
一种提高带内筋筒形件旋压成形内筋充填高度的方法及装置.pdf

傲丝****账号

1/8

2/8
3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高带内筋筒形件旋压成形内筋充填高度的方法及装置.pdf
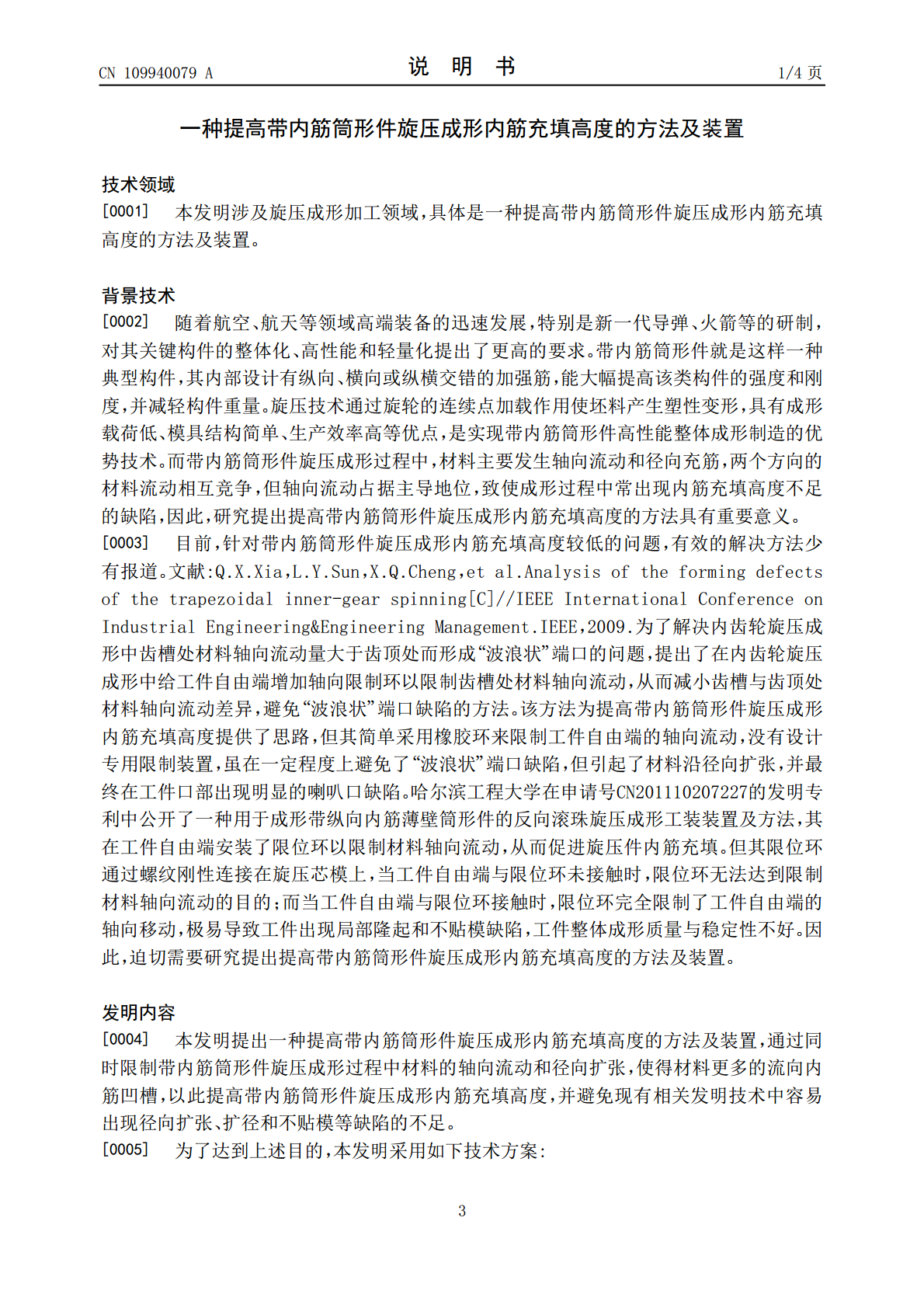
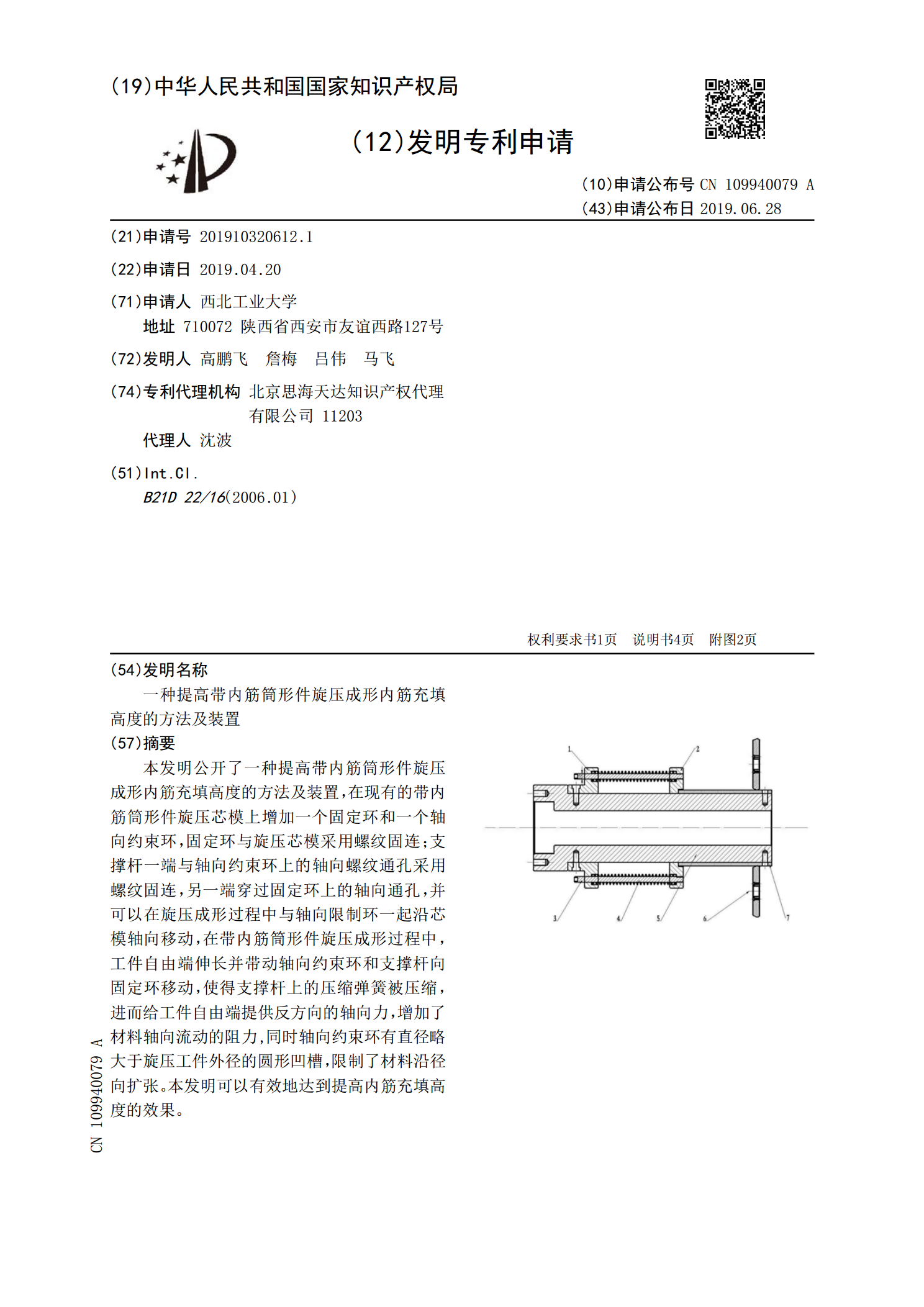
本发明公开了一种提高带内筋筒形件旋压成形内筋充填高度的方法及装置,在现有的带内筋筒形件旋压芯模上增加一个固定环和一个轴向约束环,固定环与旋压芯模采用螺纹固连;支撑杆一端与轴向约束环上的轴向螺纹通孔采用螺纹固连,另一端穿过固定环上的轴向通孔,并可以在旋压成形过程中与轴向限制环一起沿芯模轴向移动,在带内筋筒形件旋压成形过程中,工件自由端伸长并带动轴向约束环和支撑杆向固定环移动,使得支撑杆上的压缩弹簧被压缩,进而给工件自由端提供反方向的轴向力,增加了材料轴向流动的阻力,同时轴向约束环有直径略大于旋压工件外径的圆
带环向内加强筋筒形件旋压成形方法.pdf
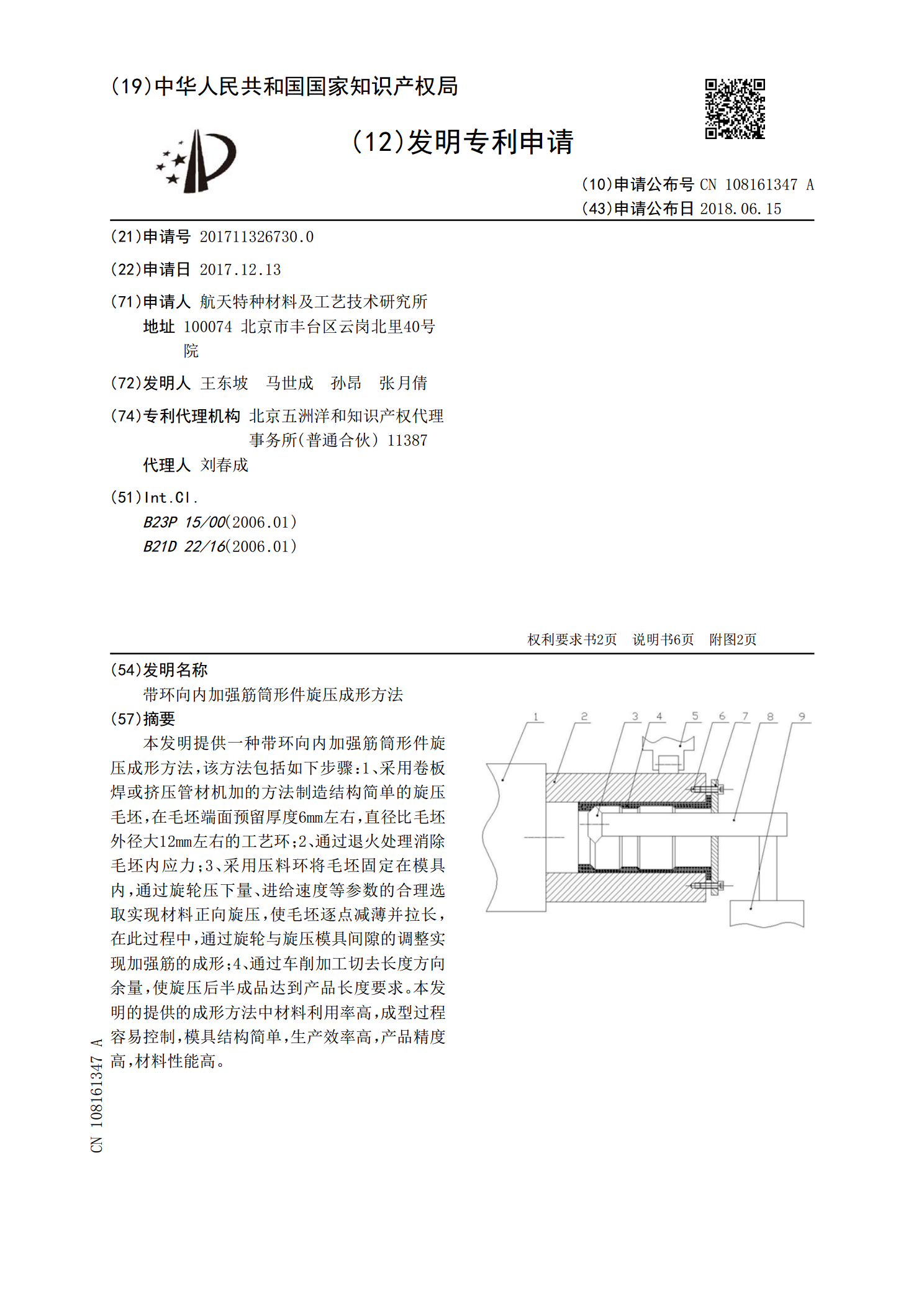
本发明提供一种带环向内加强筋筒形件旋压成形方法,该方法包括如下步骤:1、采用卷板焊或挤压管材机加的方法制造结构简单的旋压毛坯,在毛坯端面预留厚度6mm左右,直径比毛坯外径大12mm左右的工艺环;2、通过退火处理消除毛坯内应力;3、采用压料环将毛坯固定在模具内,通过旋轮压下量、进给速度等参数的合理选取实现材料正向旋压,使毛坯逐点减薄并拉长,在此过程中,通过旋轮与旋压模具间隙的调整实现加强筋的成形;4、通过车削加工切去长度方向余量,使旋压后半成品达到产品长度要求。本发明的提供的成形方法中材料利用率高,成型过程

38CrSi多筋筒形件旋压成形工艺研究.docx
38CrSi多筋筒形件旋压成形工艺研究本文主要围绕38CrSi多筋筒形件的旋压成形工艺展开研究。旋压成形是一种轧制变形加工过程,它是用滚轮将连续毫米级厚度的金属板材进行轧制变形,从而获得所需的三维形状。1.选材多筋筒形件通常用于高负载、高强度和高耐磨度的工作环境中,因此选材非常重要。38CrSi是一种含铬的合金钢,具有高强度、耐磨性好、硬度高、韧性好等特点,因此是较为理想的选材之一。2.设计旋压成形相对于其他加工方式具有较高的自由度,但是设计仍然是关键。首先需要确定多筋筒形件的几何形状和结构形式,并计算出

一种带内环向筋筒体旋压工装及成形方法.pdf
本发明提供了一种带内环向筋筒体旋压工装及成形方法,所述旋压在机床上进行,所述工装包括外旋工装及内旋工装;所述外旋工装包括:芯模、外旋旋轮及顶尖;所述内旋工装包括:转接盘、平衡旋轮、芯模、内旋旋轮、旋轮杆及旋轮基座;本发明通过控制工装的装配精度、旋压坯料的尺寸精度及旋压工艺参数等因素,有效地实现了带内环向筋铝合金筒体的高精度成形,本发明涉及的成形方法实用性强,采用该工艺方法和工装旋压过程稳定可靠,零件成形精度好,为带环向筋筒体类零件的成形提供了一条切实可行的成形方法。
一种带内环加强筋的筒体内旋压成形方法.pdf
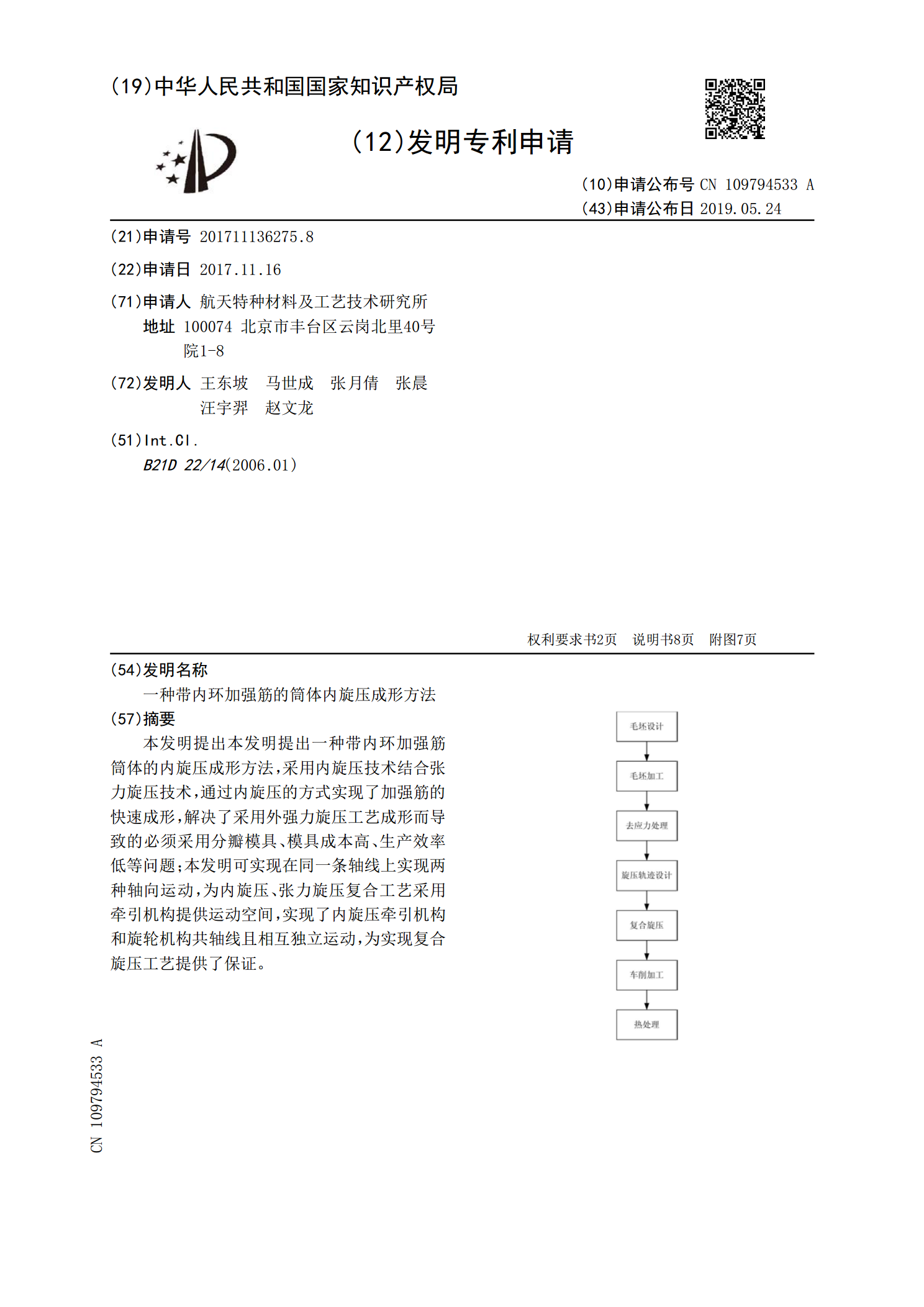
本发明提出本发明提出一种带内环加强筋筒体的内旋压成形方法,采用内旋压技术结合张力旋压技术,通过内旋压的方式实现了加强筋的快速成形,解决了采用外强力旋压工艺成形而导致的必须采用分瓣模具、模具成本高、生产效率低等问题;本发明可实现在同一条轴线上实现两种轴向运动,为内旋压、张力旋压复合工艺采用牵引机构提供运动空间,实现了内旋压牵引机构和旋轮机构共轴线且相互独立运动,为实现复合旋压工艺提供了保证。