
汽车顶板焊接方法.pdf

小沛****文章

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车顶板焊接方法.pdf
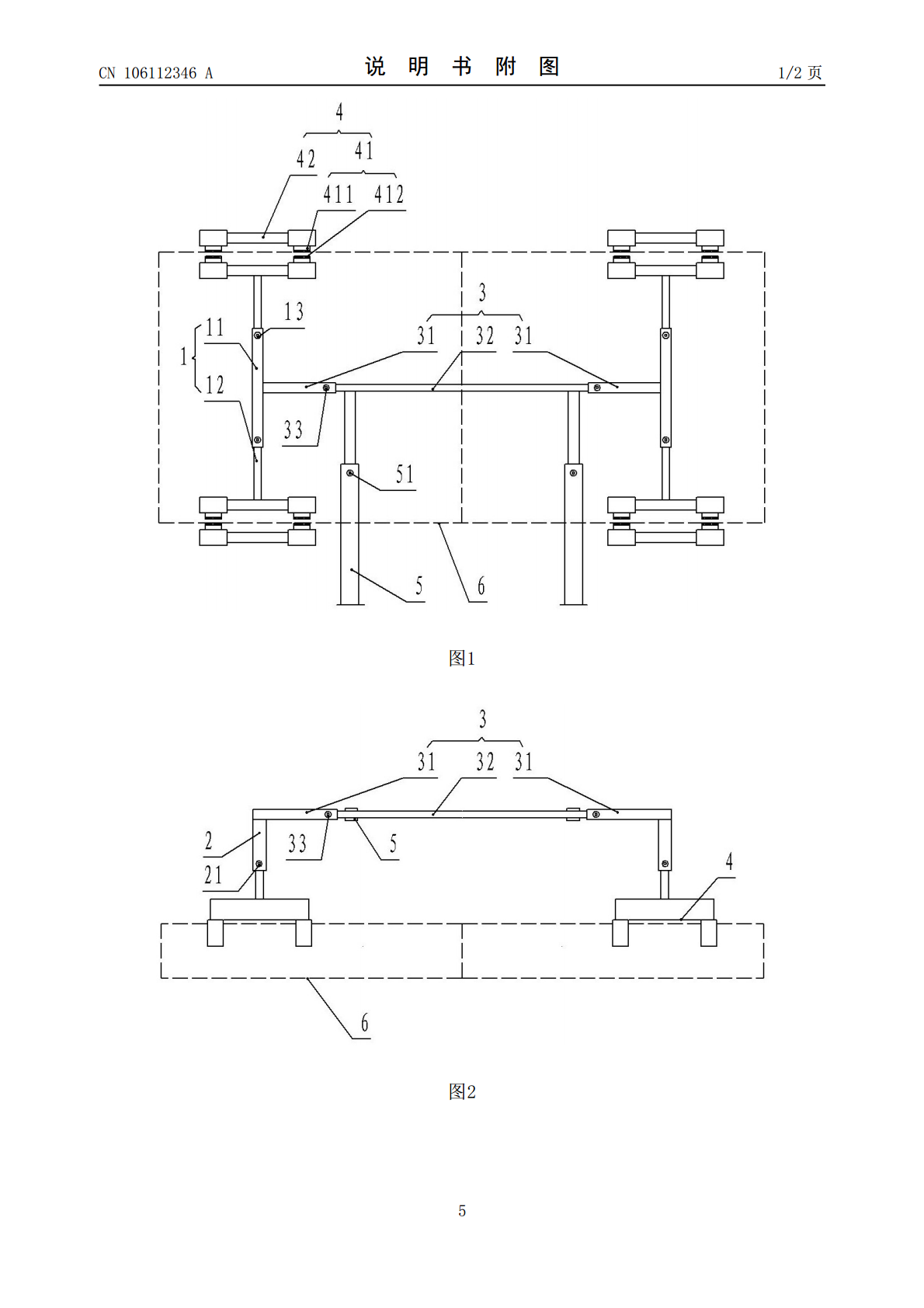
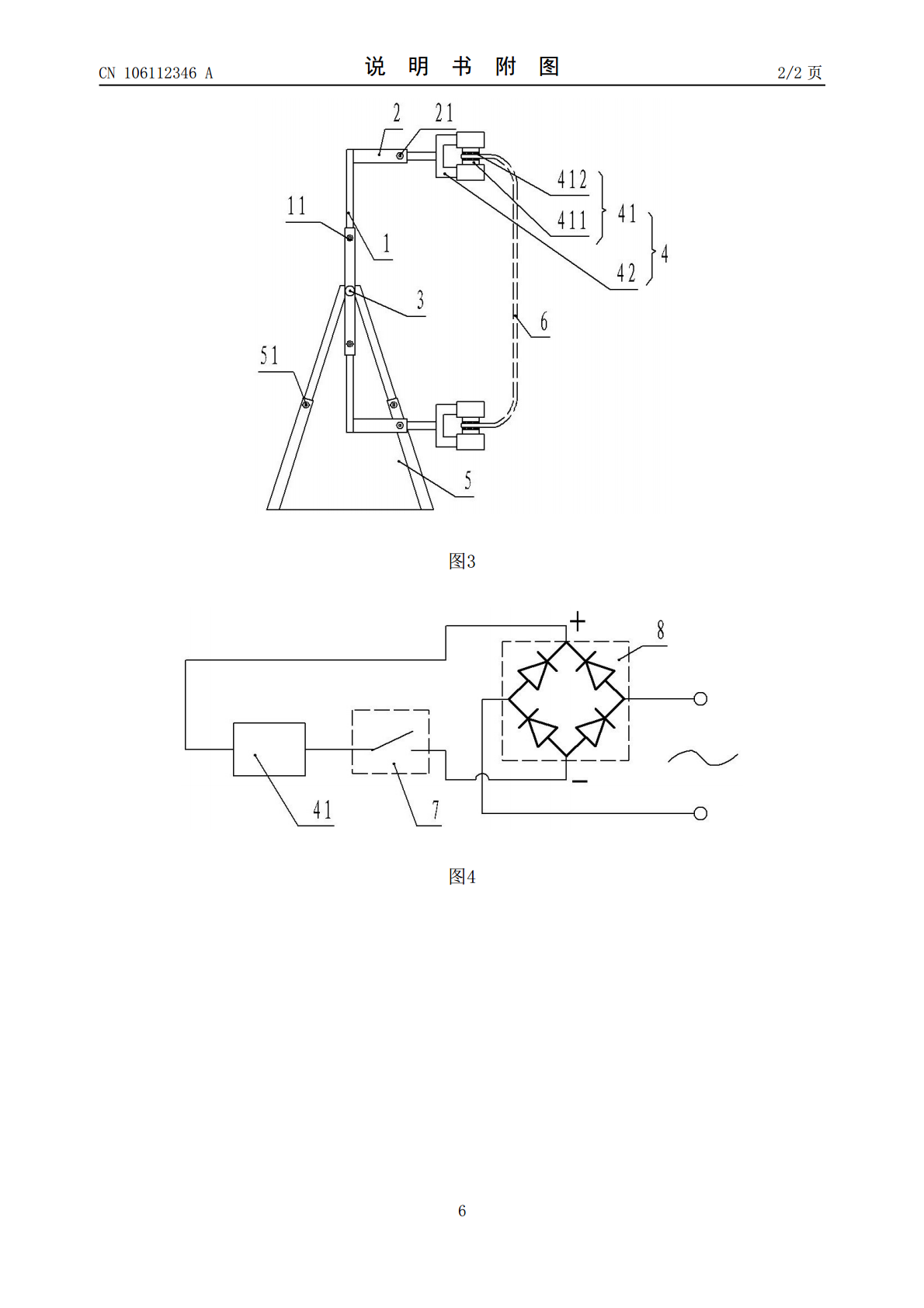
本发明公开了一种汽车顶板焊接方法,属汽车制造技术领域,这种焊接方法利用一种汽车顶板焊接夹具,其操作步骤是:a、松开纵杆锁紧螺钉,调整伸缩纵杆之间的距离,使之对应于待焊接件的宽度,并上紧纵杆锁紧螺钉进行定位;b、将待焊接件的分部放入工件夹的电磁铁之间,按下开关键;c、松开横轩锁紧螺钉调整伸缩横杆之间的距离,使待焊接件的焊接部位合拢,并调整到合适体位,然后上紧横轩锁紧螺钉进行定位;d、松开支杆锁紧螺钉,使待焊接件的端面的焊接部位平齐,并上紧支杆锁紧螺钉进行定位;e、用焊接机对其焊接,即得。本发明可以解决现有汽

汽车顶板焊接夹具.pdf
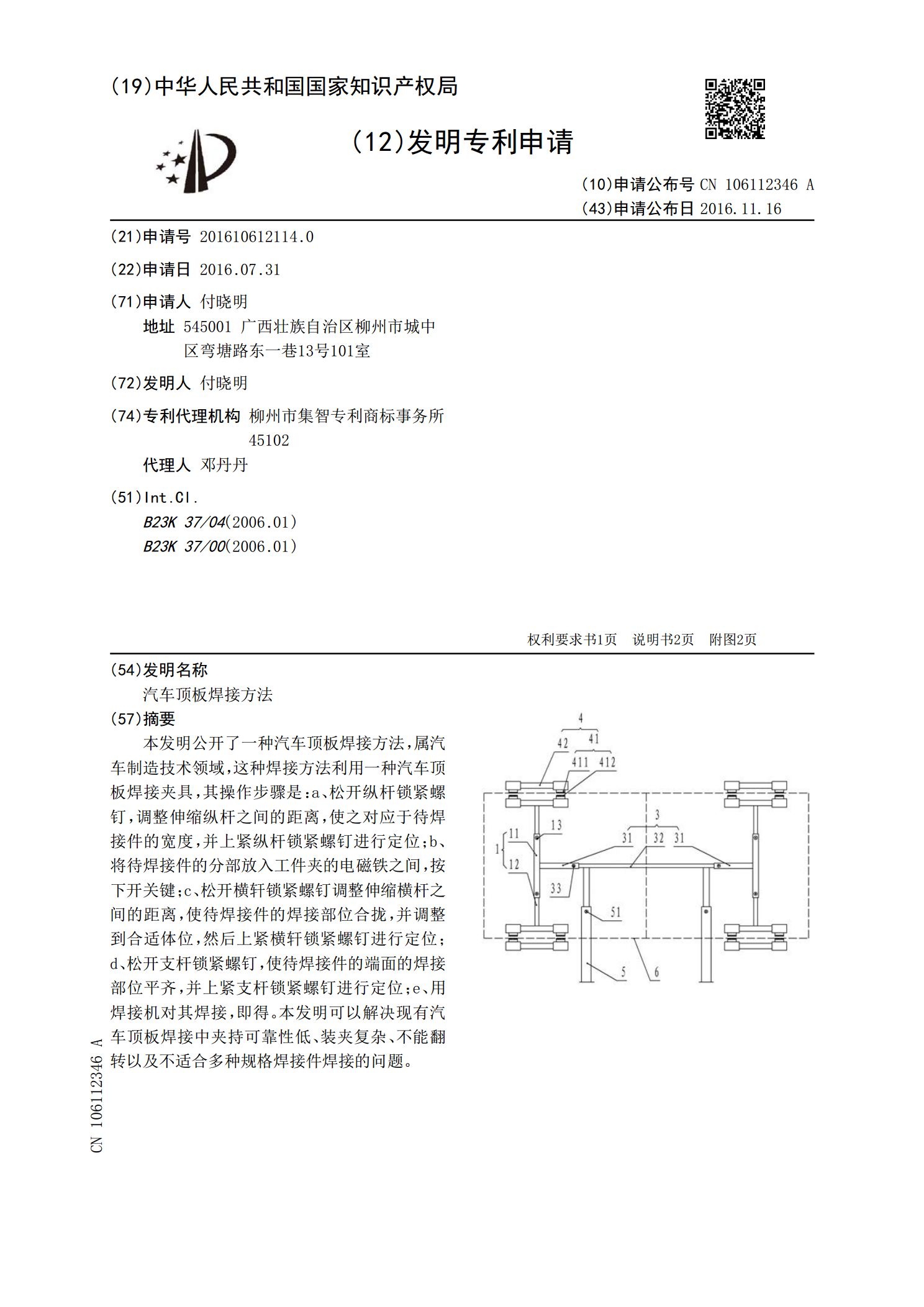
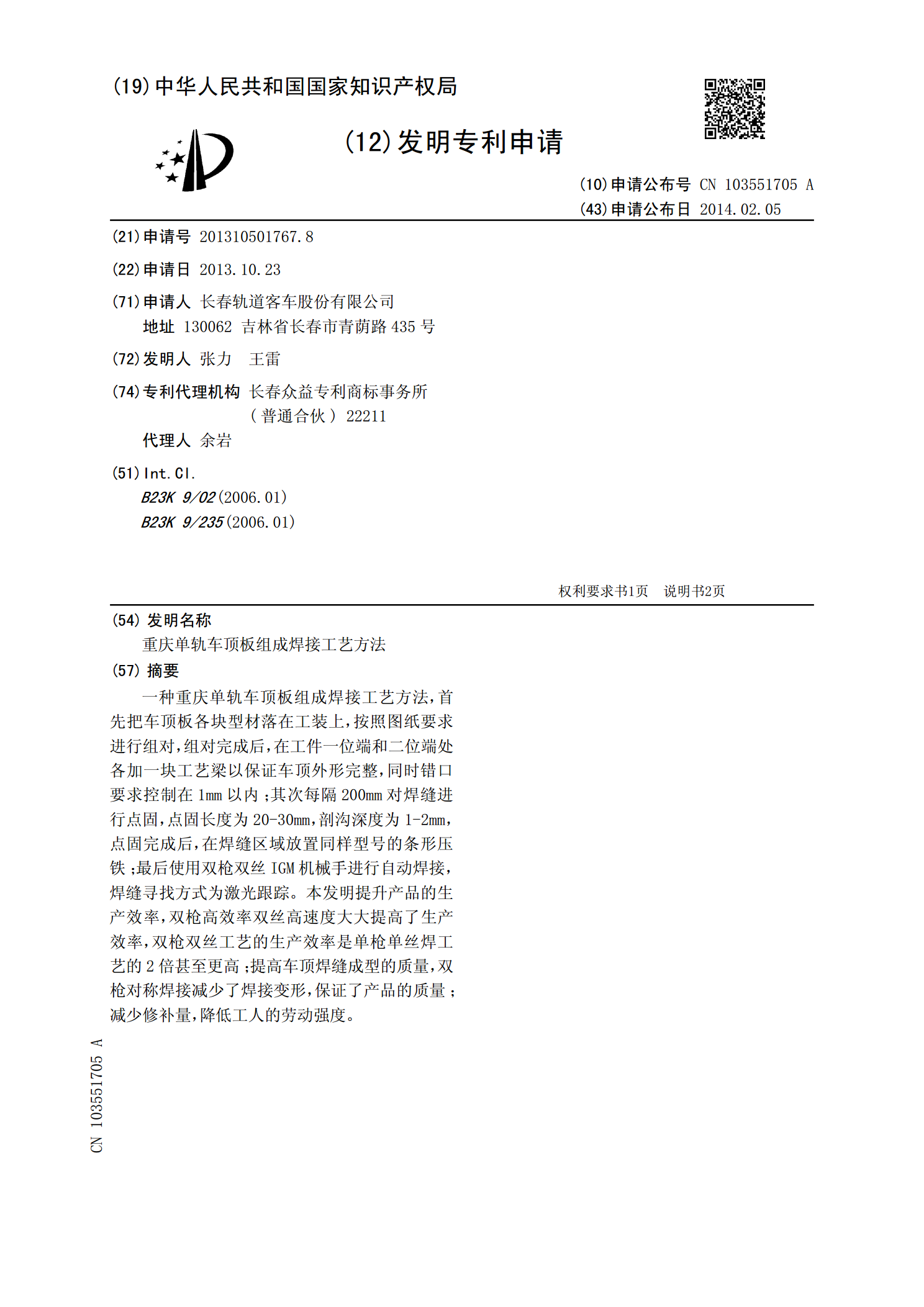
本发明公开了一种汽车顶板焊接夹具,属汽车制造技术领域,该焊接夹具包括设于伸缩底架上的伸缩横轩,所述伸缩横轩两端分别设有沿所述伸缩横轩轴转动的伸缩纵杆,每个所述伸缩纵杆的两端均通过向前伸出的伸缩支杆连接有工件夹,所述工件夹包括相对设立的两个带活动铁芯的电磁铁,所述电磁铁的控制端头设有安装在电控箱上的开关键。本发明可以解决现有汽车顶板焊接中夹持可靠性低、装夹复杂、不能翻转以及不适合多种规格焊接件焊接的问题。

汽车焊接方法.docx
汽车焊接方法汽车焊接方法导语:汽车焊接方法,相关人员应当掌握。下面是小编整理的汽车焊接方法,供各位阅读和借鉴。点焊1、定义:点焊属于电阻焊的一部分,电阻焊是将被焊金属工件压紧于两个电极之间,并通以电流,利用电流经过工件接触面及临近区域产生的电阻热,将其局部加热到熔化成塑性状态,使之形成金属结合的一种连接方式。点焊主要用于金属板材搭接而接头处无需气密或液密的场合,是一种高速、经济的连接方法。这种方法广泛用于汽车壳体、配件、家具等低碳钢产品的焊接。2、优点:1)熔核形成时始终被塑性环包围,熔化金属与空气隔绝,
重庆单轨车顶板组成焊接工艺方法.pdf
一种重庆单轨车顶板组成焊接工艺方法,首先把车顶板各块型材落在工装上,按照图纸要求进行组对,组对完成后,在工件一位端和二位端处各加一块工艺梁以保证车顶外形完整,同时错口要求控制在1mm以内;其次每隔200mm对焊缝进行点固,点固长度为20-30mm,剖沟深度为1-2mm,点固完成后,在焊缝区域放置同样型号的条形压铁;最后使用双枪双丝IGM机械手进行自动焊接,焊缝寻找方式为激光跟踪。本发明提升产品的生产效率,双枪高效率双丝高速度大大提高了生产效率,双枪双丝工艺的生产效率是单枪单丝焊工艺的2倍甚至更高;提高车顶
汽车踏杠焊接方法.pdf
本发明涉及一种焊接方法,尤其是汽车踏杠焊接方法。汽车踏杠焊接方法,包括以下步骤,该方法先将铝合金端头、铝合金杠体装入回流焊炉中加热,依次将铝合金端头、铝合金杠体依次在回流焊炉的升温区、保温区、焊接区和冷却区进行处理,在保温区对铝合金端头、铝合金杠体还进行超声波振荡,然后再进如焊接区进行焊接。本发明提供的汽车踏杠焊接方法,在焊锡容易产生气泡并形成空洞的回流区加入超声波使待焊工件振荡,消除焊锡内的大部分气泡,有效地减小焊接处形成焊接空洞的机率,并可对焊锡表面进行清洗,使焊接空洞率得到有效控制并且焊接性能也得