
一种齿轮轴冷挤压加工的成型模具及其加工方法.pdf

一只****呀盟


1/7
2/7
3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮轴冷挤压加工的成型模具及其加工方法.pdf
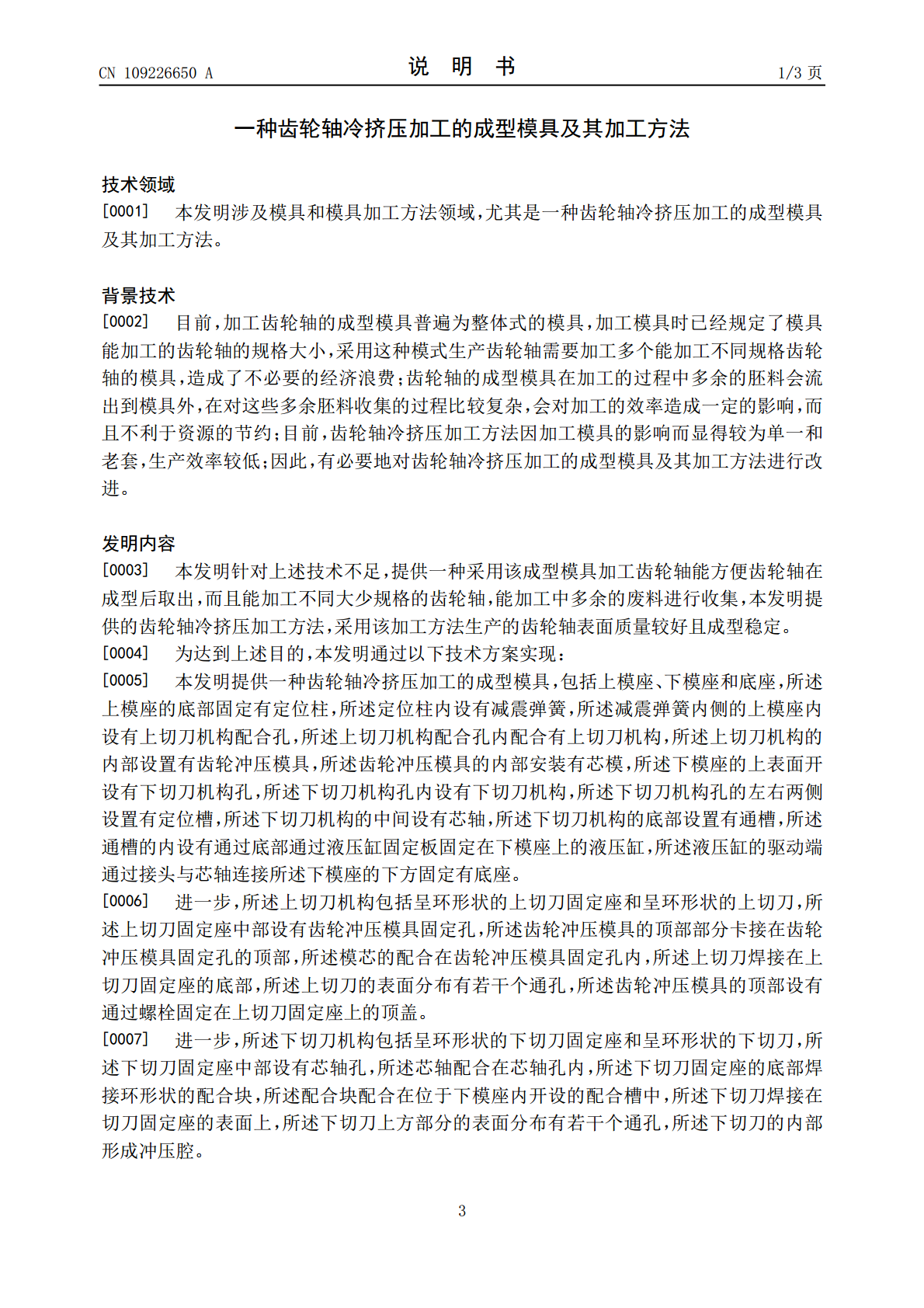
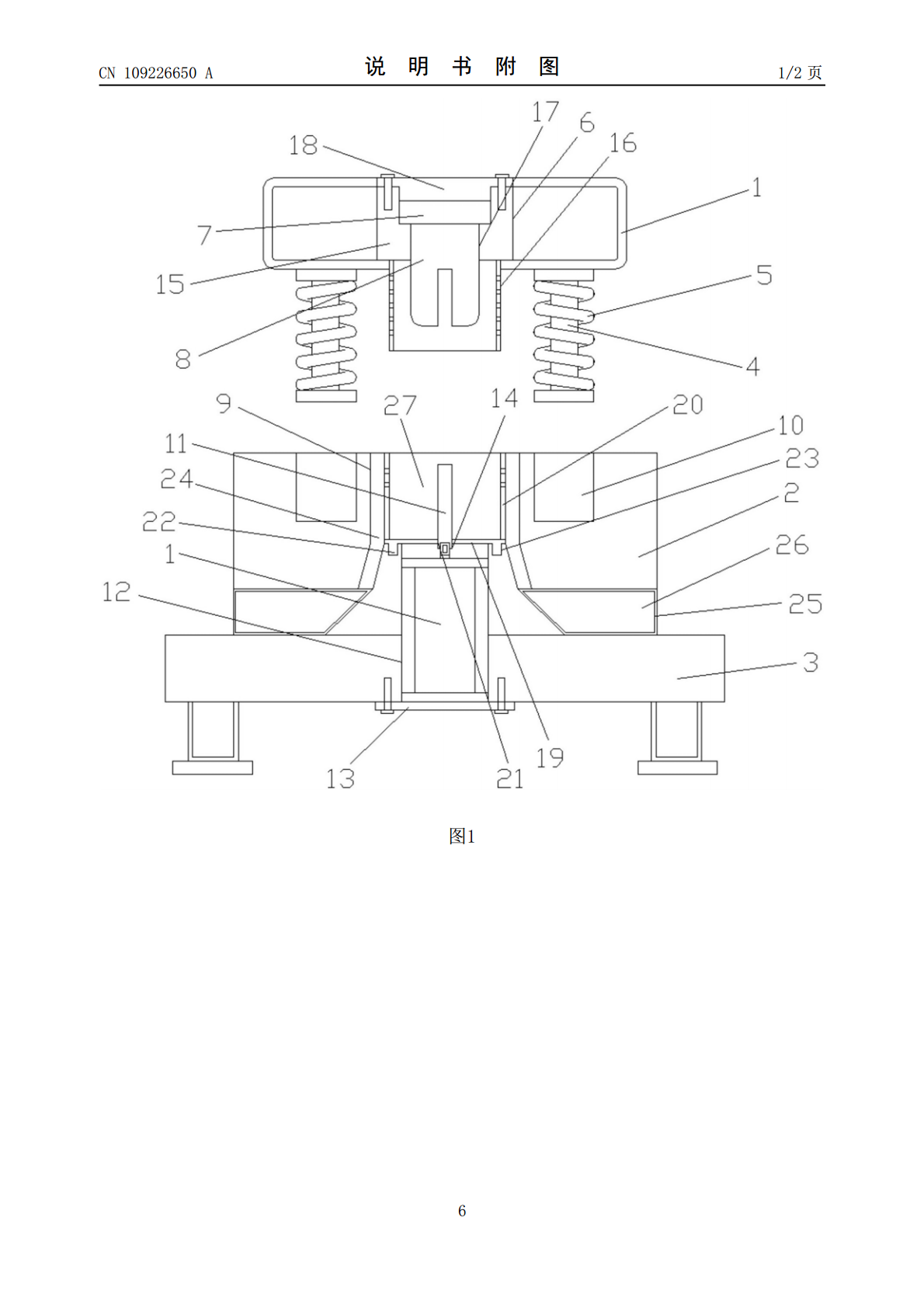
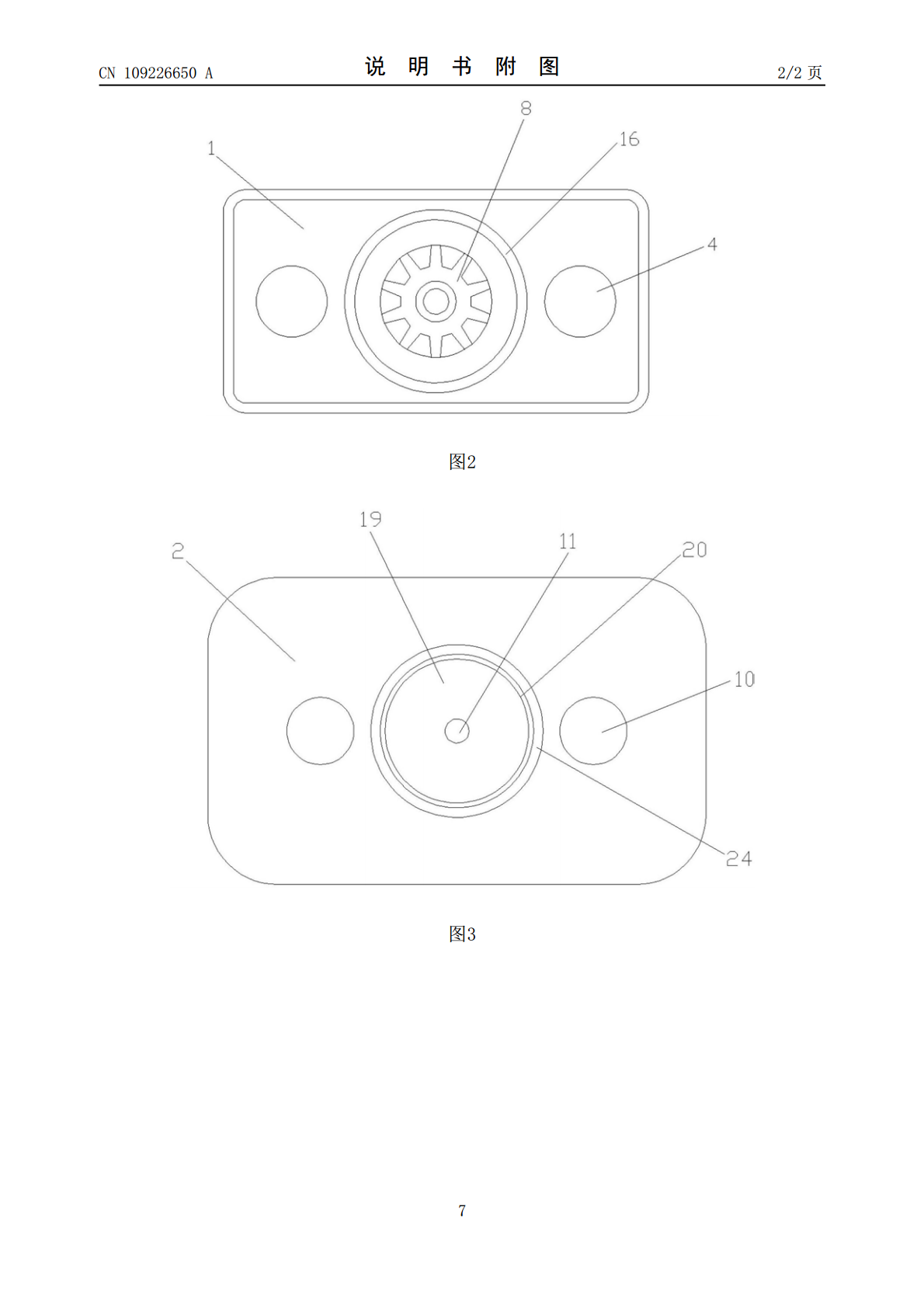
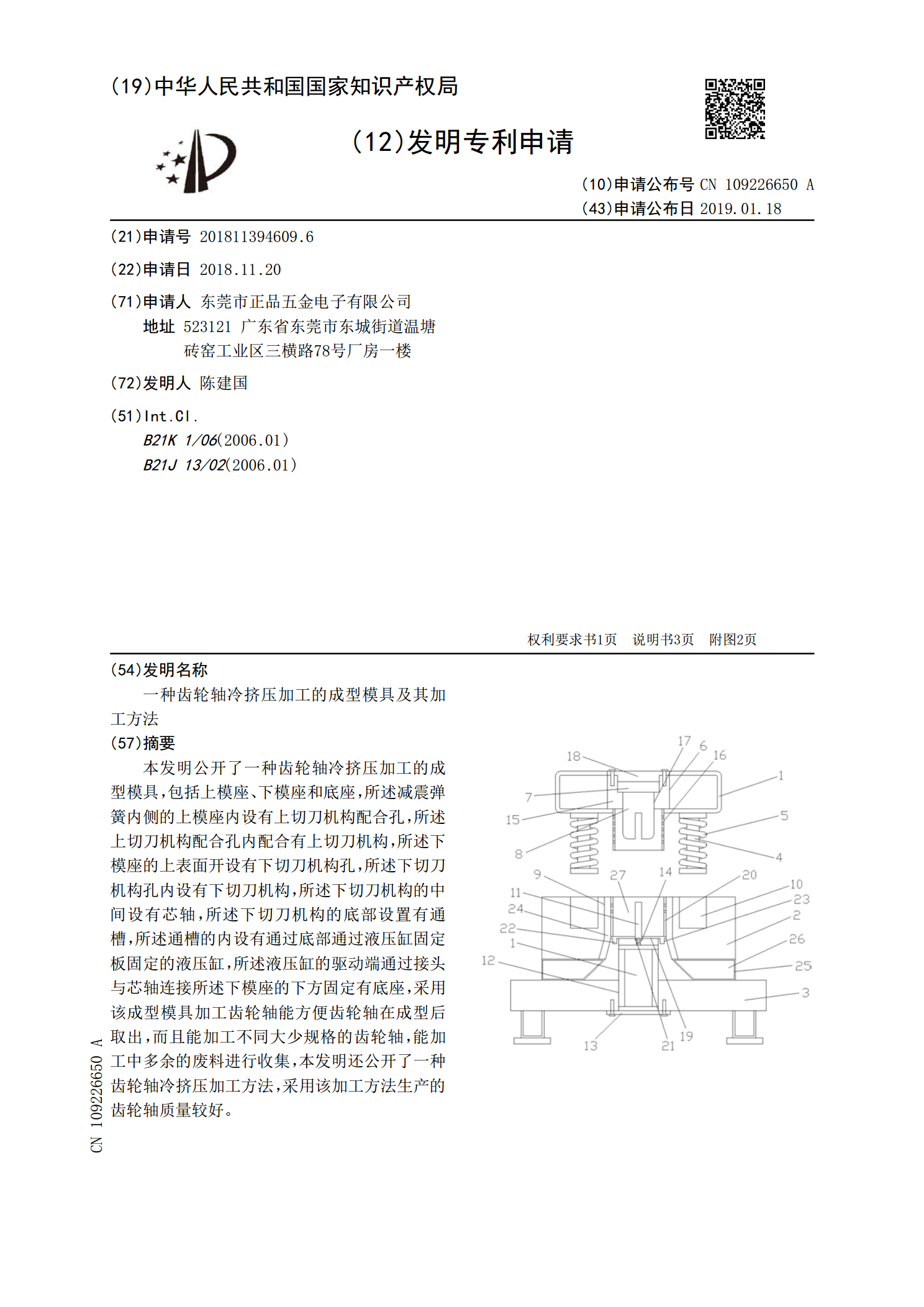
本发明公开了一种齿轮轴冷挤压加工的成型模具,包括上模座、下模座和底座,所述减震弹簧内侧的上模座内设有上切刀机构配合孔,所述上切刀机构配合孔内配合有上切刀机构,所述下模座的上表面开设有下切刀机构孔,所述下切刀机构孔内设有下切刀机构,所述下切刀机构的中间设有芯轴,所述下切刀机构的底部设置有通槽,所述通槽的内设有通过底部通过液压缸固定板固定的液压缸,所述液压缸的驱动端通过接头与芯轴连接所述下模座的下方固定有底座,采用该成型模具加工齿轮轴能方便齿轮轴在成型后取出,而且能加工不同大少规格的齿轮轴,能加工中多余的废料

一种钣金加工的成型模具及其成型方法.pdf
本发明公开了一种钣金加工的成型模具及其成型方法,属于钣金加工技术领域,包括下模,下模的左右两端均固定连接有安装块,一对安装块的上端均固定固定连接有支撑杆,一对支撑杆的上端固定连接有基座,基座的下端四角处均固定连接有第一伸缩装置,四个第一伸缩装置的伸长端固定连接有下模,下模的下端四角处均固定连接有刀片,下模的下端固定连接有一对纵向冲头,且一对纵向冲头左右分布,纵向冲头固定连接于一对刀片之间,下模的下端固定连接有一对横向冲头,且一对横向冲头前后分布,横向冲头固定连接于一对刀片之间,同时进行边角切割、横向折边和

一种成型孔的加工模具及加工方法.pdf
本发明提供一种成型孔的加工模具及加工方法,该模具包括上模和下模,上模包括第一凸起,下模包括第二凸起,合模后,第一凸起与下模之间、第二凸起与上模之间,以及第一凸起与第二凸起之间存在空隙,以形成飞边,飞边所在位置为待加工孔的位置,飞边周侧为工件加工孔后的保留区域。本发明能够使CNC加工步骤被省略,简化了工艺流程,降低制孔成本,并节约原料,减少了废料产生,还能使工件模压成型和打孔工序可设置在相近位置进行流水线作业,不需要分隔一定距离,降低了工件流转需要的生产成本。

热成型随形水路模具及其加工方法.pdf
本发明公开了一种热成型随形水路模具及其加工方法,其中,该加工方法包括:步骤1:通过3D绘图软件设计热成型随形水路模具的模具模型,调节模具型面,该热成型随形水路模具包括基体镶块和安装在所述基体镶块上的带有随形水路的冷却镶块;步骤2:对基体镶块进行预加热和表面除油除锈处理;步骤3:采用3D打印设备在基体镶块上打印带有随形水路的冷却镶块;步骤4:对打印好的冷却镶块进行精加工处理。本发明只有冷却镶块采用3D打印工艺形成,如此可以减少大量打印粉末的用量,同时3D打印成型后的热成型随形水路模具不需热处理,节省了模具成

一种驱动轮锻压加工模具及其成型方法.pdf
本发明公开了一种驱动轮锻压加工模具,包括上模板与下模板,上模板与下模板合模后中部设置有型腔,上模板、下模板的中心分别设置有上下移动上冲头、下冲头,上冲头的下端部为阶梯状,下冲头的上端部与下模板之间存在间隙,型腔的侧面设置有多个沿着型腔径向移动的侧凹模,侧凹模的端部位于型腔内,多个侧凹模围绕型腔外周设置,上模板、下模板、上冲头、下冲头、侧凹模构成与驱动轮结构相适应的型腔。本发明能够一次性将胚料锻打成驱动轮。相比较于原有的工艺,本发明省去了很多复杂的工艺,提高了工作效率、降低了生产成本,并且能够确保产品的精度