
一种高精密的无网超薄树脂砂轮切割片及其制备方法.pdf

霞英****娘子

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高精密的无网超薄树脂砂轮切割片及其制备方法.pdf
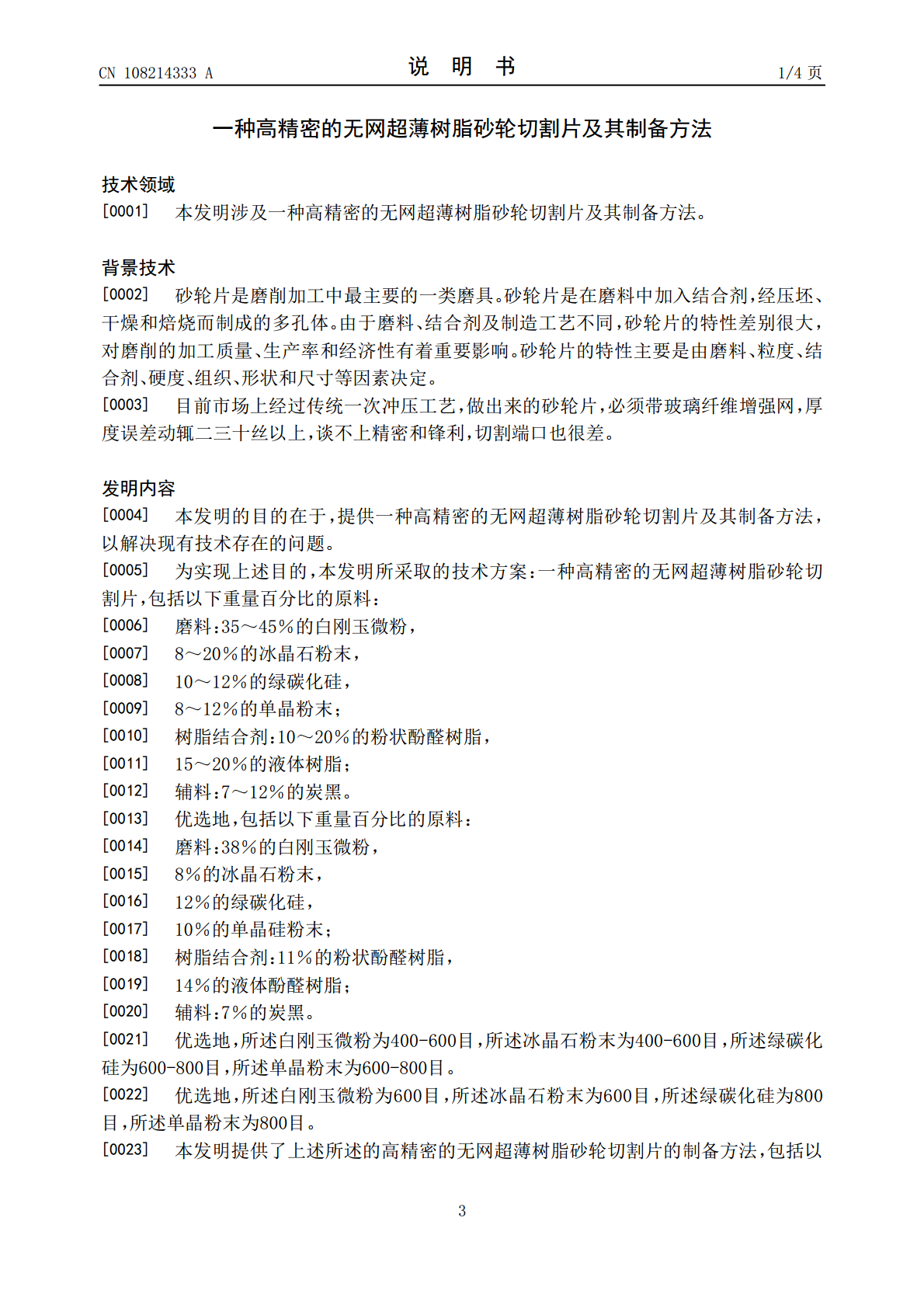
本发明提供了一种高精密的无网超薄树脂砂轮切割片,本发明不采用传统的砂轮片环璃纤维增强网,本发明制备的砂轮切割片属于高环保无毒无害产品,可以通过SGS等环保要求,生产工艺合理、严谨、科学,制造出的砂轮切割片厚度在0.1‑1.0mm之间的任意厚度均可,结构组织均匀,硬度偏差极低,平整度达到正负0.02mm以内,批货的厚度误差正负0.03mm以内,自锐性能好,切割锋利,切割效率高,工件切割无毛刺,无烧伤,切割端口平整光亮,甚至达到镜面效果,并能最大限度的节约所切割的材料,为企业极大的降低材料浪费成本。

一种树脂砂轮切割片及其制备方法.pdf
本发明提供一种树脂砂轮切割片,包括磨料层和2层玻璃纤维网格布层,所述磨料层包括以下质量分数的组分:改性白刚玉:50‑68%,白刚玉:0‑15%,粉状酚醛树脂:6.5‑11%,液状酚醛树脂:3‑6%,硫酸钙晶须:5‑8%,冰晶石:5‑8%,半水石膏粉:3‑8%。所述改性白刚玉的制备方法包括以下步骤:将无水硫酸铝和白刚玉混合均匀,于900‑1000℃热反应1‑3h,冷却后,洗涤、干燥得包覆有氧化铝膜的白刚玉;将包覆有氧化铝膜的白刚玉加入含有硬脂酸的醇溶液中,在70‑100℃下反应2‑4h,抽滤、烘干得改性白刚
一种绿色超薄树脂砂轮及其制备方法.pdf
一种绿色超薄树脂砂轮及其制备方法,属于磨具技术领域,包括上下两张增强玻璃纤维网片以及设于两张增强玻璃纤维网片之间的切削体,所述切削体由下述重量份的原料组成:磨料90‑110份、酚醛树脂液10‑15份、酚醛树脂粉15‑25份、钾冰晶石5‑10份、填料20‑30份,所述磨料由下述重量份的各原料组成:一级单晶刚玉25‑30份、一级镀铱白刚玉40‑50份、一级锆刚玉25‑30份。本发明产品与国内同类超薄砂轮树脂产品在切削寿命上提高60‑70%,切割锋利度上会提高50‑60%,同时做到不烧伤、无毛刺,大大提高工作效

一种大直径超薄树脂切割砂轮及其制备方法.pdf
本发明公开了一种大直径超薄树脂切割砂轮,包括增强层和研磨层,所述增强层为玻璃纤维网格布,所述研磨层由磨料、结合剂、填料、颜料按重量比为90‑130:10‑35:3‑20:0.2‑3的比例组合而成。本发明所述大直径超薄树脂切割砂轮经过混料、成型以及固化步骤制得。大直径超薄树脂切割砂轮的直径为300‑500mm,厚度为1.8±0.3mm,降低了生产成本,切割开口小,切割的材料损耗降低,切割效率高,使用寿命长。
一种超薄片砂轮用液体酚醛树脂及其制备方法.pdf
本发明属于酚醛树脂领域,公开了一种超薄片砂轮用液体酚醛树脂,按照重量份数,其原料包括以下组分:苯酚100份,三聚氰胺10~35份,甲醛120~180份,硫酸钙晶须5~15份,甲醛捕捉剂1~10份,碱性催化剂1.2~3.0份,偶联剂0.1~2份。本发明还公开了该液体酚醛树脂的制备方法。本发明的液体酚醛树脂固含量增加,游离醛含量降低,制成超薄片砂轮切割磨削效率提升20~25%,耐用性提高了15~25%。