
热成型随形水路模具及其加工方法.pdf

一条****丹淑

1/8

2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

热成型随形水路模具及其加工方法.pdf
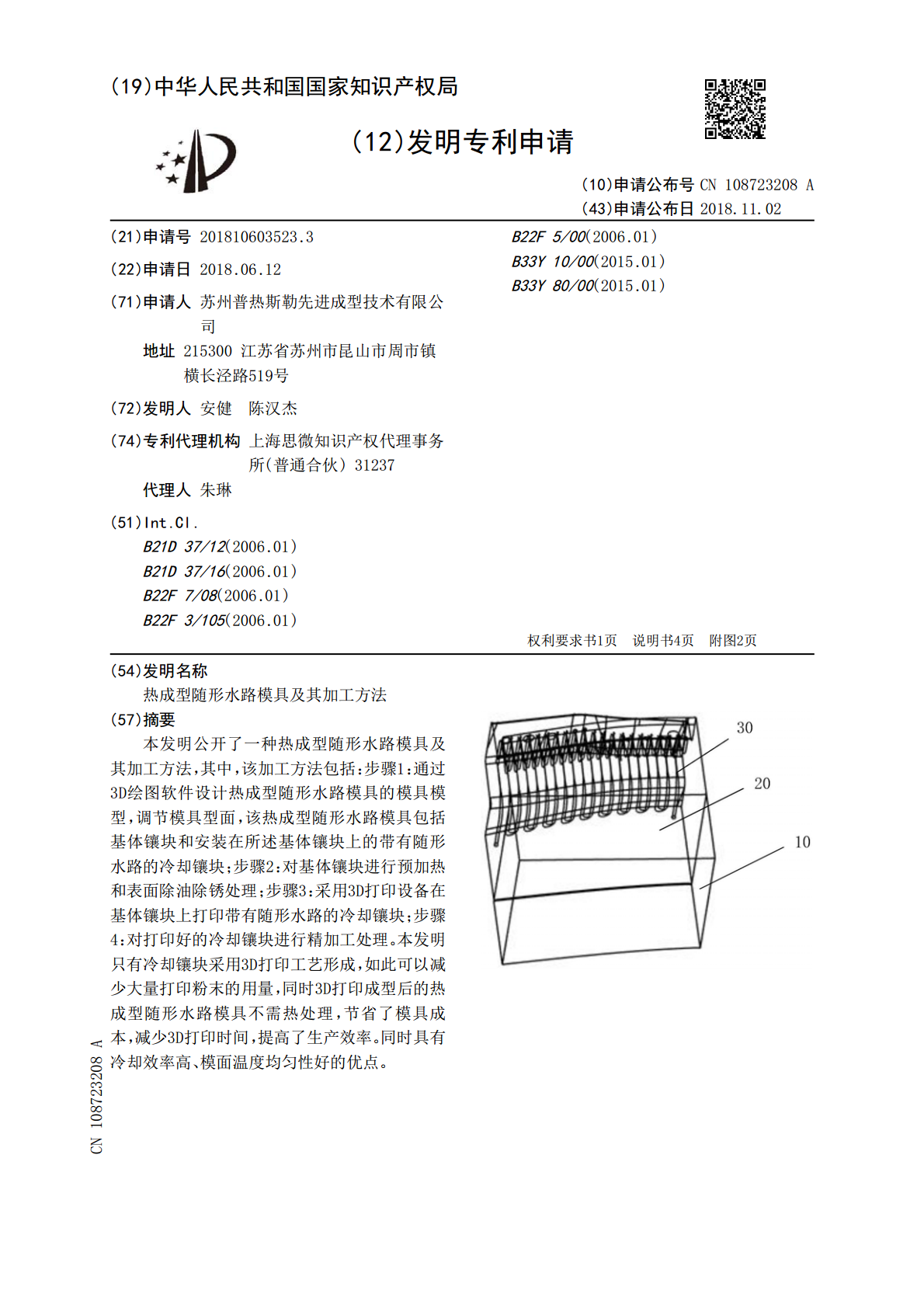
本发明公开了一种热成型随形水路模具及其加工方法,其中,该加工方法包括:步骤1:通过3D绘图软件设计热成型随形水路模具的模具模型,调节模具型面,该热成型随形水路模具包括基体镶块和安装在所述基体镶块上的带有随形水路的冷却镶块;步骤2:对基体镶块进行预加热和表面除油除锈处理;步骤3:采用3D打印设备在基体镶块上打印带有随形水路的冷却镶块;步骤4:对打印好的冷却镶块进行精加工处理。本发明只有冷却镶块采用3D打印工艺形成,如此可以减少大量打印粉末的用量,同时3D打印成型后的热成型随形水路模具不需热处理,节省了模具成

热成型随形水路模具的加工方法.pdf
本发明公开了一种热成型随形水路模具的加工方法,包括:步骤1:采用铸造工艺铸造出热成型随形水路模具的基体,对所述基体的表面进行精加工以形成与模具型面对应的支撑面;步骤2:采用3D打印设备在基体的支撑面上打印带有随形水路的冷却镶块;步骤3:对打印好的冷却镶块进行精加工处理。本发明的热成型随形水路模具由基体和冷却镶块一体化成型完成,无需拼接镶块,且随形水路设置在冷却镶块中,故避免了漏水的情况发生,同时模具型面无拼接狭缝,模具型面质量高。本发明只有冷却镶块采用3D打印工艺形成,如此可以减少大量打印材料的用量,减少
一种具备随形冷却的热作模具成型方法.pdf
一种具备随形冷却的热作模具成型方法,属于激光快速成形技术领域。为保证热作模具激光铺粉3D打印的连续性,在管道打印至一半时,管道内部铺设低熔点金属线,铺设完毕后,继续在金属线表面打印直至完成整个模具的打印,此后将模具升温至低熔点金属线液相线温度以上,使得管道内填充的金属线熔化排出。为避免熔化金属滞留在管道内壁,优点在于,提供了管道内壁附近的激光工作参数,获得管道内壁与熔化金属间的合理表面张力,模具的冷却效果可以保障。

塑胶叶轮模具随形水路冷却系统.pdf
一种塑胶叶轮模具冷却技术领域的随形水路冷却系统,包括型腔和型芯,随形连接水路、随形分流水路、内侧弧形水路、外侧弧形水路、螺旋环形水路均布置在型腔内部,型腔外侧弧形水路布置在型腔的外侧,型腔内侧弧形水路、螺旋环形水路布置在型腔的内侧,外侧出水管路通过随形连接水路与内侧弧形水路相连接,型芯上侧环形水路、型芯并联水路、型芯下侧环形水路从上到下依次布置在型芯中。在本发明中,水路可以在模仁中可均衡的排布,这样可以保证最佳的产品成型温度,而模温的均衡调控,可以将产品在传统冷却方案60‑70秒左右的注塑成型周期缩减至4

热成型压淬模具及热成型压淬模具的操作方法.pdf
本发明涉及一种用于制造具有至少局部高强度的特性的金属板成型构件(7)的热成型压淬模具(11),该热成型压淬模具包括上模具(12)和下模具(14),该上模具包括至少一个模具部分(13.1、13.2),该下模具包括至少一个模具部分(15),上模具和下模具能够在压力机行程方向(5)上相向运动以形成模腔,在至少一个模具部分(13.1、13.2、15)中设置多个调温通道(28)以供冷却介质穿过。上模具(12)的模具部分(13.1、13.2)和/或下模具(14)的模具部分(15)是至少两部分的并且利用在上模具和/或下