
高压涡轮导向叶片的气膜孔与热障涂层匹配方法.pdf

An****99

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高压涡轮导向叶片的气膜孔与热障涂层匹配方法.pdf
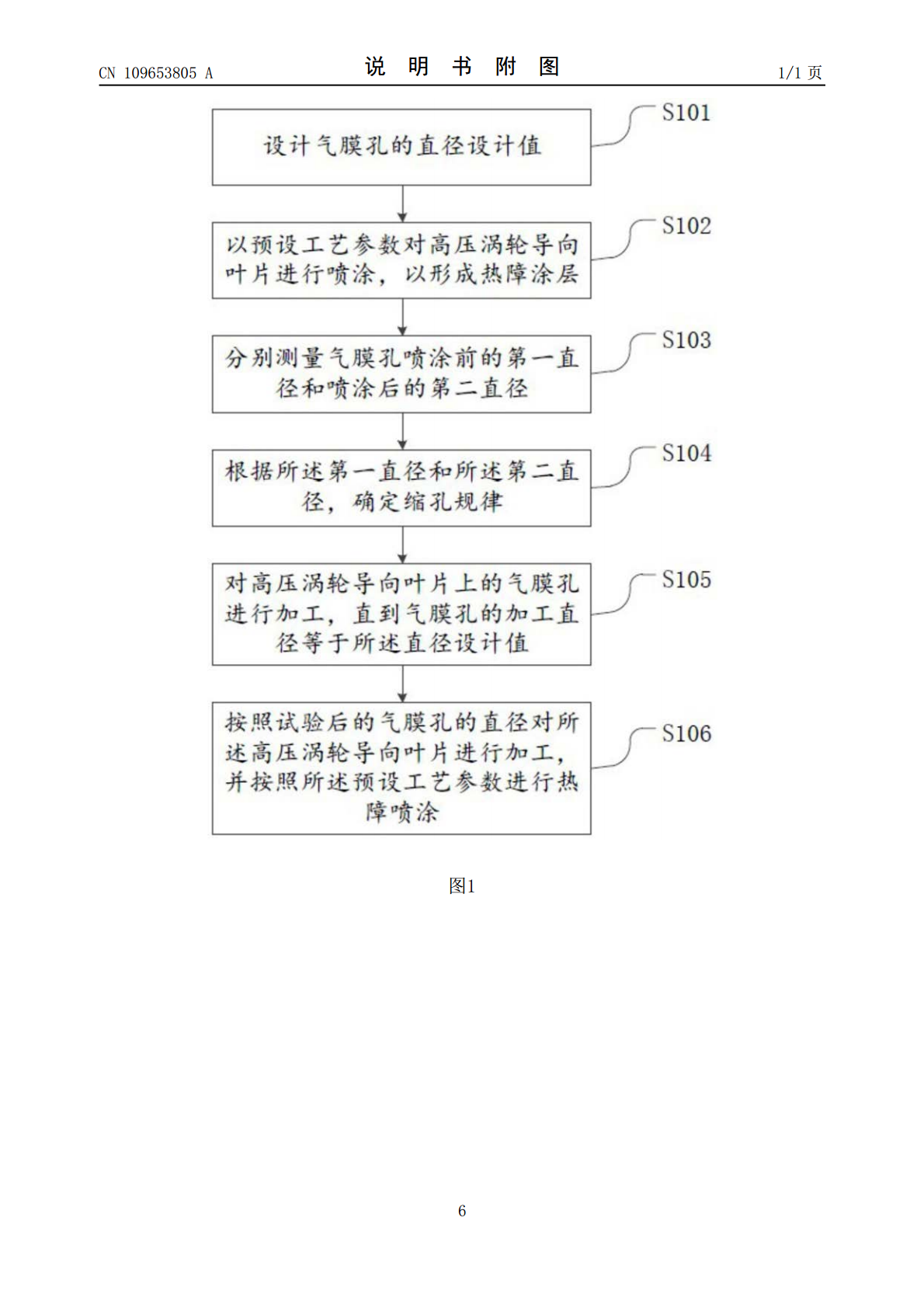
本申请提供了一种高压涡轮导向叶片的气膜孔与热障涂层匹配方法,包括:设计气膜孔的直径设计值;以预设工艺参数对高压涡轮导向叶片进行喷涂,以形成热障涂层;分别测量所述气膜孔喷涂前的第一直径和喷涂后的第二直径;根据所述第一直径和所述第二直径,确定缩孔规律;对所述高压涡轮导向叶片上的所述气膜孔进行加工,直到气膜孔的加工直径等于所述直径设计值;按照试验后的气膜孔的直径对所述高压涡轮导向叶片进行加工,并按照所述预设工艺参数进行热障喷涂。

一种高压涡轮导向叶片气膜孔激光加工方法.pdf
本发明公开了一种高压涡轮导向叶片气膜孔激光加工方法,属于航空发动机制造领域,通过自动编程结合手工点动示教编程方法,用理论坐标值在零件表面打点,然后通过手工点动完成加工程序的示教返录,减小了涡轮叶片铸造型面差异和机床旋转轴运动误差对气膜孔位置的影响,保证了高压涡轮空心叶片气膜孔位置度。
一种带热障涂层涡轮叶片气膜孔激光复合加工装置与方法.pdf
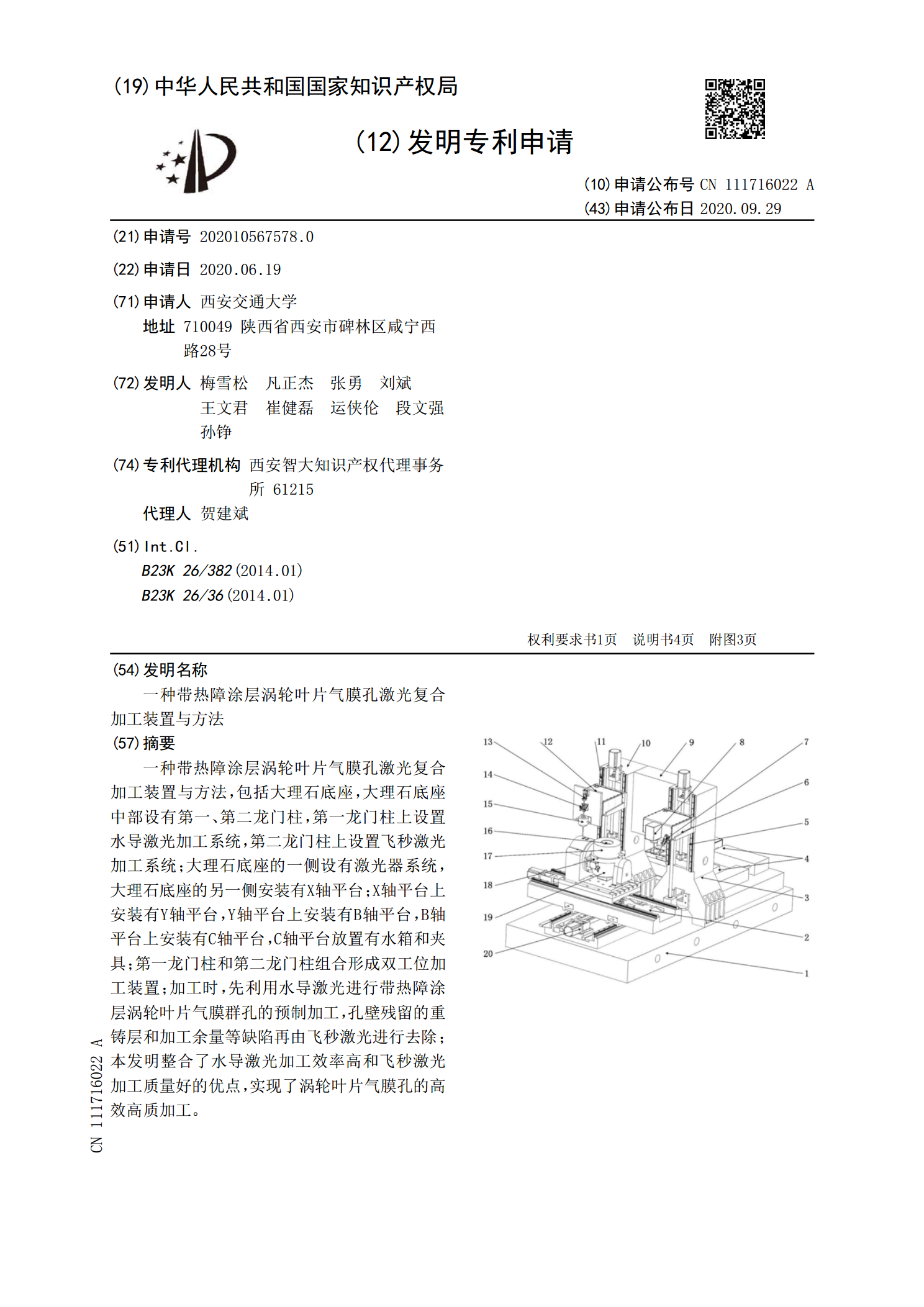
一种带热障涂层涡轮叶片气膜孔激光复合加工装置与方法,包括大理石底座,大理石底座中部设有第一、第二龙门柱,第一龙门柱上设置水导激光加工系统,第二龙门柱上设置飞秒激光加工系统;大理石底座的一侧设有激光器系统,大理石底座的另一侧安装有X轴平台;X轴平台上安装有Y轴平台,Y轴平台上安装有B轴平台,B轴平台上安装有C轴平台,C轴平台放置有水箱和夹具;第一龙门柱和第二龙门柱组合形成双工位加工装置;加工时,先利用水导激光进行带热障涂层涡轮叶片气膜群孔的预制加工,孔壁残留的重铸层和加工余量等缺陷再由飞秒激光进行去除;本发
高压涡轮工作叶片冷却气膜孔检测平台及测试方法.pdf
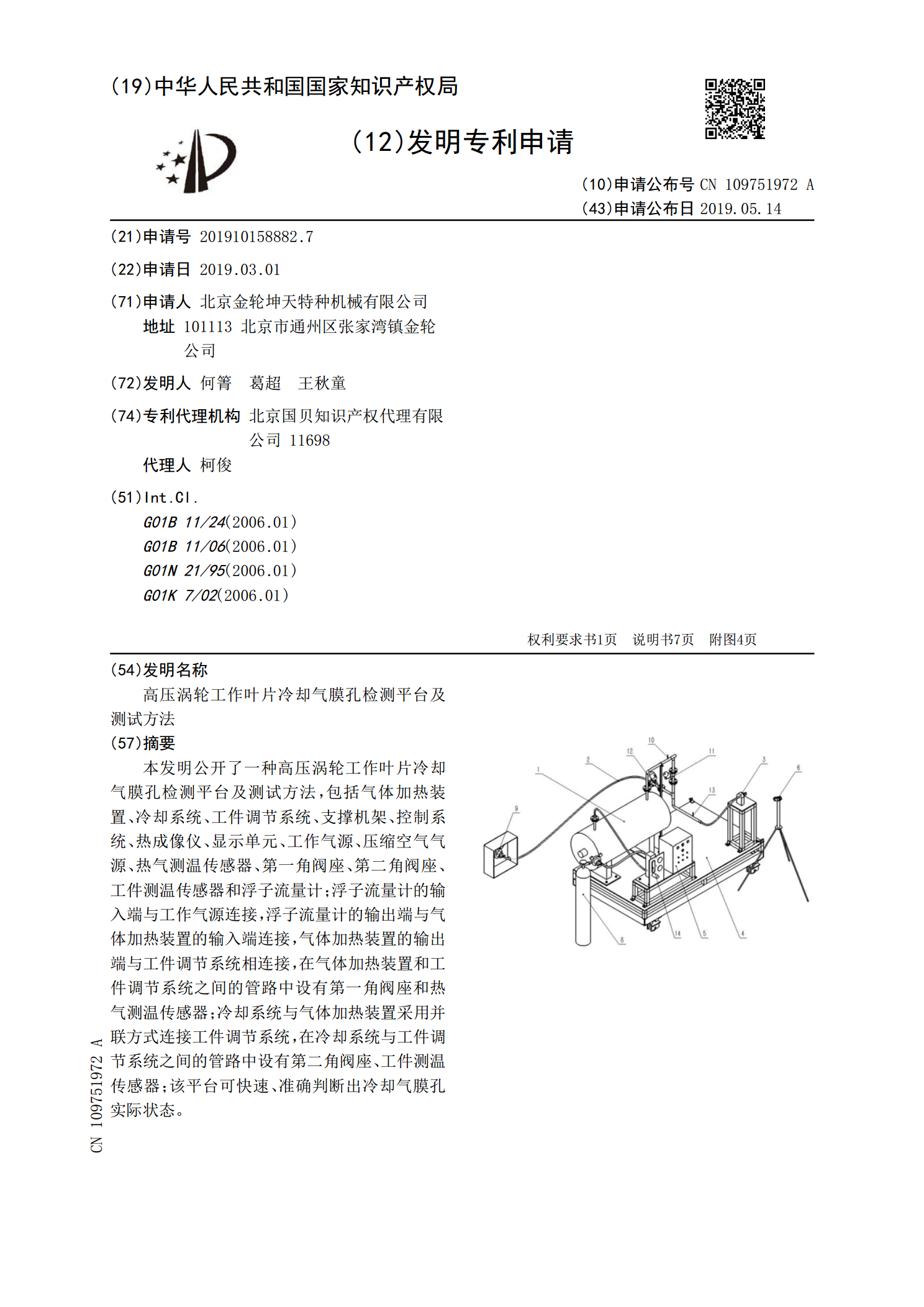
本发明公开了一种高压涡轮工作叶片冷却气膜孔检测平台及测试方法,包括气体加热装置、冷却系统、工件调节系统、支撑机架、控制系统、热成像仪、显示单元、工作气源、压缩空气气源、热气测温传感器、第一角阀座、第二角阀座、工件测温传感器和浮子流量计;浮子流量计的输入端与工作气源连接,浮子流量计的输出端与气体加热装置的输入端连接,气体加热装置的输出端与工件调节系统相连接,在气体加热装置和工件调节系统之间的管路中设有第一角阀座和热气测温传感器;冷却系统与气体加热装置采用并联方式连接工件调节系统,在冷却系统与工件调节系统之间
一种涡轮导向叶片气膜孔孔口倒圆方法.pdf
本发明公开了一种涡轮导向叶片气膜孔孔口倒圆方法,目的在于:改善气膜孔孔口质量,减少和防止裂纹产生,所采用的技术方案为:采用磁力抛光机,利用旋转磁场的特性,消除了涡轮导向叶片气膜孔孔口毛刺,实现了气膜孔孔口倒圆,打破了传统的机械加工模式,检测加工后的叶片剩磁为零,达到了高压涡轮导向叶片气膜孔孔口的倒圆要求,通过后续工序及高温钎焊工艺应用验证,叶片无镕蚀现象,提高气膜孔孔口质量,减少和防止裂纹的产生,可大幅度提高零件的抗疲劳能力,同时降低了劳动强度,改善了作业环境。