
一种带热障涂层涡轮叶片气膜孔激光复合加工装置与方法.pdf

含秀****66

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带热障涂层涡轮叶片气膜孔激光复合加工装置与方法.pdf
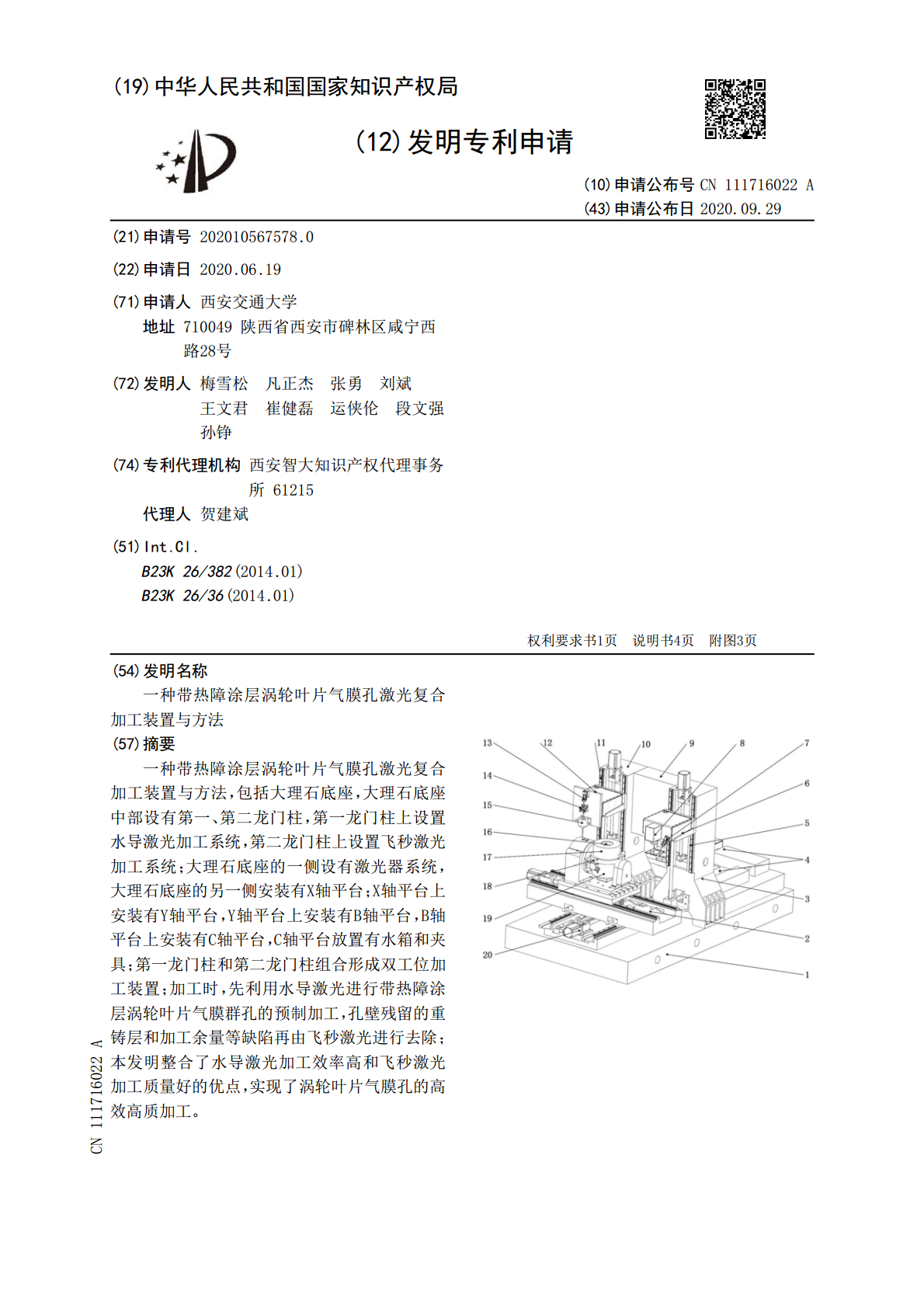
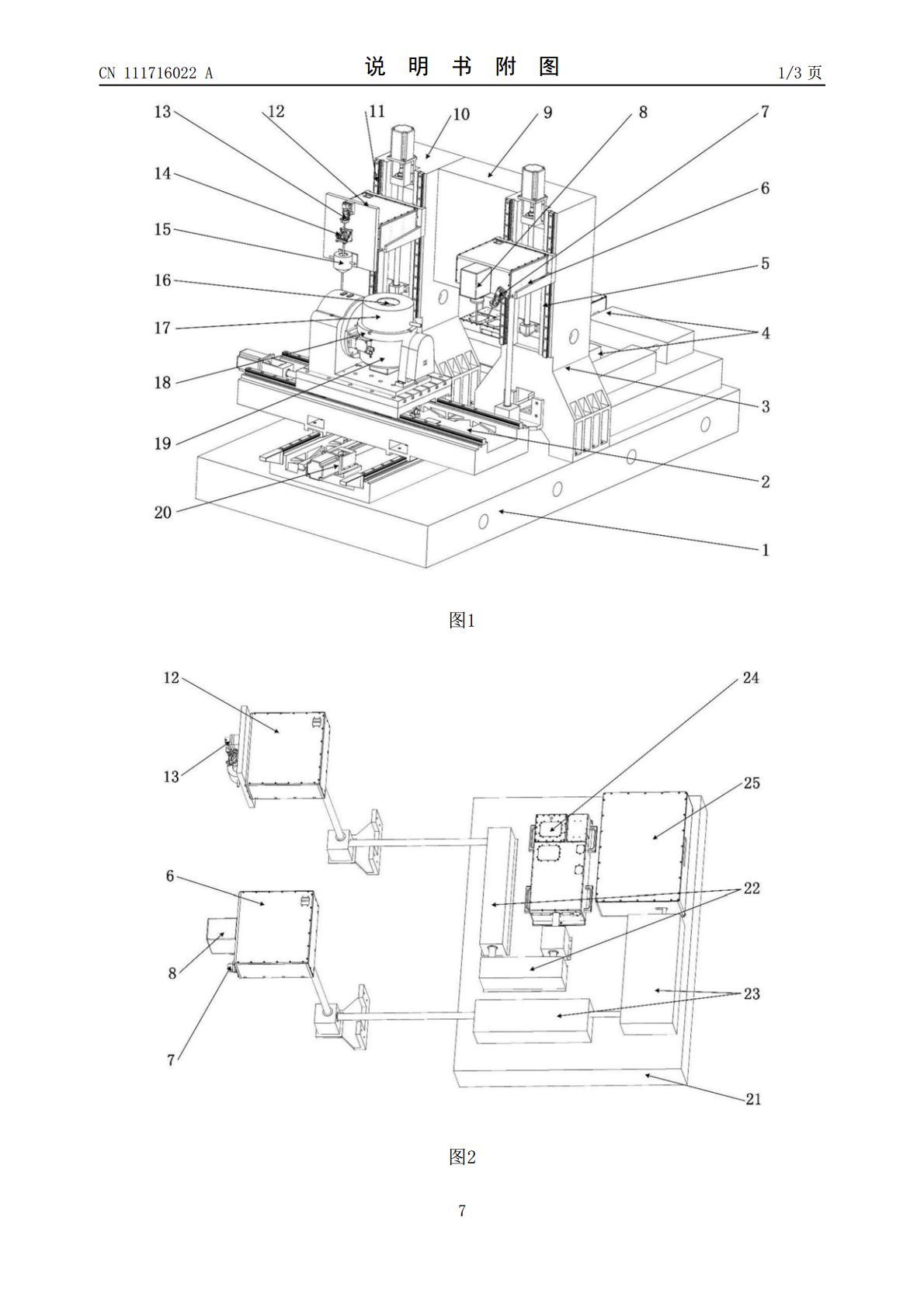
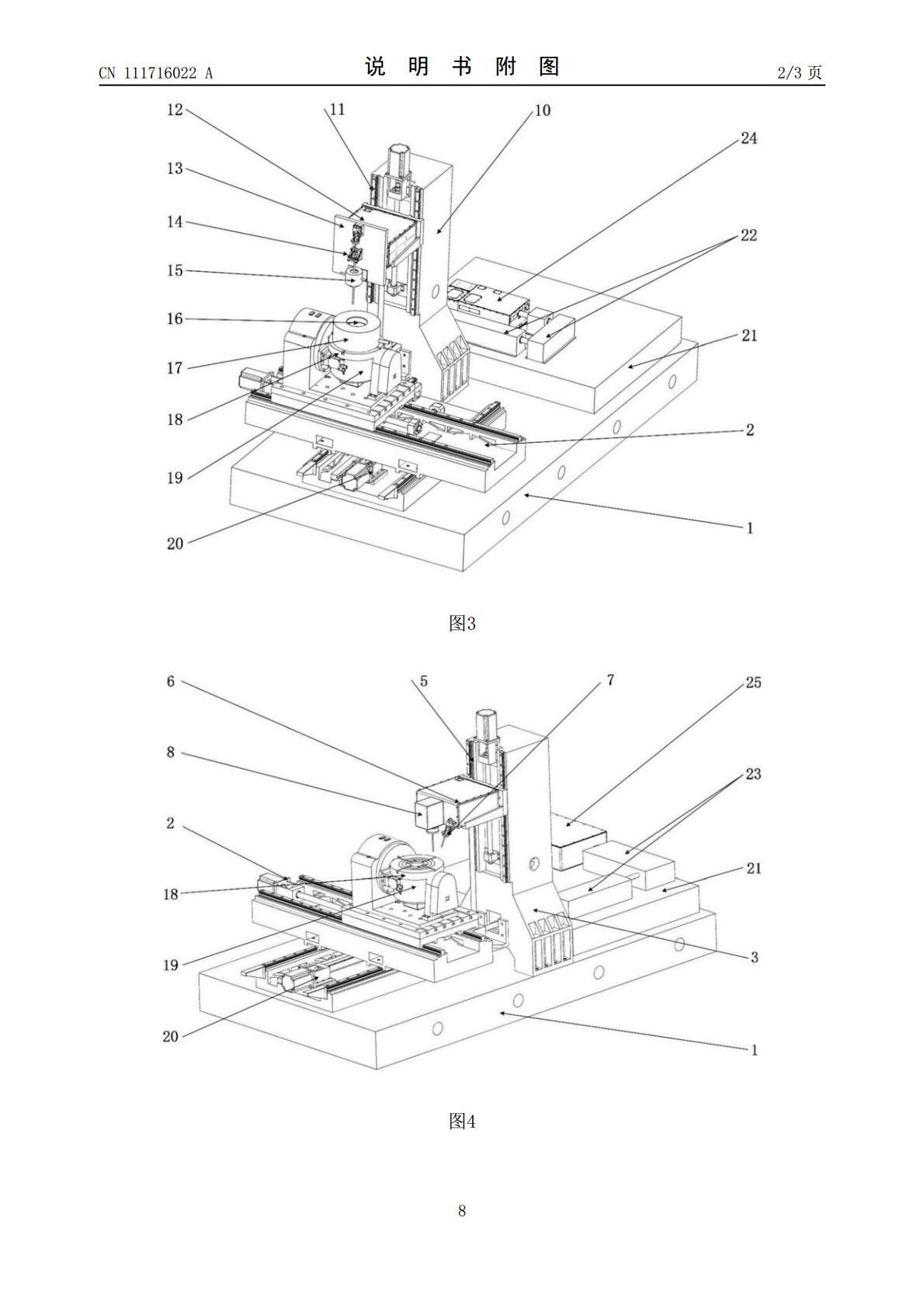
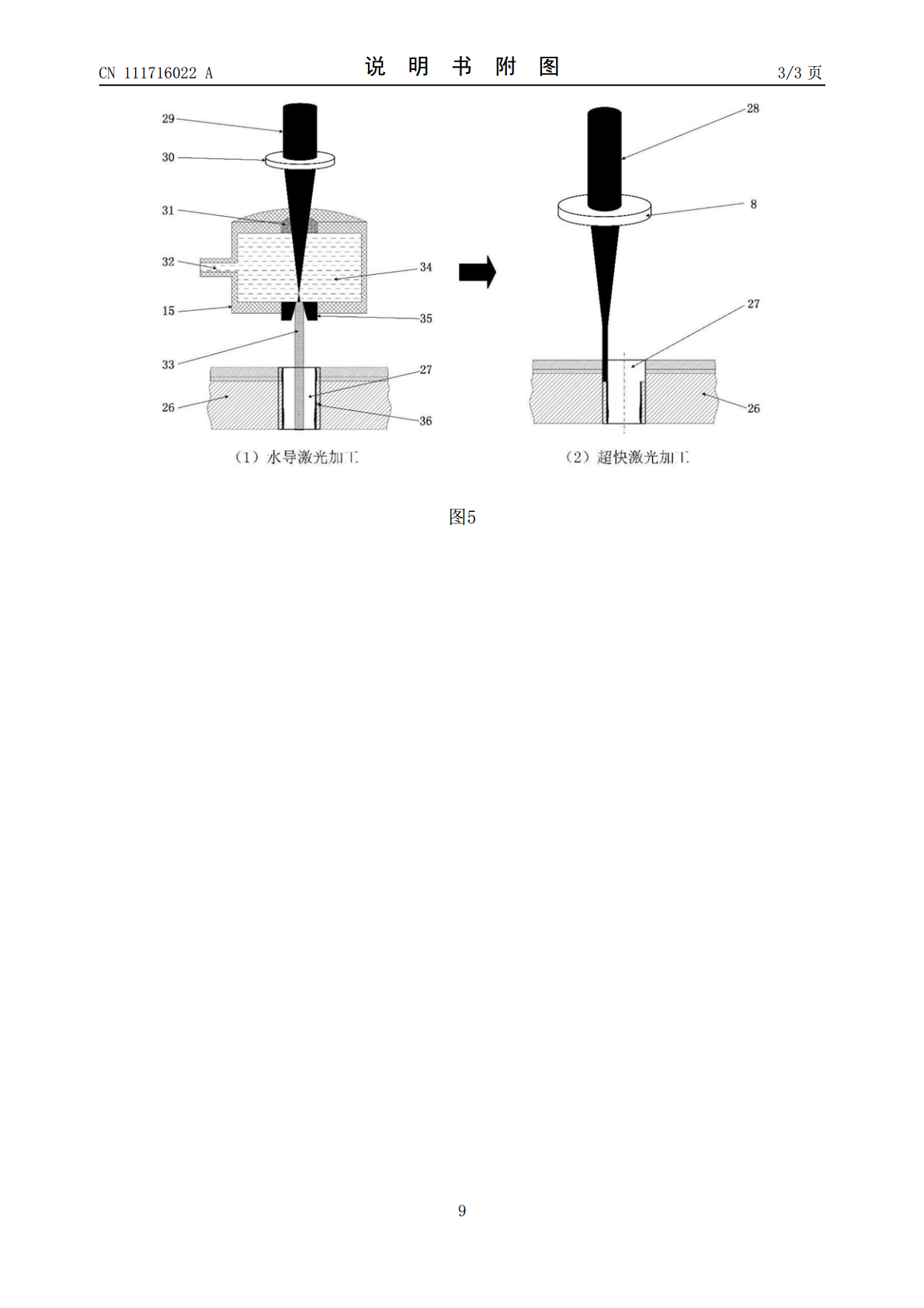
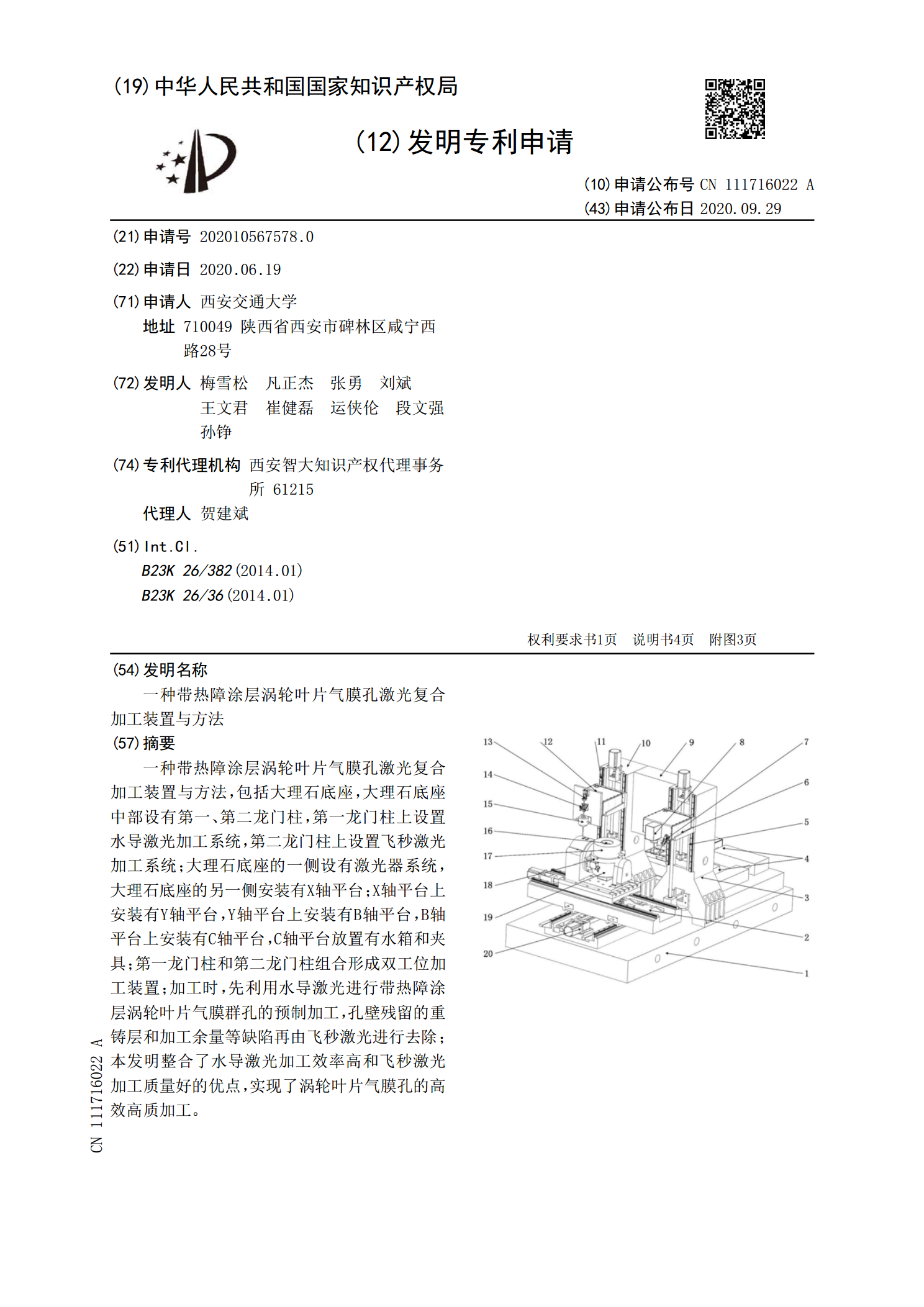
一种带热障涂层涡轮叶片气膜孔激光复合加工装置与方法,包括大理石底座,大理石底座中部设有第一、第二龙门柱,第一龙门柱上设置水导激光加工系统,第二龙门柱上设置飞秒激光加工系统;大理石底座的一侧设有激光器系统,大理石底座的另一侧安装有X轴平台;X轴平台上安装有Y轴平台,Y轴平台上安装有B轴平台,B轴平台上安装有C轴平台,C轴平台放置有水箱和夹具;第一龙门柱和第二龙门柱组合形成双工位加工装置;加工时,先利用水导激光进行带热障涂层涡轮叶片气膜群孔的预制加工,孔壁残留的重铸层和加工余量等缺陷再由飞秒激光进行去除;本发

一种带热障涂层涡轮叶片冷却孔的高能激光分步加工方法.pdf
一种带热障涂层涡轮叶片冷却孔的高能激光分步加工方法,利用激光加工带热障涂层涡轮叶片上小孔时,采用分步加工的思想,即先利用散焦毫秒激光在陶瓷层上旋切一个孔径为涡轮叶片基体初加工孔径1.5-2倍的斜直孔,主要为了降低热应力和熔化喷射应力的影响;再用聚焦毫秒激光加工涡轮叶片基体部分,并留有加工余量,主要用来改变熔融物流体喷射路径和方向,降低涂层及其界面处的喷射机械应力;最后利用小能量散焦激光旋切去除余量,主要为了降低高能激光对材料系统的热影响,降低材料的热应力,也将对消除分层开裂现象带来好处。
高压涡轮导向叶片的气膜孔与热障涂层匹配方法.pdf
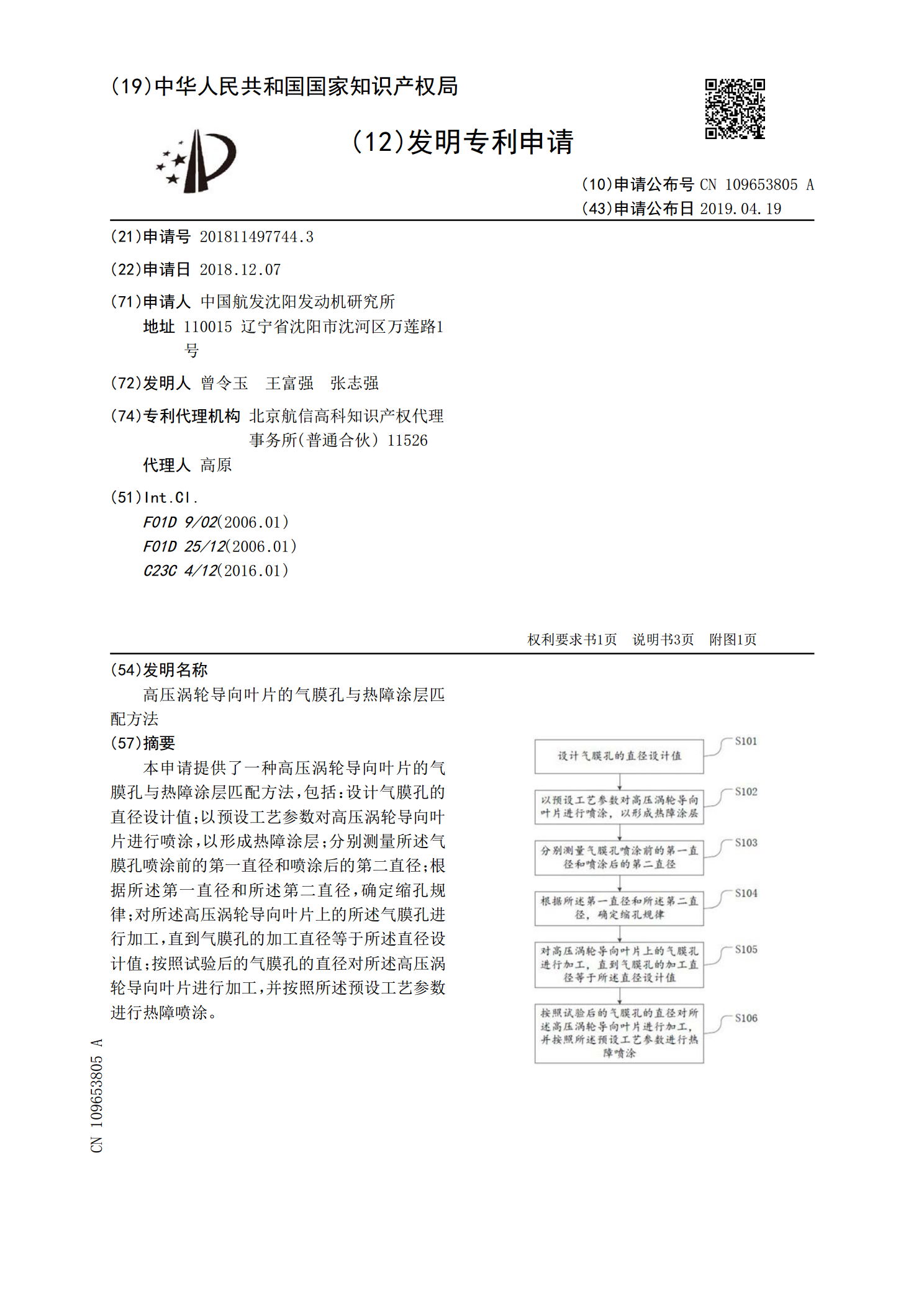
本申请提供了一种高压涡轮导向叶片的气膜孔与热障涂层匹配方法,包括:设计气膜孔的直径设计值;以预设工艺参数对高压涡轮导向叶片进行喷涂,以形成热障涂层;分别测量所述气膜孔喷涂前的第一直径和喷涂后的第二直径;根据所述第一直径和所述第二直径,确定缩孔规律;对所述高压涡轮导向叶片上的所述气膜孔进行加工,直到气膜孔的加工直径等于所述直径设计值;按照试验后的气膜孔的直径对所述高压涡轮导向叶片进行加工,并按照所述预设工艺参数进行热障喷涂。

一种激光直接加工涡轮叶片气膜异型孔的方法.pdf
本发明是一种激光直接加工涡轮叶片气膜异型孔的方法,该方法的核心内容是利用二维数控旋转激光加工头的特点,并应用配置二维旋转加工头的多轴数控激光加工机床的RTCP功能,即围绕刀具中心点旋转功能,实现倾斜于材料表面的异型孔(含漏斗状的入口以及圆柱状的出口),一次装夹、定位激光直接自动加工完成。弥补了原有二次加工方式的不足。该方法已经进行了试验验证,加工异型孔的效率、精度均得到明显提高,具备实用条件。该方法不仅应用于航空发动机制造,而且可以推广应用于燃气轮机等民用产品。

一种激光直接加工涡轮叶片气膜异型孔的方法.pdf
本发明是一种激光直接加工涡轮叶片气膜异型孔的方法,该方法的核心内容是利用二维数控旋转激光加工头的特点,并应用配置二维旋转加工头的多轴数控激光加工机床的RTCP功能,即围绕刀具中心点旋转功能,实现倾斜于材料表面的异型孔(含漏斗状的入口以及圆柱状的出口),一次装夹、定位激光直接自动加工完成。弥补了原有二次加工方式的不足。该方法已经进行了试验验证,加工异型孔的效率、精度均得到明显提高,具备实用条件。该方法不仅应用于航空发动机制造,而且可以推广应用于燃气轮机等民用产品。