
一种波浪形树脂切割片及其模具和制备方法.pdf

小寄****淑k

1/8

2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种波浪形树脂切割片及其模具和制备方法.pdf
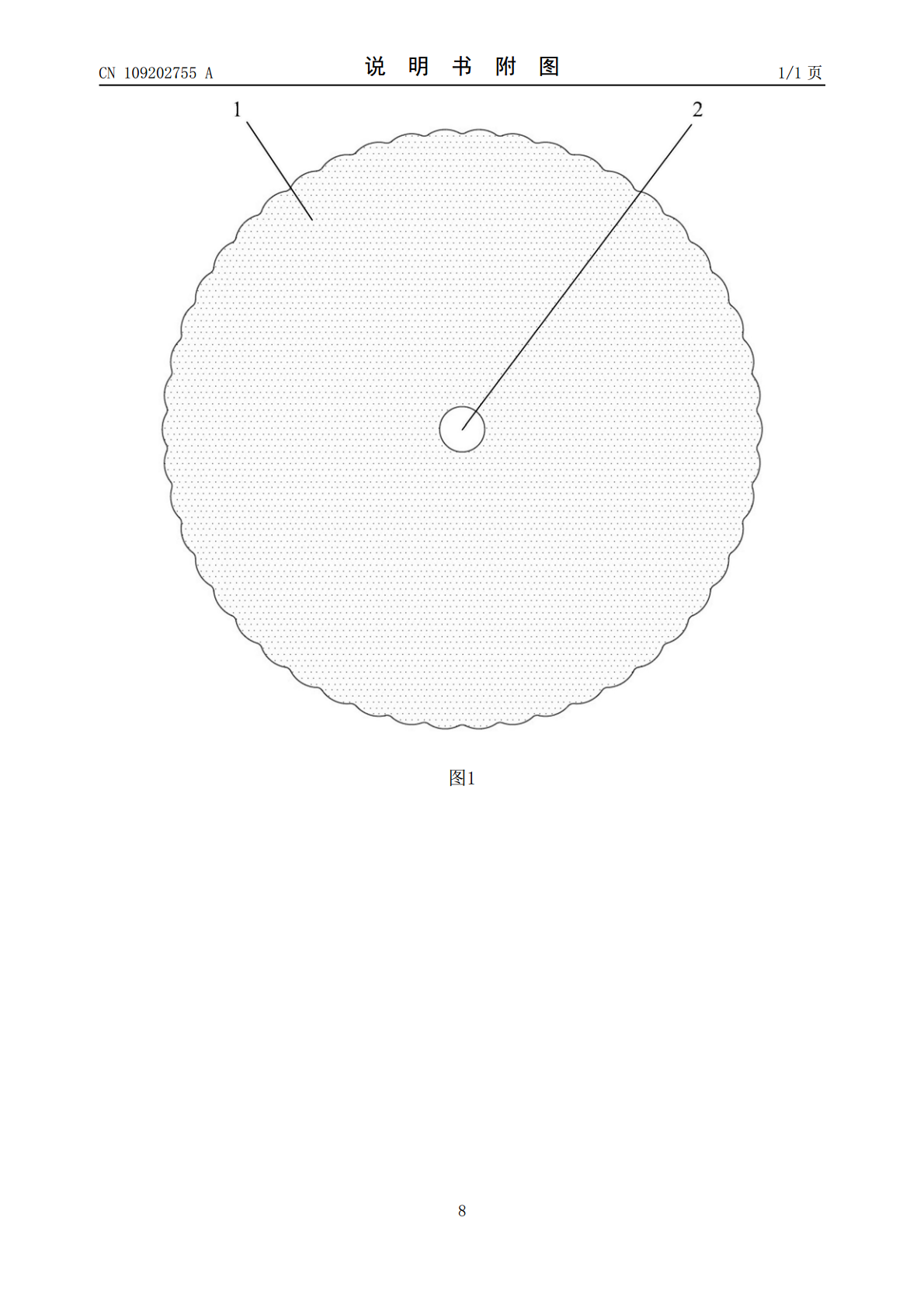
本发明公开了一种波浪形树脂切割片,包括一个圆形的基盘,该基盘的外周面呈绕此基盘中心轴线均匀环绕且向外延伸的弧形波纹状。用于制备所述波浪形树脂切割片的模具,包括内设空腔的模具本体,所述模具本体中空腔的内壁面呈绕该模具本体中心轴线均匀环绕且向内凹陷的弧形波纹状。所述波浪形树脂切割片通过混料、压制、固化三个工艺步骤制备而成。本发明所提供的波浪形树脂切割片,其解决了普通圆形树脂砂轮切割片不能切割高硬度钢材的情况,节省了钢材切割下料时间,提高了工作效率。在制备切割片时通过波浪形模具进行压制,经固化后得到波浪形树脂切

树脂切割片及其制备方法.pdf
本发明涉及一种树脂切割片及其制备方法。该树脂切割片由下述原料经改性、混料、加压成型而制成:棕刚玉80~120份、PU改性剂3~8份、半水石膏粉3~10份、酚醛树脂粉12~20份、酚醛树脂液5~13份、硫酸钾1~6份、炭黑0.2~1.2份。本发明树脂切割片韧性好、不脱落且切割效率高,速度快,耐用度是普通切割砂轮的2~3倍之多,而本发明树脂切割片切割达40次(外圆100的圆钢)之多。

一种树脂砂轮切割片及其制备方法.pdf
本发明提供一种树脂砂轮切割片,包括磨料层和2层玻璃纤维网格布层,所述磨料层包括以下质量分数的组分:改性白刚玉:50‑68%,白刚玉:0‑15%,粉状酚醛树脂:6.5‑11%,液状酚醛树脂:3‑6%,硫酸钙晶须:5‑8%,冰晶石:5‑8%,半水石膏粉:3‑8%。所述改性白刚玉的制备方法包括以下步骤:将无水硫酸铝和白刚玉混合均匀,于900‑1000℃热反应1‑3h,冷却后,洗涤、干燥得包覆有氧化铝膜的白刚玉;将包覆有氧化铝膜的白刚玉加入含有硬脂酸的醇溶液中,在70‑100℃下反应2‑4h,抽滤、烘干得改性白刚

一种高精密的无网超薄树脂砂轮切割片及其制备方法.pdf
本发明提供了一种高精密的无网超薄树脂砂轮切割片,本发明不采用传统的砂轮片环璃纤维增强网,本发明制备的砂轮切割片属于高环保无毒无害产品,可以通过SGS等环保要求,生产工艺合理、严谨、科学,制造出的砂轮切割片厚度在0.1‑1.0mm之间的任意厚度均可,结构组织均匀,硬度偏差极低,平整度达到正负0.02mm以内,批货的厚度误差正负0.03mm以内,自锐性能好,切割锋利,切割效率高,工件切割无毛刺,无烧伤,切割端口平整光亮,甚至达到镜面效果,并能最大限度的节约所切割的材料,为企业极大的降低材料浪费成本。

一种用于多种模具的热固性/半热固性树脂及其制备方法.pdf
本发明涉及一种用于多种模具的热固性/半热固性树脂,其特征在于,所述树脂的原料包括六亚甲基二异氰酸酯、聚醚多元醇、扩链剂、乙二醇丁醚醋酸酯以及催化剂,其中所述六亚甲基二异氰酸酯与乙二醇丁醚醋酸酯的质量比为(3~10):1。所述用于多种模具的热固性/半热固性树脂模具内残留少,在模具中的填充度高,力学性能好,生产工艺简单,可用于工业化生产。