
轮胎硫化模具以及轮胎制造方法.pdf

志信****pp


1/9
2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮胎硫化模具以及轮胎制造方法.pdf
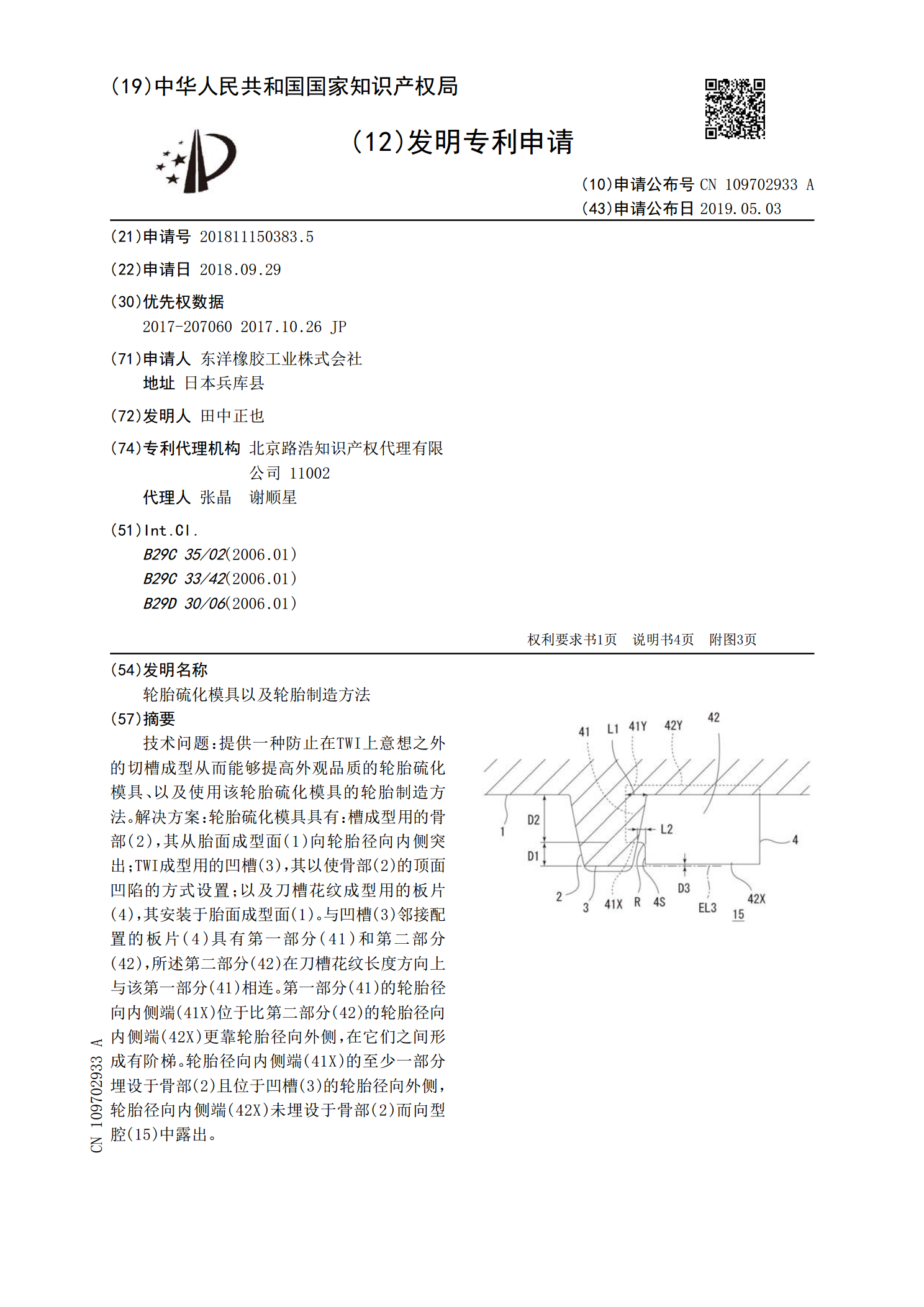
技术问题:提供一种防止在TWI上意想之外的切槽成型从而能够提高外观品质的轮胎硫化模具、以及使用该轮胎硫化模具的轮胎制造方法。解决方案:轮胎硫化模具具有:槽成型用的骨部(2),其从胎面成型面(1)向轮胎径向内侧突出;TWI成型用的凹槽(3),其以使骨部(2)的顶面凹陷的方式设置;以及刀槽花纹成型用的板片(4),其安装于胎面成型面(1)。与凹槽(3)邻接配置的板片(4)具有第一部分(41)和第二部分(42),所述第二部分(42)在刀槽花纹长度方向上与该第一部分(41)相连。第一部分(41)的轮胎径向内侧端(4

轮胎硫化模具以及轮胎制造方法.pdf
技术问题:提供一种能够提高槽底隆起的外观品质的轮胎硫化模具、以及使用了该轮胎硫化模具的轮胎的制造方法。解决方案:本发明的轮胎硫化模具具有:胎面成型面(1),其与设置于型腔(15)的轮胎的胎面接触;槽部形成用的凸部(2),其从胎面成型面(1)向轮胎径向内侧突出;槽底隆起形成用的凹槽(3),其以使凸部(2)的顶面凹陷的方式形成;排气孔(4),其在胎面成型面(1)开口;排气孔(5),其在凹槽(3)的底面开口;以及弹簧排气件(50),其安装于排气孔(5)。
轮胎硫化模具以及使用该轮胎硫化模具的轮胎的制造方法.pdf
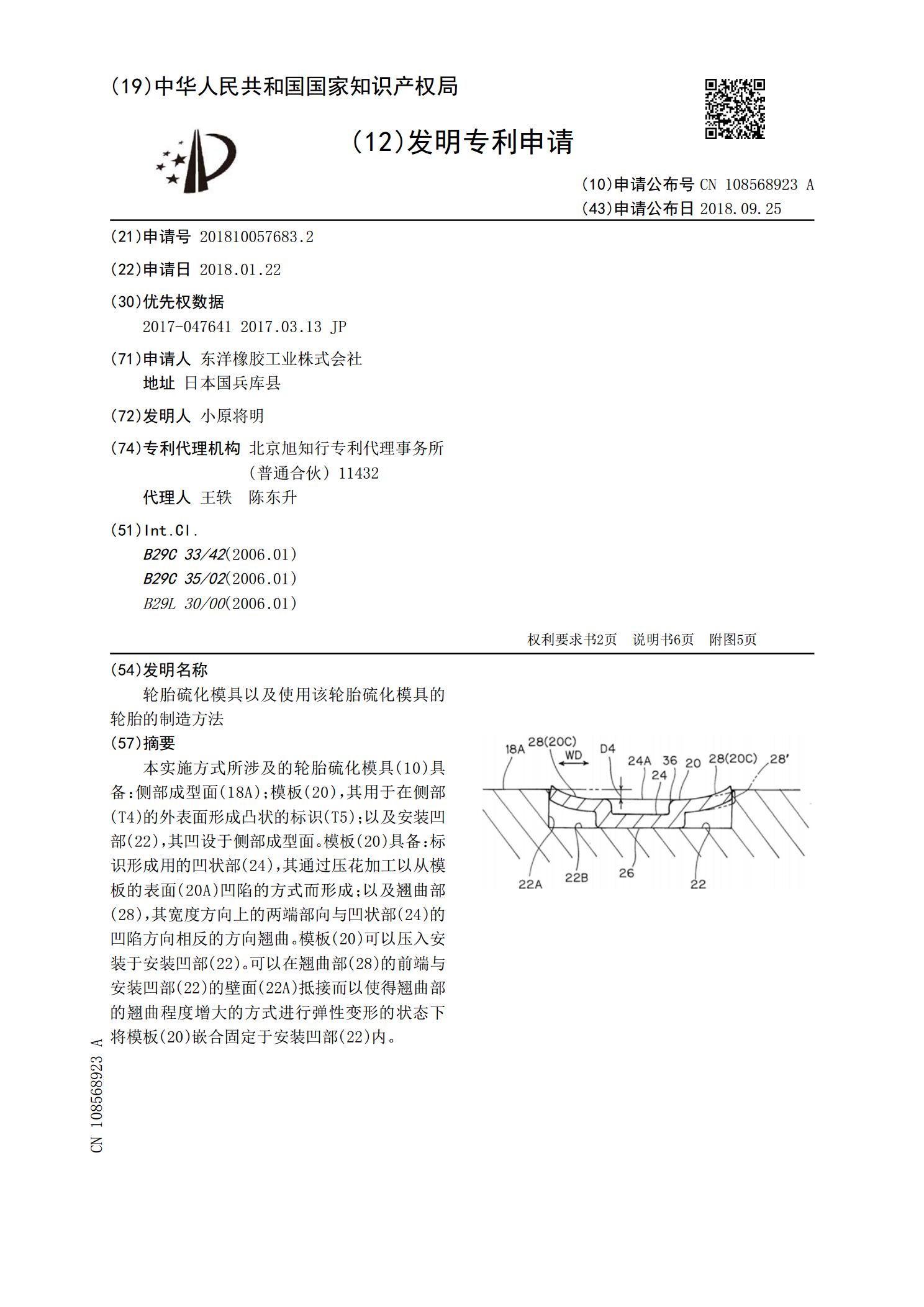
本实施方式所涉及的轮胎硫化模具(10)具备:侧部成型面(18A);模板(20),其用于在侧部(T4)的外表面形成凸状的标识(T5);以及安装凹部(22),其凹设于侧部成型面。模板(20)具备:标识形成用的凹状部(24),其通过压花加工以从模板的表面(20A)凹陷的方式而形成;以及翘曲部(28),其宽度方向上的两端部向与凹状部(24)的凹陷方向相反的方向翘曲。模板(20)可以压入安装于安装凹部(22)。可以在翘曲部(28)的前端与安装凹部(22)的壁面(22A)抵接而以使得翘曲部的翘曲程度增大的方式进行弹性
轮胎硫化模具、用于铸造轮胎硫化模具的铸模、以及轮胎硫化模具的制造方法.pdf
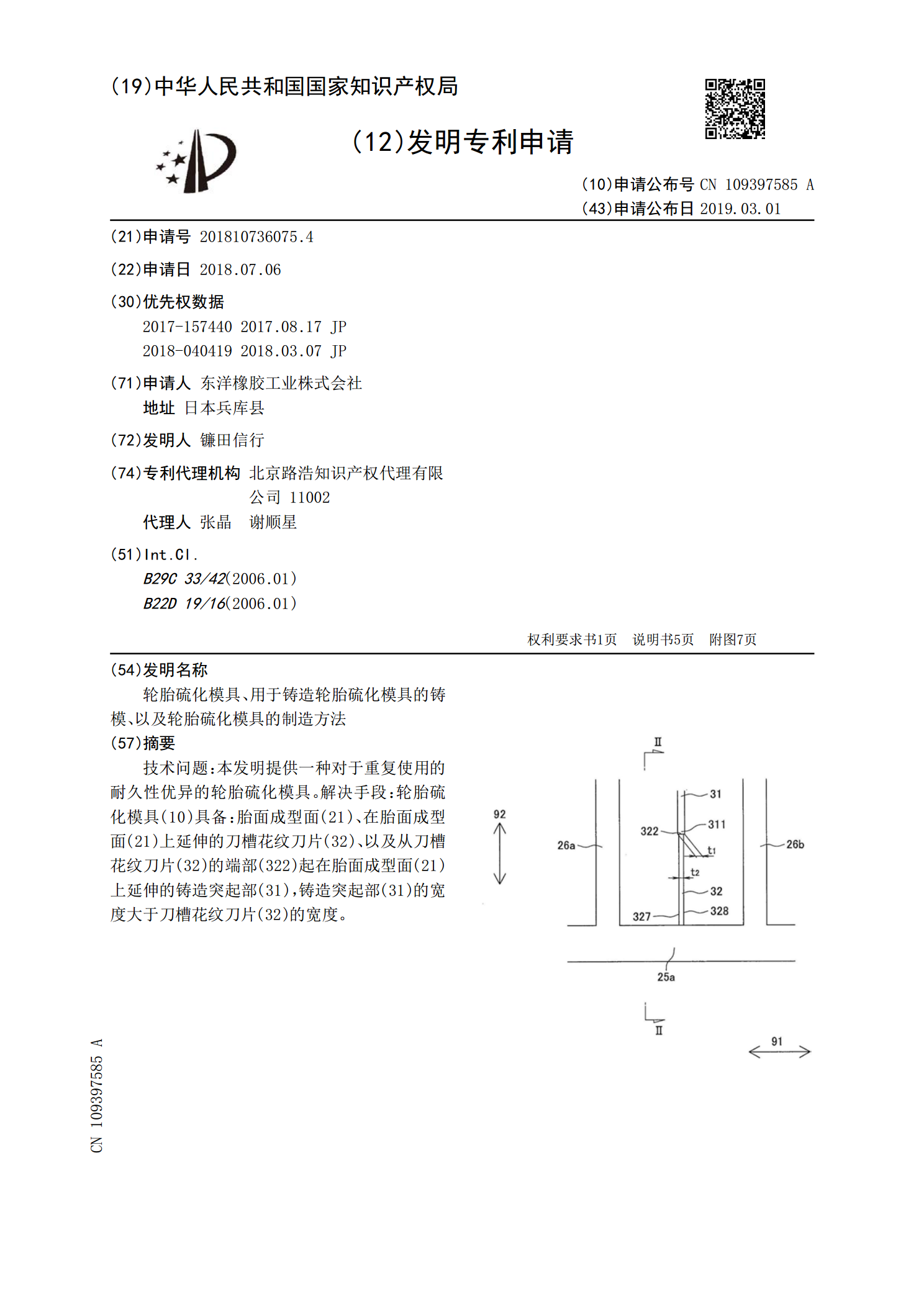
技术问题:本发明提供一种对于重复使用的耐久性优异的轮胎硫化模具。解决手段:轮胎硫化模具(10)具备:胎面成型面(21)、在胎面成型面(21)上延伸的刀槽花纹刀片(32)、以及从刀槽花纹刀片(32)的端部(322)起在胎面成型面(21)上延伸的铸造突起部(31),铸造突起部(31)的宽度大于刀槽花纹刀片(32)的宽度。

轮胎硫化模具、轮胎制造方法以及充气轮胎.pdf
技术问题:提供一种降低因胎面磨损标记引起的刚性差并能够抑制偏磨损的轮胎硫化模具、轮胎制造方法以及充气轮胎。解决方案:本发明轮胎硫化模具具有:胎面成型面(1),其与设置于型腔(15)的轮胎的胎面接触;槽成型用的骨部(2),其从胎面成型面(1)向轮胎径向内侧突出;胎面磨损标记成型用的凹槽(3),其以使骨部(2)的顶面凹陷的方式设置;以及切槽成型用的板状突起(6),其从该凹槽(3)的底面向轮胎径向内侧突出。