
一种带滚轮旋挤内筋的模具及其成型方法.pdf

哲妍****彩妍

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带滚轮旋挤内筋的模具及其成型方法.pdf
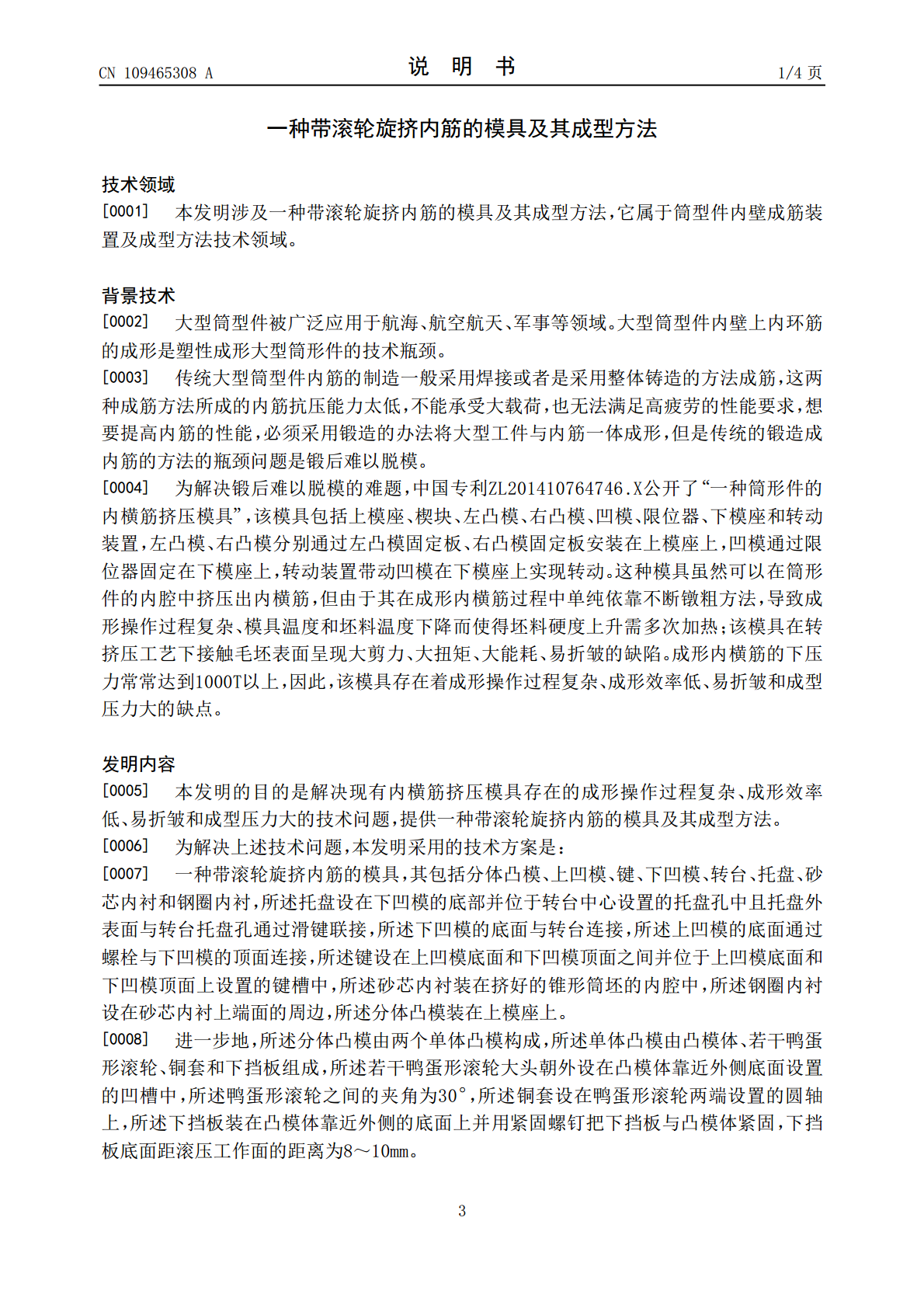
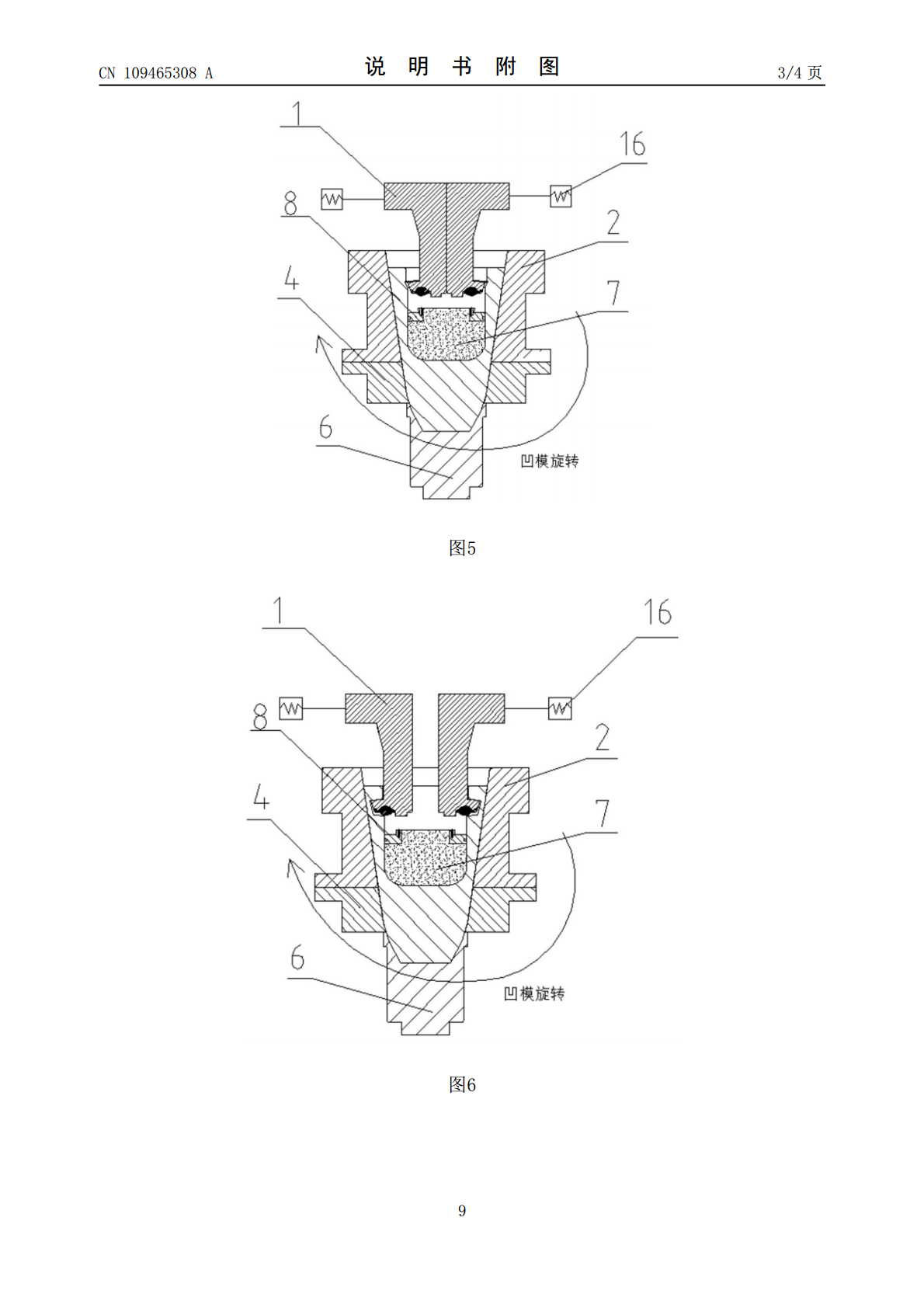
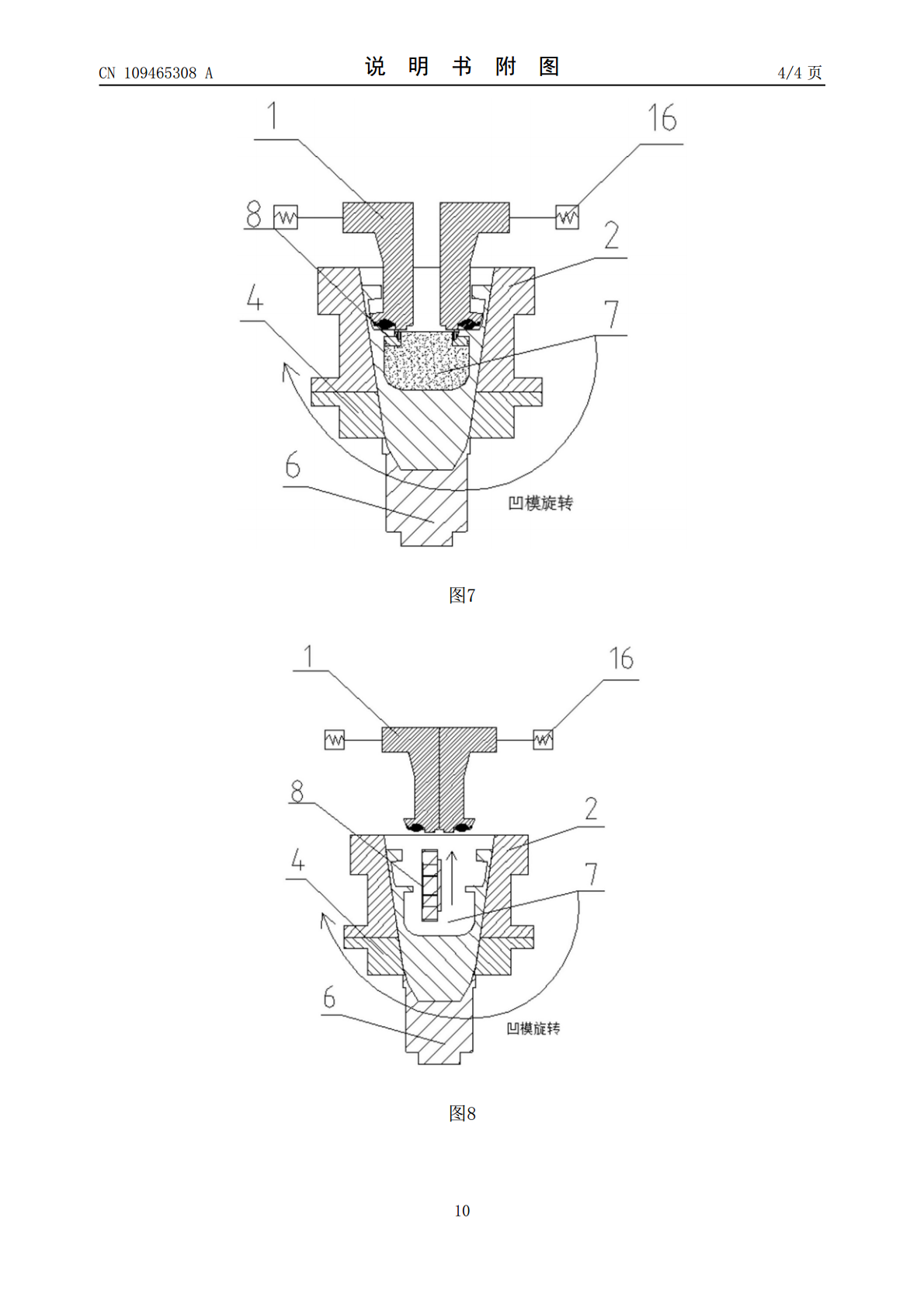
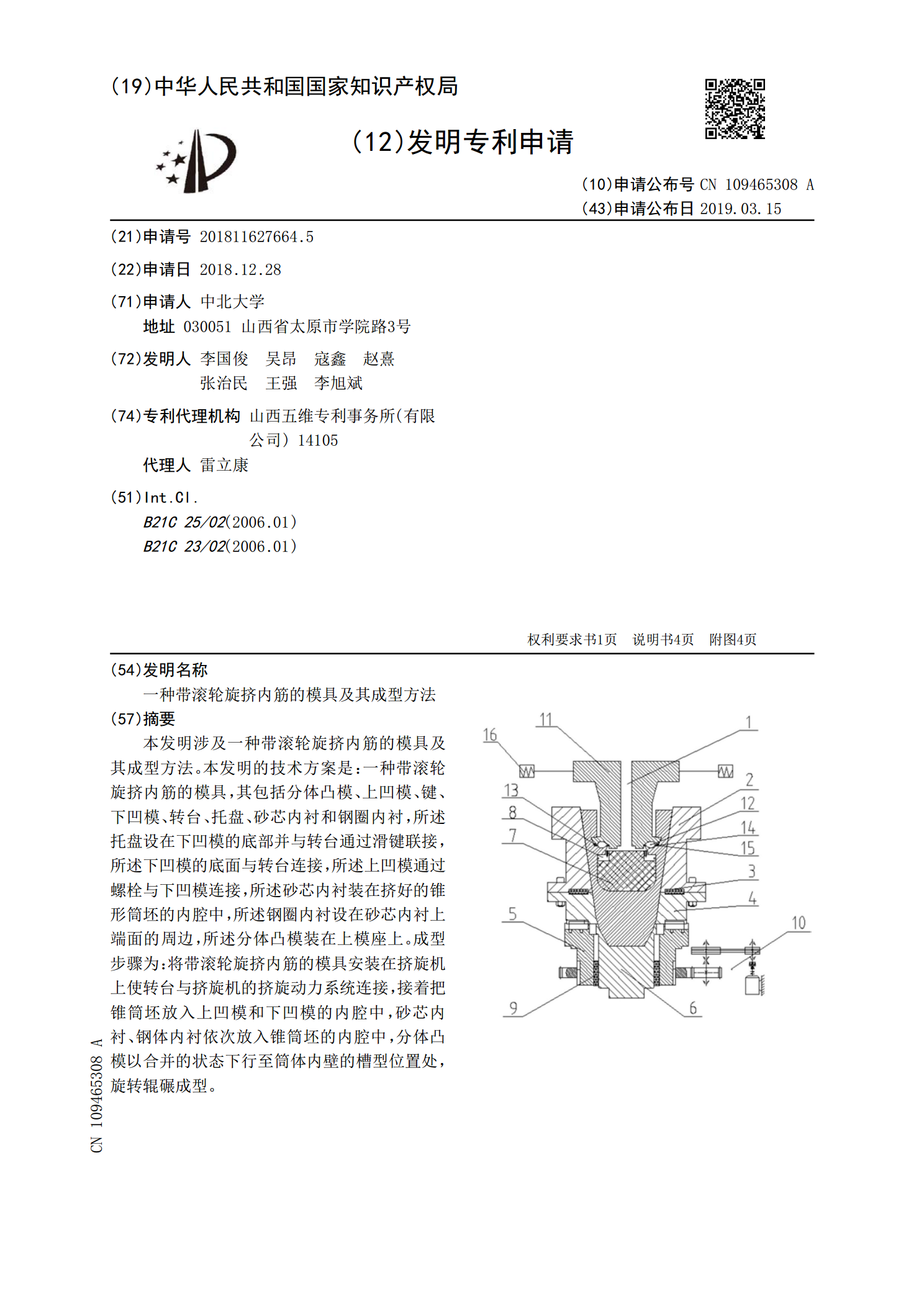
本发明涉及一种带滚轮旋挤内筋的模具及其成型方法。本发明的技术方案是:一种带滚轮旋挤内筋的模具,其包括分体凸模、上凹模、键、下凹模、转台、托盘、砂芯内衬和钢圈内衬,所述托盘设在下凹模的底部并与转台通过滑键联接,所述下凹模的底面与转台连接,所述上凹模通过螺栓与下凹模连接,所述砂芯内衬装在挤好的锥形筒坯的内腔中,所述钢圈内衬设在砂芯内衬上端面的周边,所述分体凸模装在上模座上。成型步骤为:将带滚轮旋挤内筋的模具安装在挤旋机上使转台与挤旋机的挤旋动力系统连接,接着把锥筒坯放入上凹模和下凹模的内腔中,砂芯内衬、钢体内
一种内孔带筋管材的挤压成型设备及其加工方法.pdf
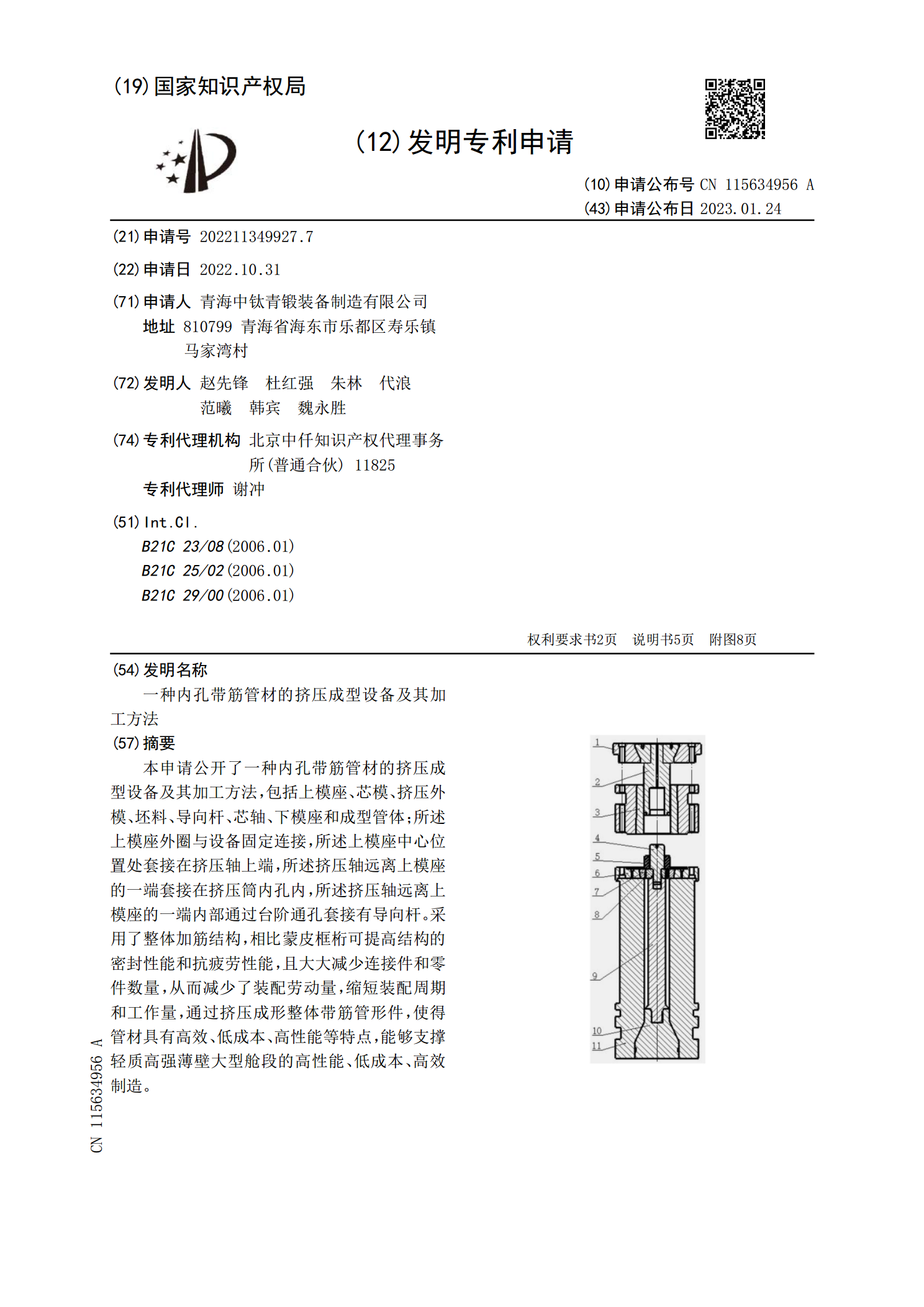
本申请公开了一种内孔带筋管材的挤压成型设备及其加工方法,包括上模座、芯模、挤压外模、坯料、导向杆、芯轴、下模座和成型管体;所述上模座外圈与设备固定连接,所述上模座中心位置处套接在挤压轴上端,所述挤压轴远离上模座的一端套接在挤压筒内孔内,所述挤压轴远离上模座的一端内部通过台阶通孔套接有导向杆。采用了整体加筋结构,相比蒙皮框桁可提高结构的密封性能和抗疲劳性能,且大大减少连接件和零件数量,从而减少了装配劳动量,缩短装配周期和工作量,通过挤压成形整体带筋管形件,使得管材具有高效、低成本、高性能等特点,能够支撑轻质
一种带交叉筋薄壁筒段流动旋压模具及其成形方法.pdf
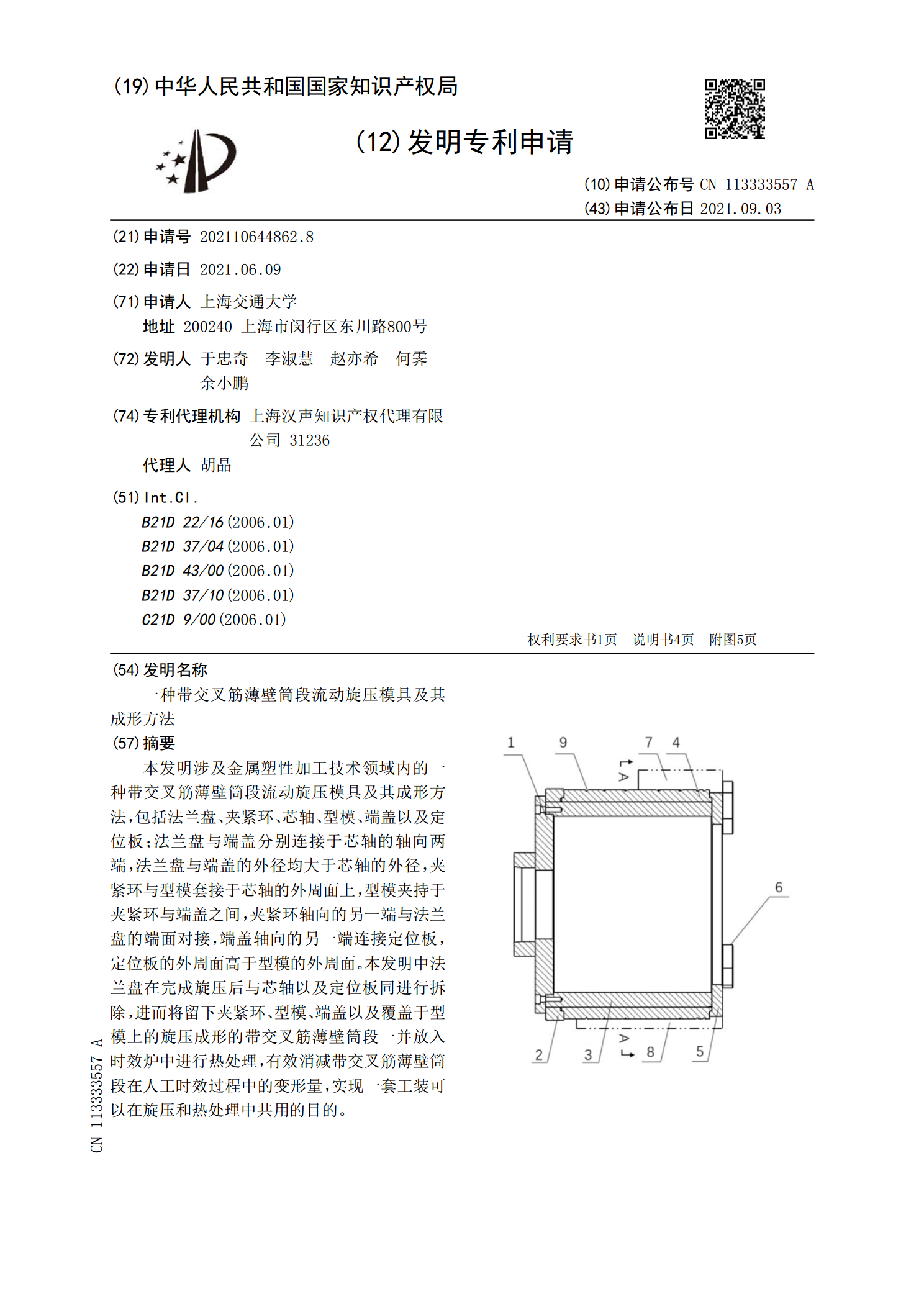
本发明涉及金属塑性加工技术领域内的一种带交叉筋薄壁筒段流动旋压模具及其成形方法,包括法兰盘、夹紧环、芯轴、型模、端盖以及定位板;法兰盘与端盖分别连接于芯轴的轴向两端,法兰盘与端盖的外径均大于芯轴的外径,夹紧环与型模套接于芯轴的外周面上,型模夹持于夹紧环与端盖之间,夹紧环轴向的另一端与法兰盘的端面对接,端盖轴向的另一端连接定位板,定位板的外周面高于型模的外周面。本发明中法兰盘在完成旋压后与芯轴以及定位板同进行拆除,进而将留下夹紧环、型模、端盖以及覆盖于型模上的旋压成形的带交叉筋薄壁筒段一并放入时效炉中进行热
一种自动成型的滚轮模具.pdf
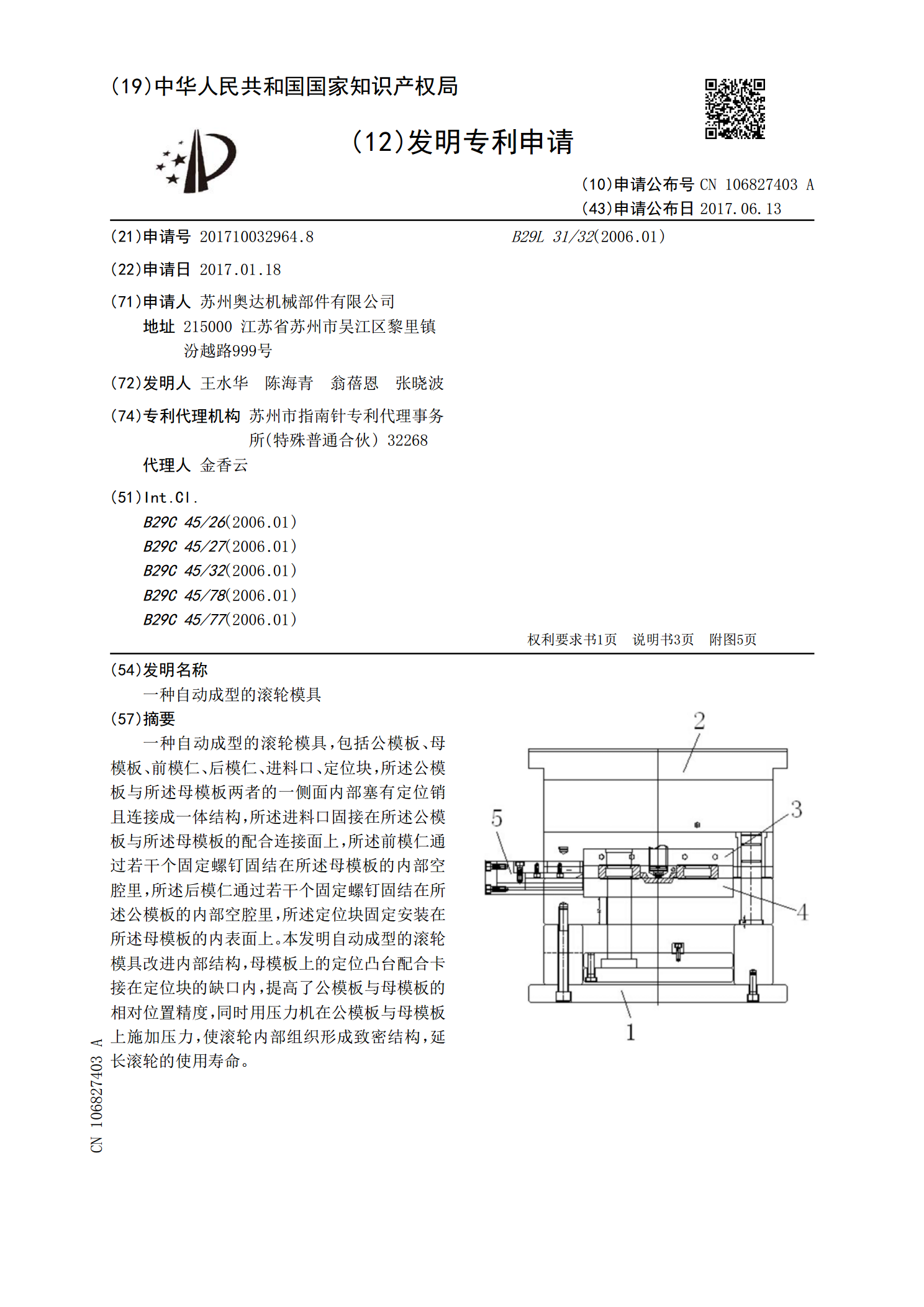
一种自动成型的滚轮模具,包括公模板、母模板、前模仁、后模仁、进料口、定位块,所述公模板与所述母模板两者的一侧面内部塞有定位销且连接成一体结构,所述进料口固接在所述公模板与所述母模板的配合连接面上,所述前模仁通过若干个固定螺钉固结在所述母模板的内部空腔里,所述后模仁通过若干个固定螺钉固结在所述公模板的内部空腔里,所述定位块固定安装在所述母模板的内表面上。本发明自动成型的滚轮模具改进内部结构,母模板上的定位凸台配合卡接在定位块的缺口内,提高了公模板与母模板的相对位置精度,同时用压力机在公模板与母模板上施加压力
一种提高带内筋筒形件旋压成形内筋充填高度的方法及装置.pdf
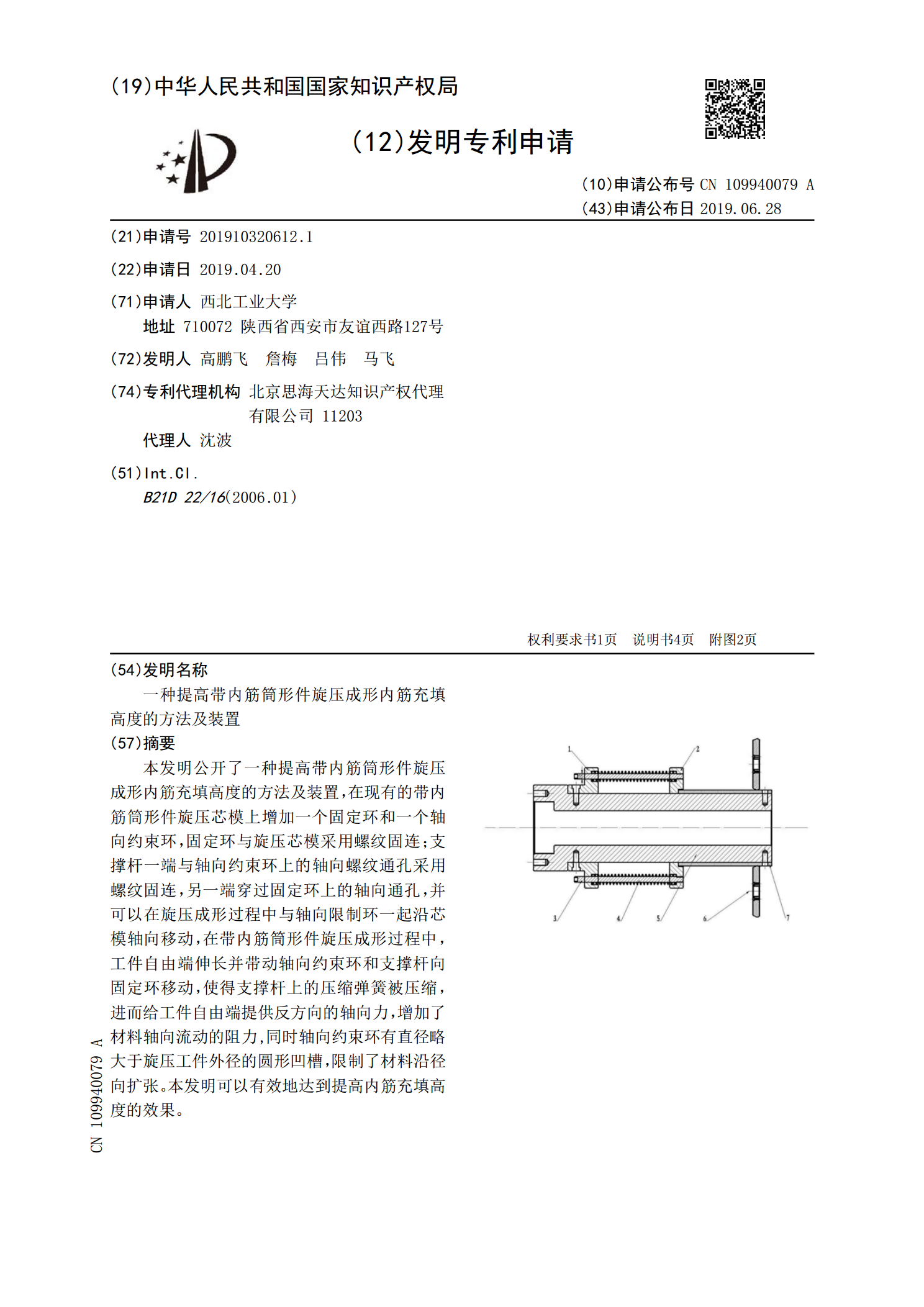
本发明公开了一种提高带内筋筒形件旋压成形内筋充填高度的方法及装置,在现有的带内筋筒形件旋压芯模上增加一个固定环和一个轴向约束环,固定环与旋压芯模采用螺纹固连;支撑杆一端与轴向约束环上的轴向螺纹通孔采用螺纹固连,另一端穿过固定环上的轴向通孔,并可以在旋压成形过程中与轴向限制环一起沿芯模轴向移动,在带内筋筒形件旋压成形过程中,工件自由端伸长并带动轴向约束环和支撑杆向固定环移动,使得支撑杆上的压缩弹簧被压缩,进而给工件自由端提供反方向的轴向力,增加了材料轴向流动的阻力,同时轴向约束环有直径略大于旋压工件外径的圆