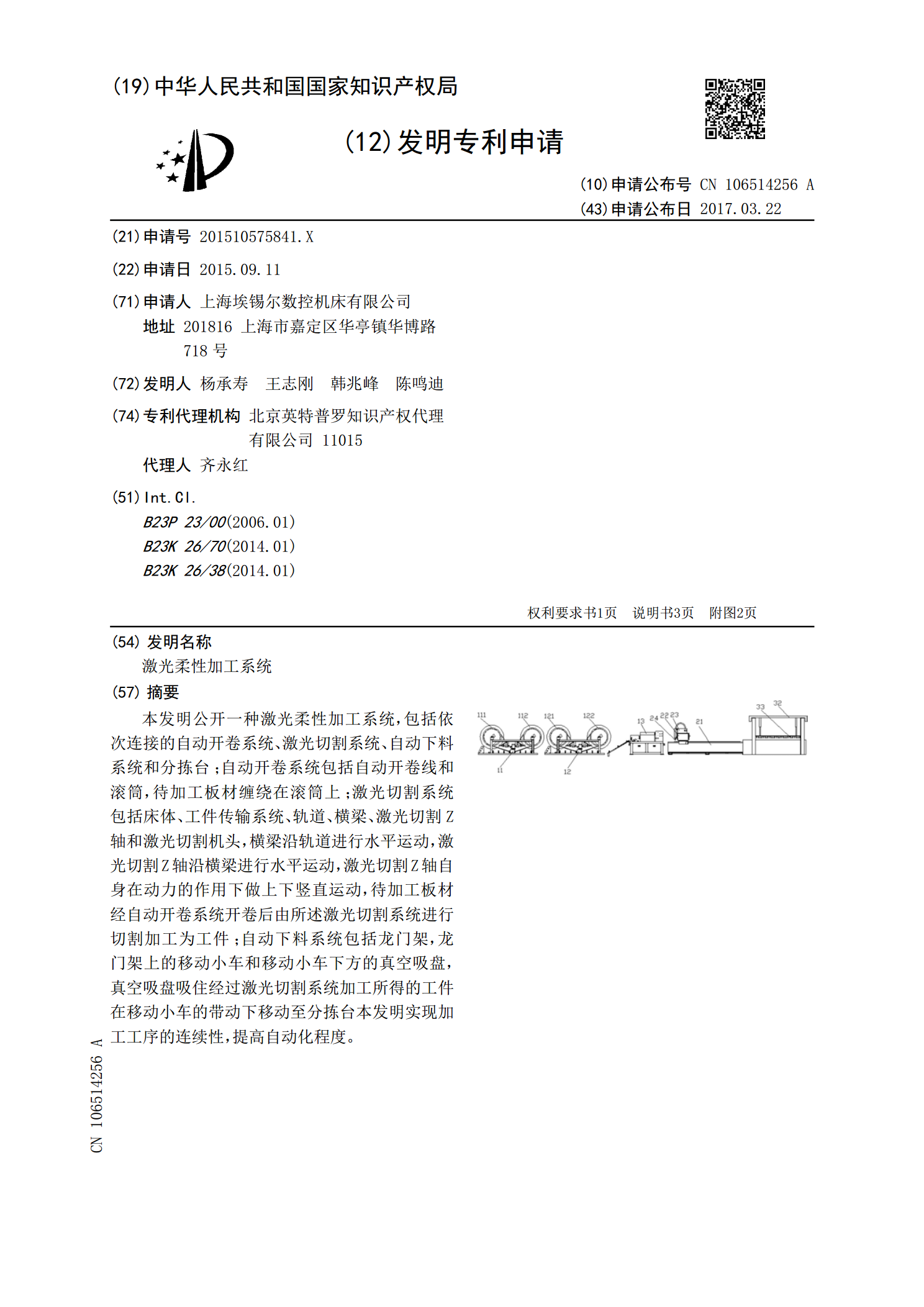
激光柔性加工系统.pdf
本发明公开一种激光柔性加工系统,包括依次连接的自动开卷系统、激光切割系统、自动下料系统和分拣台;自动开卷系统包括自动开卷线和滚筒,待加工板材缠绕在滚筒上;激光切割系统包括床体、工件传输系统、轨道、横梁、激光切割Z轴和激光切割机头,横梁沿轨道进行水平运动,激光切割Z轴沿横梁进行水平运动,激光切割Z轴自身在动力的作用下做上下竖直运动,待加工板材经自动开卷系统开卷后由所述激光切割系统进行切割加工为工件;自动下料系统包括龙门架,龙门架上的移动小车和移动小车下方的真空吸盘,真空吸盘吸住经过激光切割系统加工所得的工件
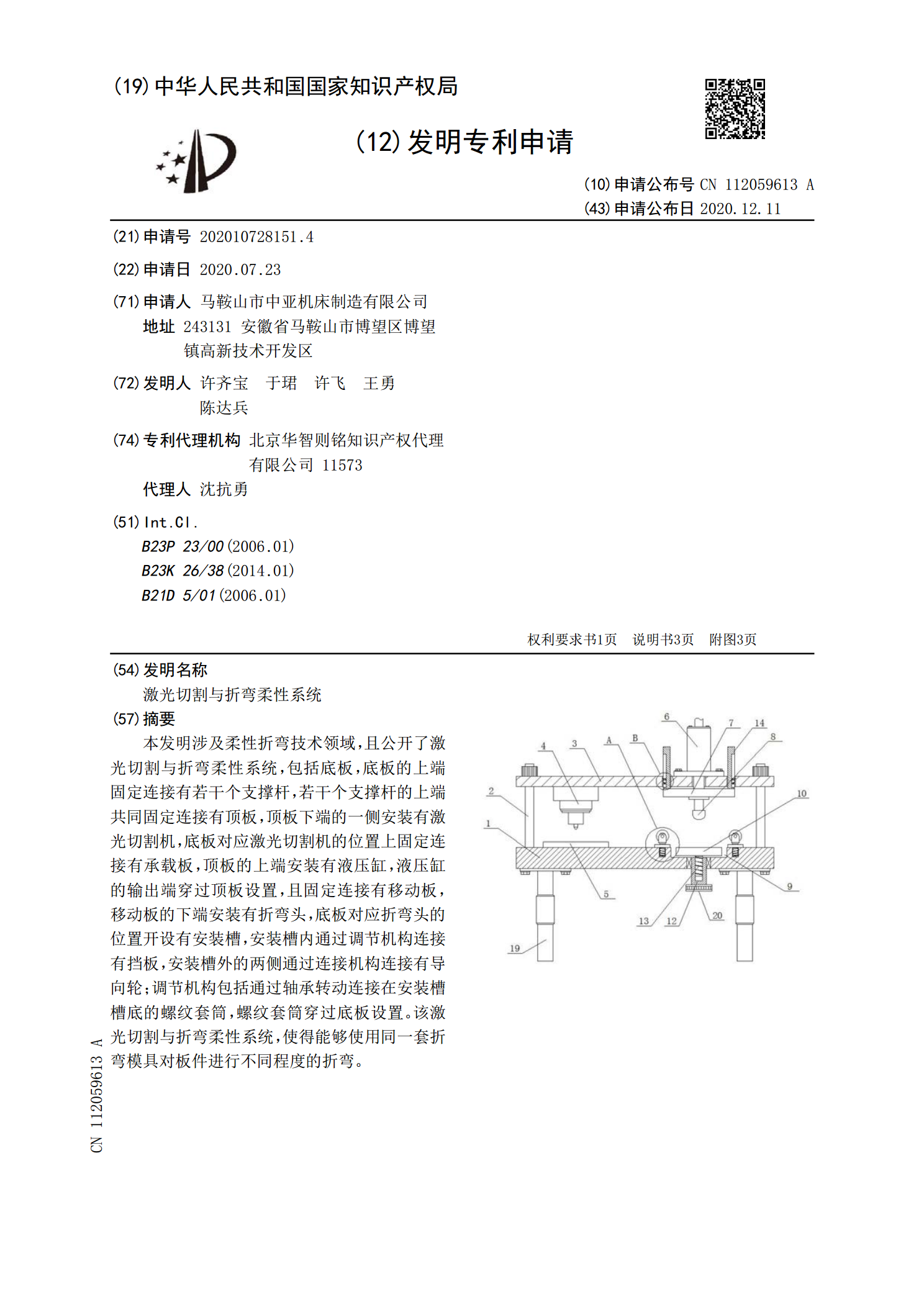
激光切割与折弯柔性系统.pdf
本发明涉及柔性折弯技术领域,且公开了激光切割与折弯柔性系统,包括底板,底板的上端固定连接有若干个支撑杆,若干个支撑杆的上端共同固定连接有顶板,顶板下端的一侧安装有激光切割机,底板对应激光切割机的位置上固定连接有承载板,顶板的上端安装有液压缸,液压缸的输出端穿过顶板设置,且固定连接有移动板,移动板的下端安装有折弯头,底板对应折弯头的位置开设有安装槽,安装槽内通过调节机构连接有挡板,安装槽外的两侧通过连接机构连接有导向轮;调节机构包括通过轴承转动连接在安装槽槽底的螺纹套筒,螺纹套筒穿过底板设置。该激光切割与折
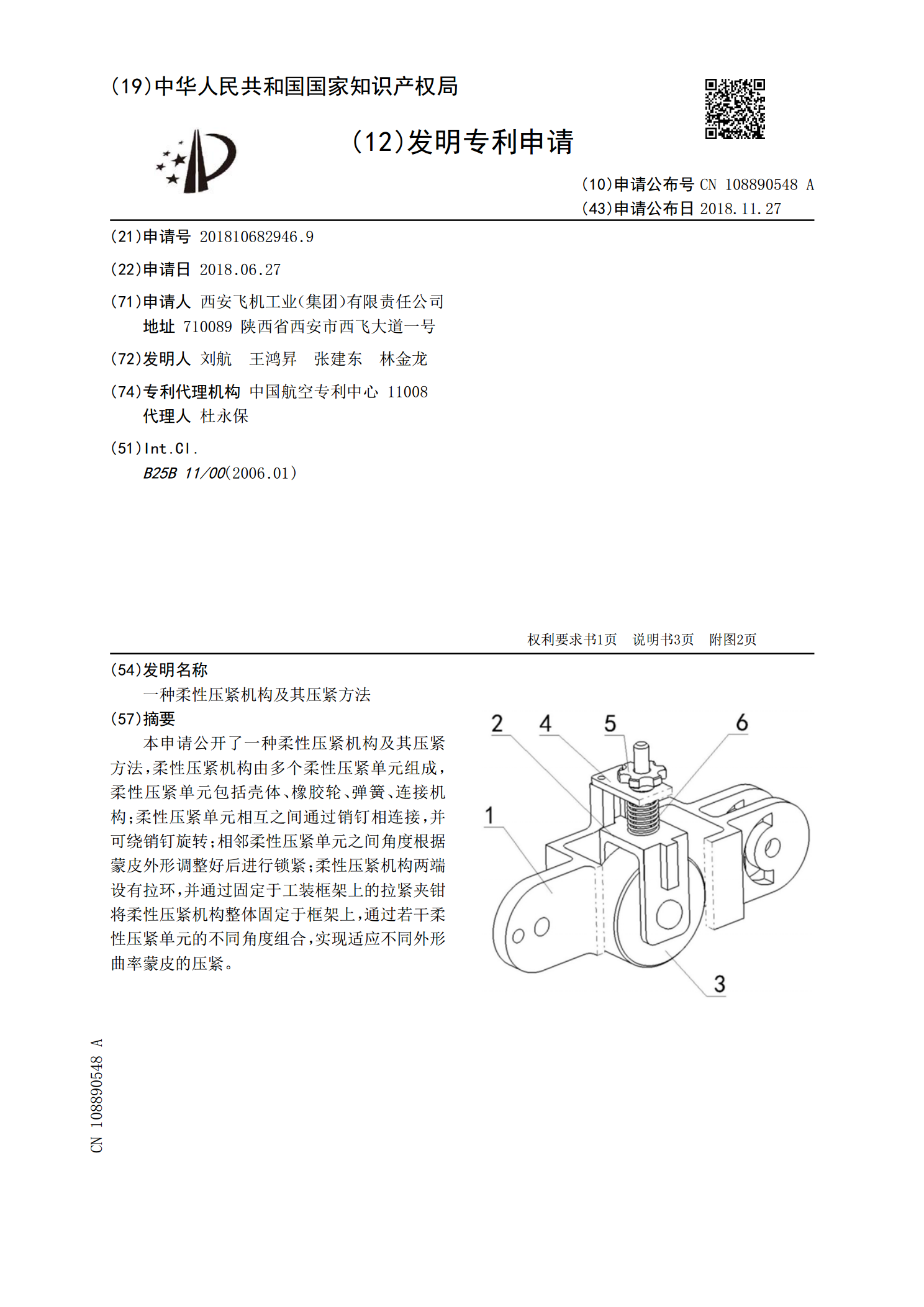
一种柔性压紧机构及其压紧方法.pdf
本申请公开了一种柔性压紧机构及其压紧方法,柔性压紧机构由多个柔性压紧单元组成,柔性压紧单元包括壳体、橡胶轮、弹簧、连接机构;柔性压紧单元相互之间通过销钉相连接,并可绕销钉旋转;相邻柔性压紧单元之间角度根据蒙皮外形调整好后进行锁紧;柔性压紧机构两端设有拉环,并通过固定于工装框架上的拉紧夹钳将柔性压紧机构整体固定于框架上,通过若干柔性压紧单元的不同角度组合,实现适应不同外形曲率蒙皮的压紧。