
减速器柔轮的加工方法.pdf

小代****回来

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

减速器柔轮的加工方法.pdf
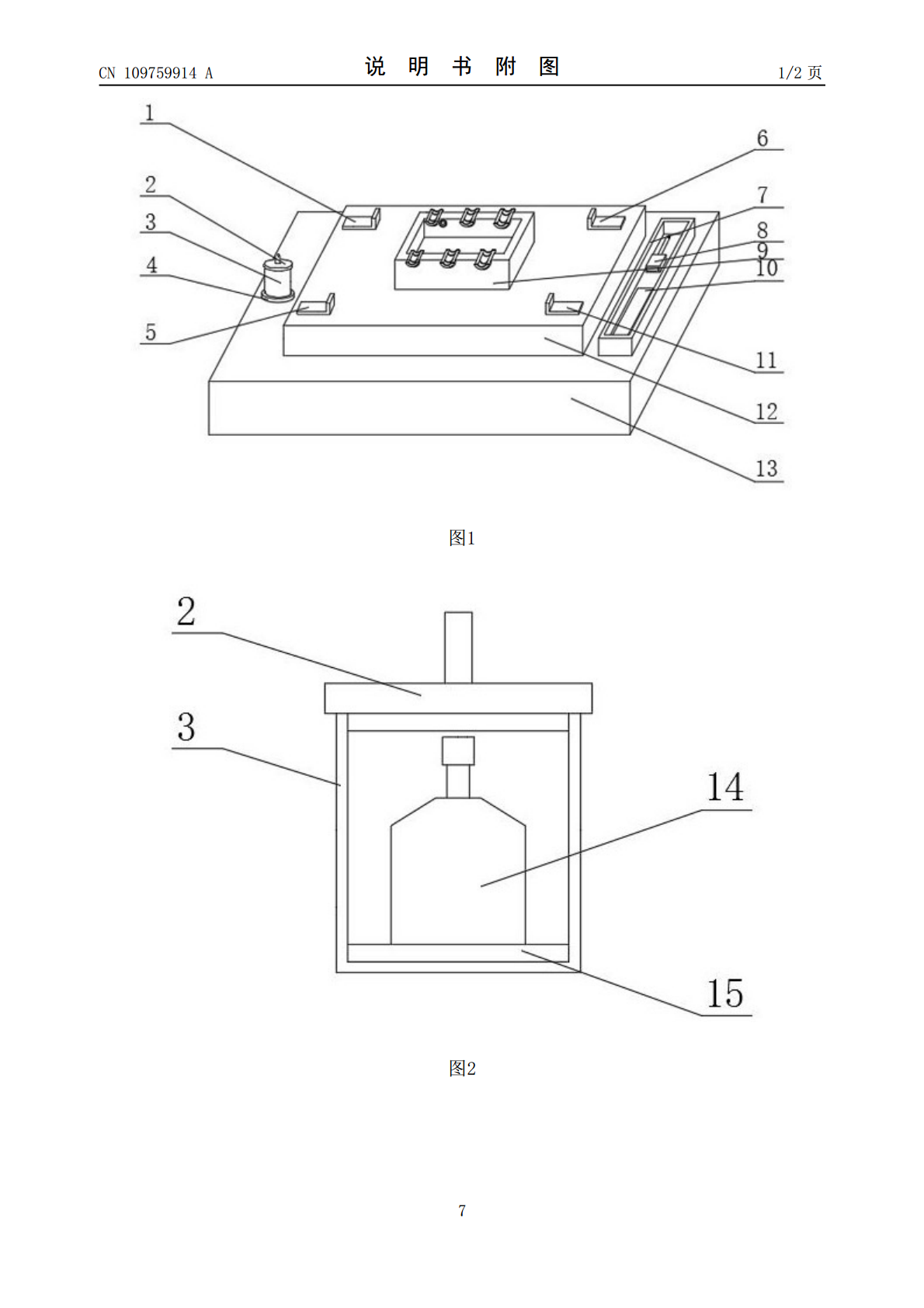
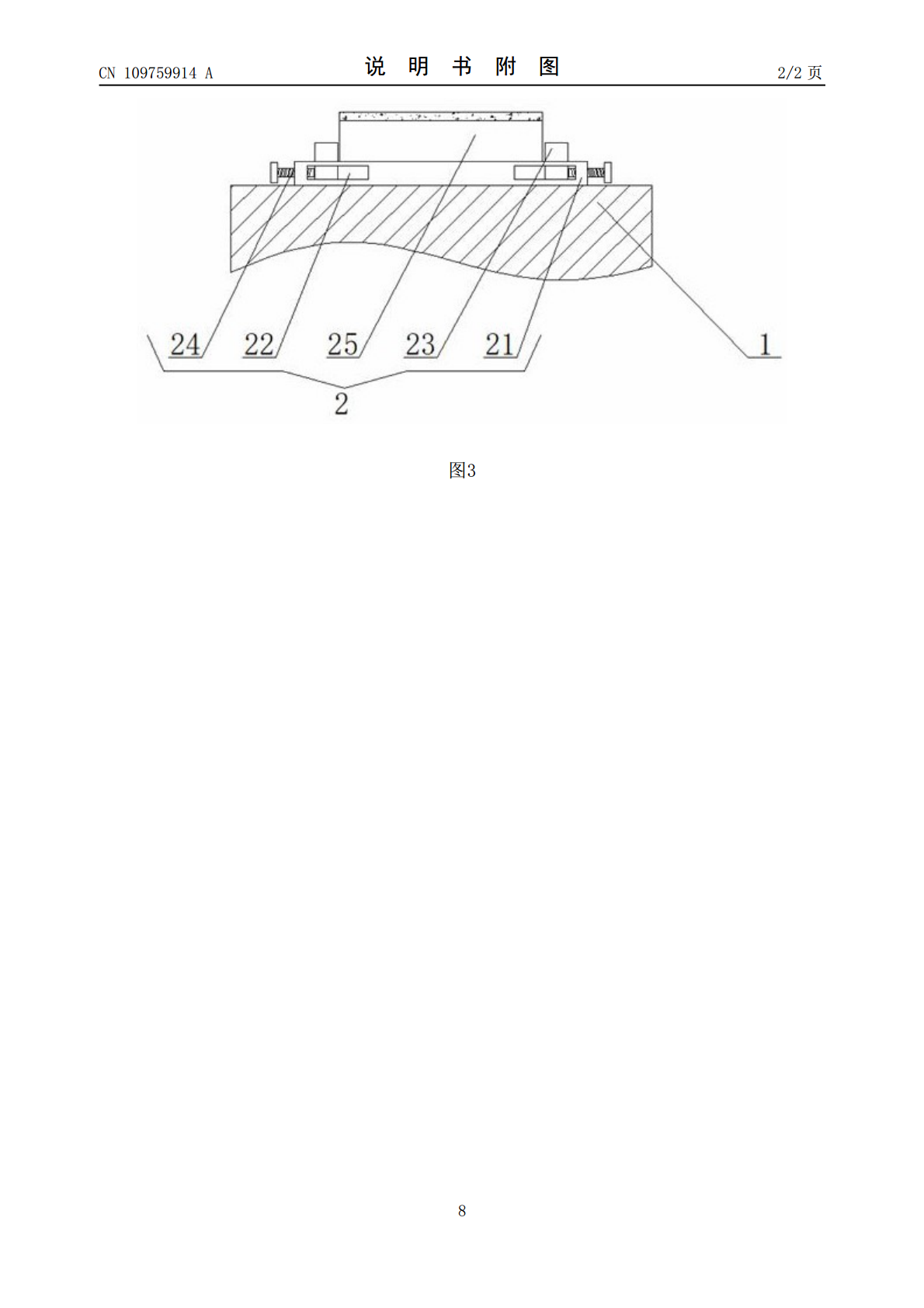
本发明涉及柔轮加工方法技术领域,且公开了减速器柔轮的加工方法,包括支撑座,所述支撑座顶部的一侧设有夹紧机构,且支撑座顶部的另一侧设有电动液压杆,所述电动液压杆的顶部设有支撑板,且支撑板底部的一侧设有伸缩杆,所述支撑板的顶部设有夹套,且夹套的内腔设有驱动电机,所述驱动电机输出轴的一端设有联轴器,所述联轴器的一侧设有转动杆,所述转动杆的一端设有圆盘。该减速器柔轮的加工方法,通过限位板、限位块和螺纹杆之间的相互配合,便于更好的对不同大小的固定块进行固定,从而解决了固定块在磨至一定的大小后就无法进行对柔轮的外表面
谐波减速器用柔轮的加工夹具及加工工艺.pdf
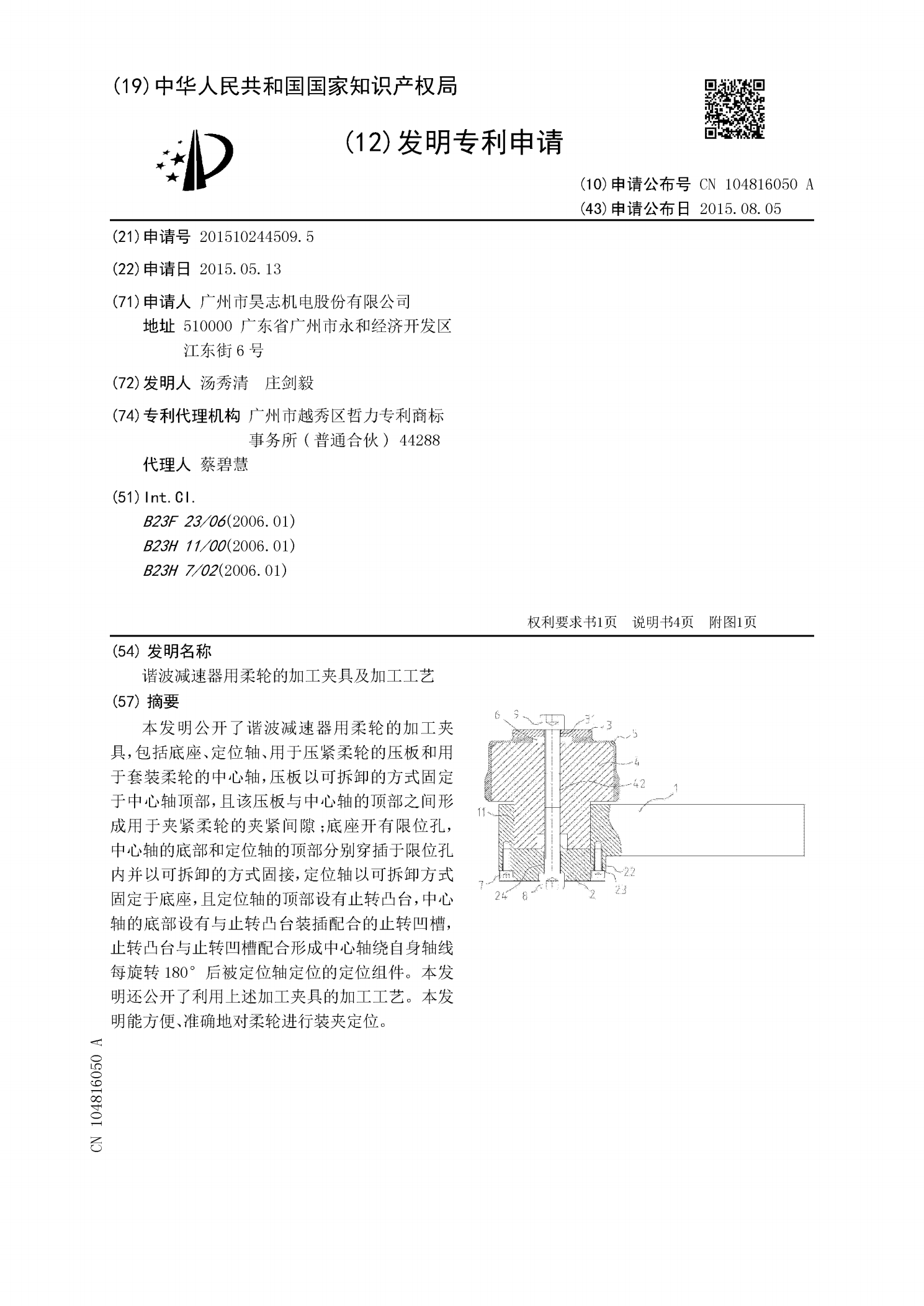
本发明公开了谐波减速器用柔轮的加工夹具,包括底座、定位轴、用于压紧柔轮的压板和用于套装柔轮的中心轴,压板以可拆卸的方式固定于中心轴顶部,且该压板与中心轴的顶部之间形成用于夹紧柔轮的夹紧间隙;底座开有限位孔,中心轴的底部和定位轴的顶部分别穿插于限位孔内并以可拆卸的方式固接,定位轴以可拆卸方式固定于底座,且定位轴的顶部设有止转凸台,中心轴的底部设有与止转凸台装插配合的止转凹槽,止转凸台与止转凹槽配合形成中心轴绕自身轴线每旋转180°后被定位轴定位的定位组件。本发明还公开了利用上述加工夹具的加工工艺。本发明能方

柔轮加工方法.pdf
本发明属于柔轮加工技术领域,具体公开了一种可提高柔轮的加工效率和精度的加工方法。该柔轮加工方法,首先加工出外圆夹持基准利于提高夹持精度并减小工件跳动,然后调整好液压内胀夹具和液压外胀夹具的装夹精度后分别装夹上柔轮毛坯依次粗精车内孔和外圆,最后将柔轮毛坯装夹到滚齿机上滚外齿,得到成品柔轮。整个加工过程中,通过液压内胀夹具的内胀膨胀部夹紧柔轮毛坯的外圆,通过液压外胀夹具的外胀膨胀部夹紧柔轮毛坯的内孔,可实现快速、安全装夹,不仅可保证夹持力在圆周360°方向上均匀分布,不会擦伤柔轮毛坯的精加工表面,而且通过给定
一种机器人减速器柔轮的加工方法.pdf
本发明涉及机器人,具体说是一种机器人减速器柔轮的加工方法,其包括在柔轮坯体的轴向中间位置沿周向车削一平底环形凹槽;再在平底环形凹槽槽底沿周向加工一环形V槽;在柔轮坯体外周位于环形凹槽一侧加工一排齿,在柔轮坯体外周位于环形凹槽另一侧加工另一排齿,每一齿的齿槽与环形凹槽相通,且槽底高于环形凹槽槽底或与环形凹槽槽底齐平;将柔轮坯体连接输出轴的一端加工成向外倾斜的缓冲段。本发明在柔轮外周加工成型两排不同齿数的齿,其可与相应的钢轮啮合,在传动过程中,可根据需要选择任意一种齿进行传动,从而达到实现传递两种传动比的目的
用于非晶柔轮的加工工装及非晶柔轮的加工方法.pdf
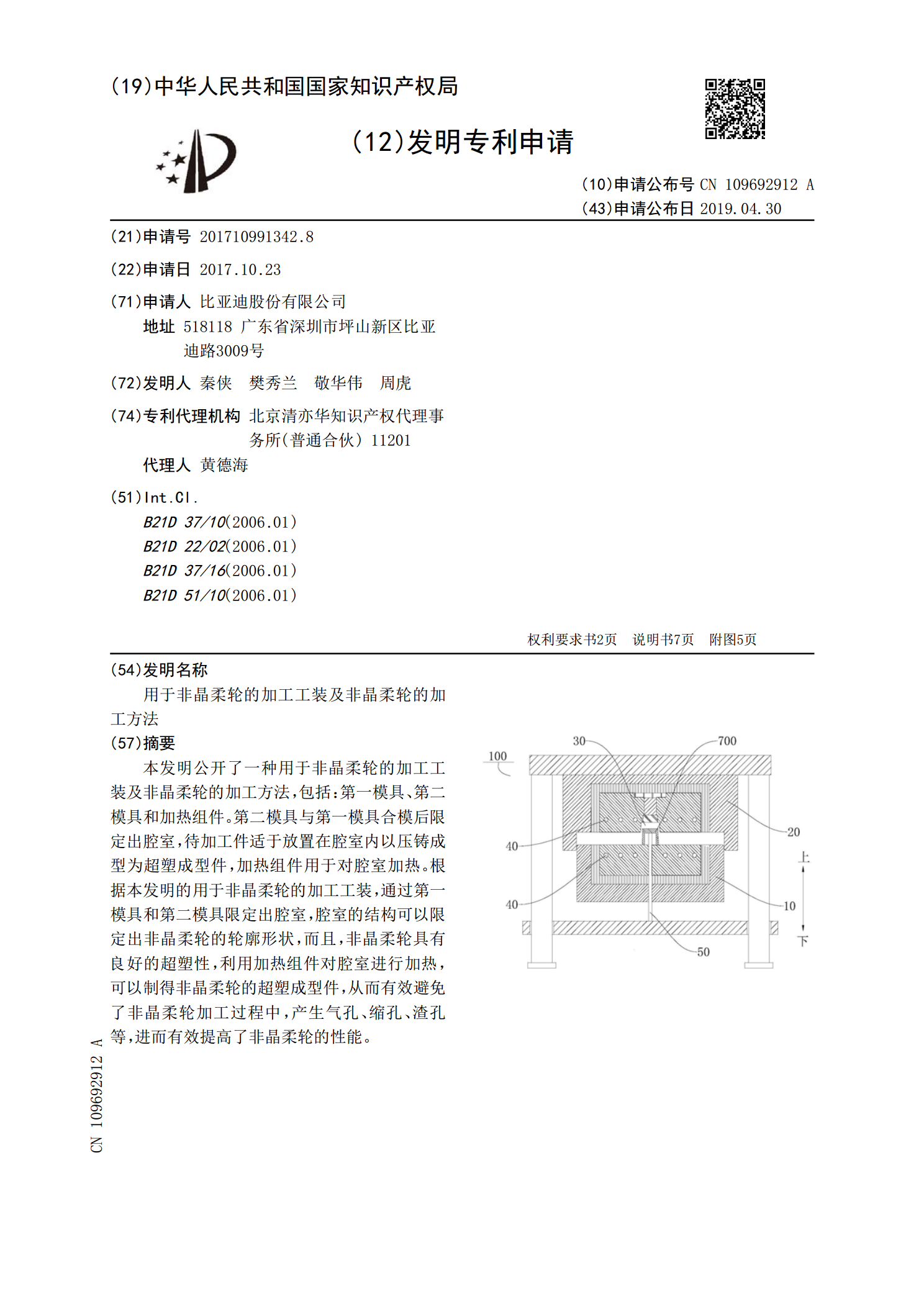
本发明公开了一种用于非晶柔轮的加工工装及非晶柔轮的加工方法,包括:第一模具、第二模具和加热组件。第二模具与第一模具合模后限定出腔室,待加工件适于放置在腔室内以压铸成型为超塑成型件,加热组件用于对腔室加热。根据本发明的用于非晶柔轮的加工工装,通过第一模具和第二模具限定出腔室,腔室的结构可以限定出非晶柔轮的轮廓形状,而且,非晶柔轮具有良好的超塑性,利用加热组件对腔室进行加热,可以制得非晶柔轮的超塑成型件,从而有效避免了非晶柔轮加工过程中,产生气孔、缩孔、渣孔等,进而有效提高了非晶柔轮的性能。