
一种适用于复杂曲面机器人砂带磨抛的切削深度预测方法及装置.pdf

文光****iu

1/10

2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种适用于复杂曲面机器人砂带磨抛的切削深度预测方法及装置.pdf
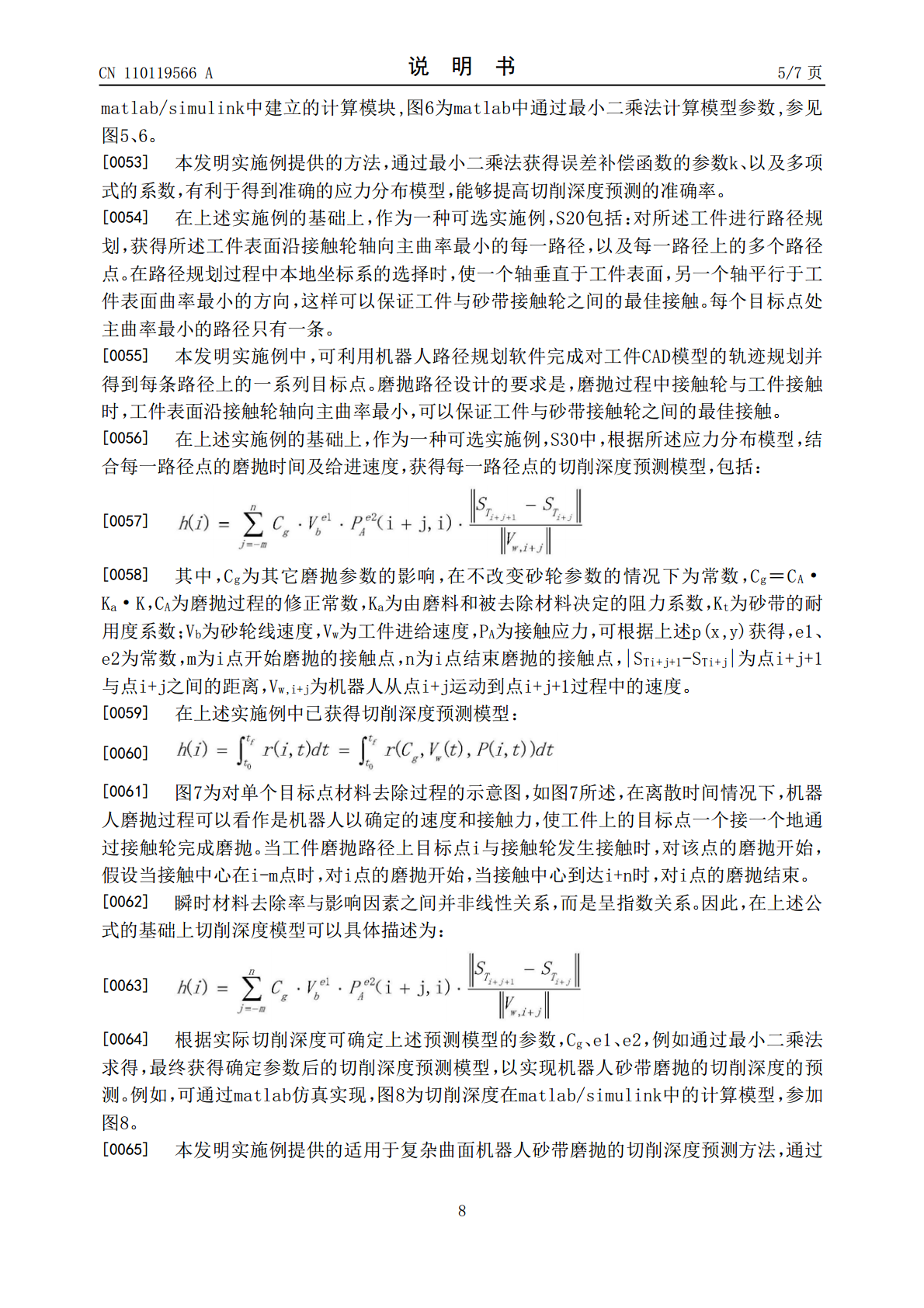
本发明实施例公开了一种适用于复杂曲面机器人砂带磨抛的切削深度预测方法及装置,该方法包括:通过有限元分析法获得接触轮与工件之间的应力分布,利用应力分布对接触轮与工件之间的赫兹接触模型进行修正,获得应力分布模型;获得工件经路径规划后得到的每一路径上的多个路径点;根据应力分布模型,结合每一路径点的磨抛时间及给进速度,获得每一路径点的切削深度预测模型,并基于实际切削深度确定预测模型的参数。该方法能够得到准确的应力分布模型,进一步获得切削深度预测模型,从而使磨抛过程中法向力和磨抛速度得到准确的控制,使工件的加工精度
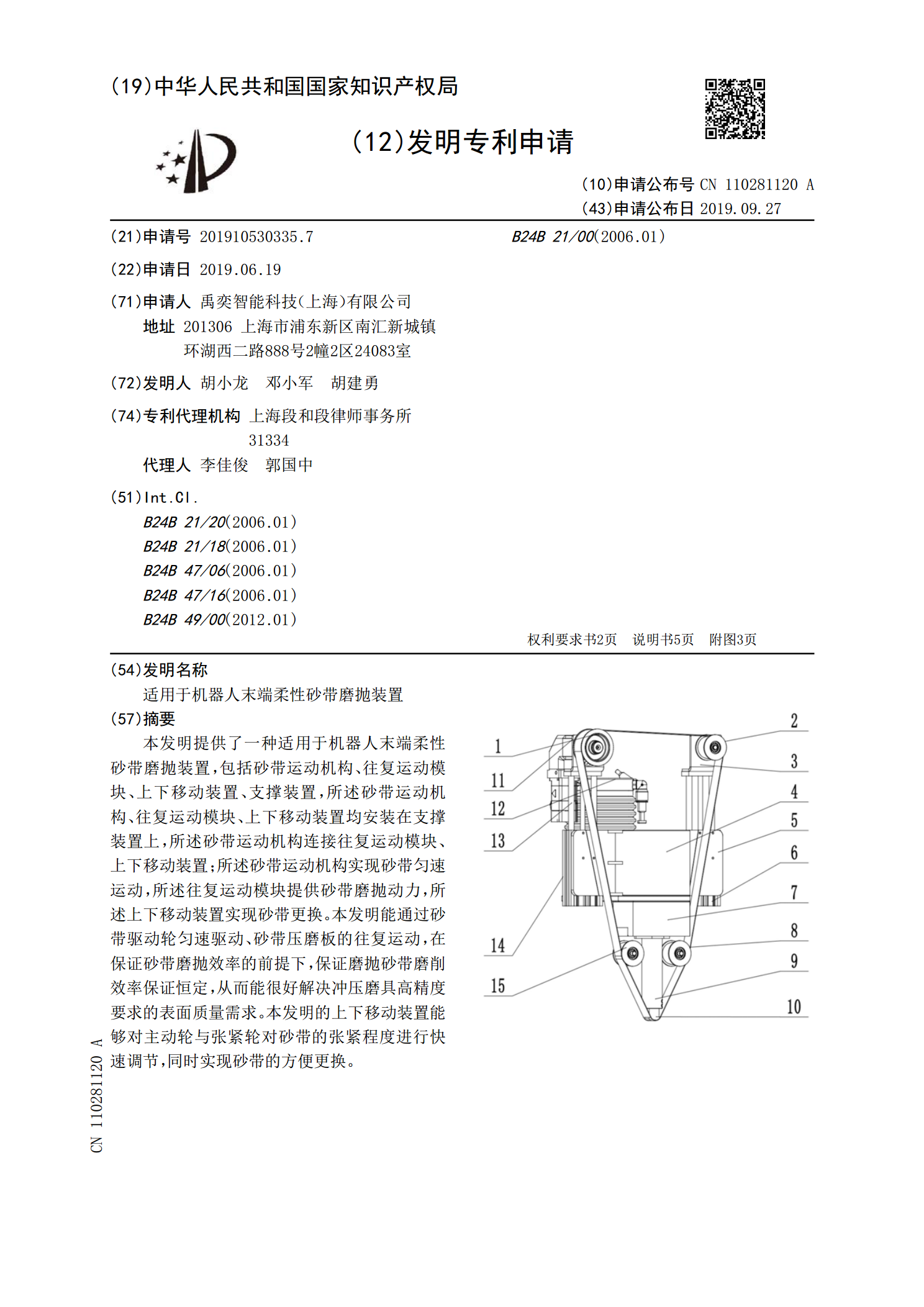
适用于机器人末端柔性砂带磨抛装置.pdf
本发明提供了一种适用于机器人末端柔性砂带磨抛装置,包括砂带运动机构、往复运动模块、上下移动装置、支撑装置,所述砂带运动机构、往复运动模块、上下移动装置均安装在支撑装置上,所述砂带运动机构连接往复运动模块、上下移动装置;所述砂带运动机构实现砂带匀速运动,所述往复运动模块提供砂带磨抛动力,所述上下移动装置实现砂带更换。本发明能通过砂带驱动轮匀速驱动、砂带压磨板的往复运动,在保证砂带磨抛效率的前提下,保证磨抛砂带磨削效率保证恒定,从而能很好解决冲压磨具高精度要求的表面质量需求。本发明的上下移动装置能够对主动轮与
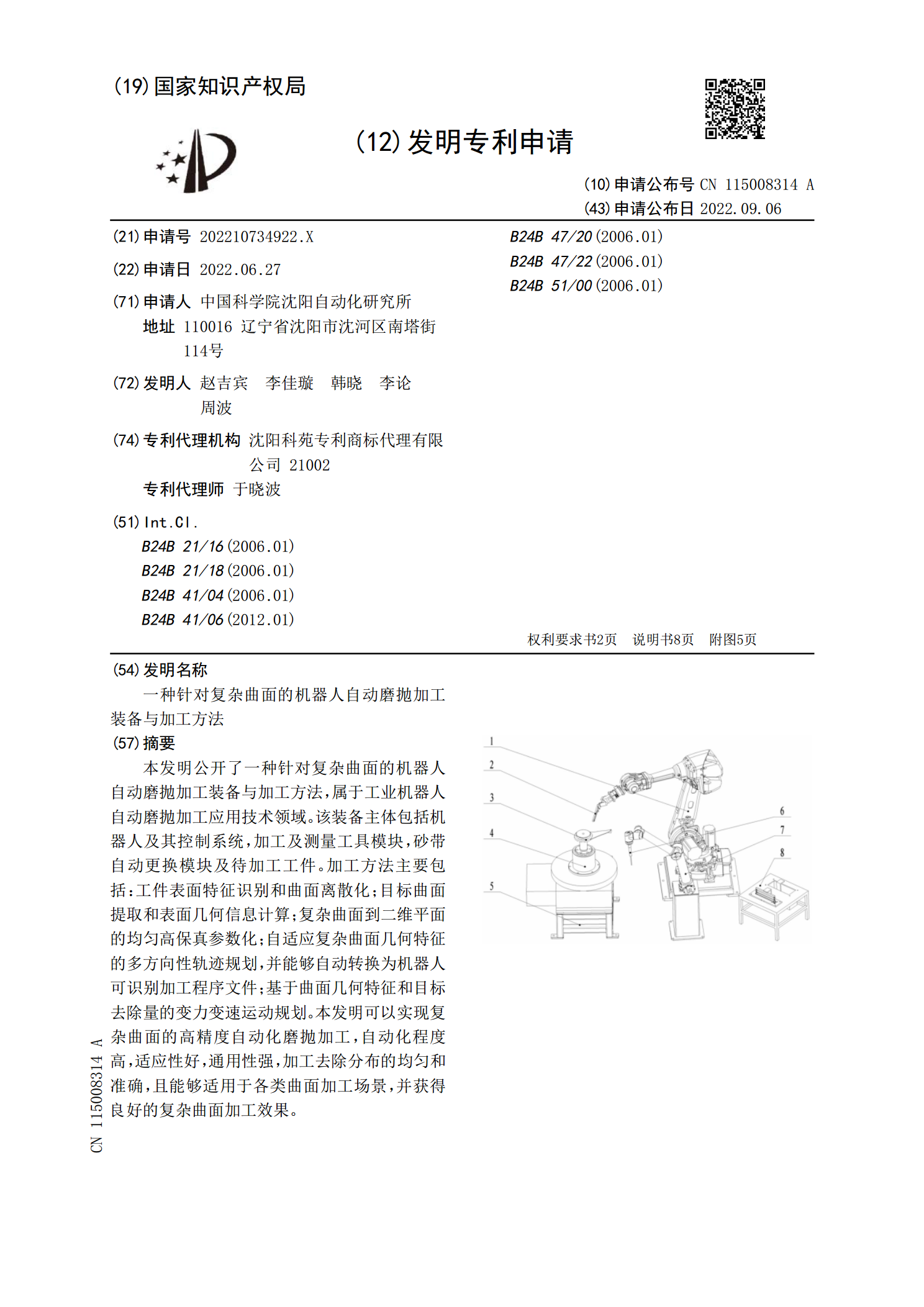
一种针对复杂曲面的机器人自动磨抛加工装备与加工方法.pdf
本发明公开了一种针对复杂曲面的机器人自动磨抛加工装备与加工方法,属于工业机器人自动磨抛加工应用技术领域。该装备主体包括机器人及其控制系统,加工及测量工具模块,砂带自动更换模块及待加工工件。加工方法主要包括:工件表面特征识别和曲面离散化;目标曲面提取和表面几何信息计算;复杂曲面到二维平面的均匀高保真参数化;自适应复杂曲面几何特征的多方向性轨迹规划,并能够自动转换为机器人可识别加工程序文件;基于曲面几何特征和目标去除量的变力变速运动规划。本发明可以实现复杂曲面的高精度自动化磨抛加工,自动化程度高,适应性好,通
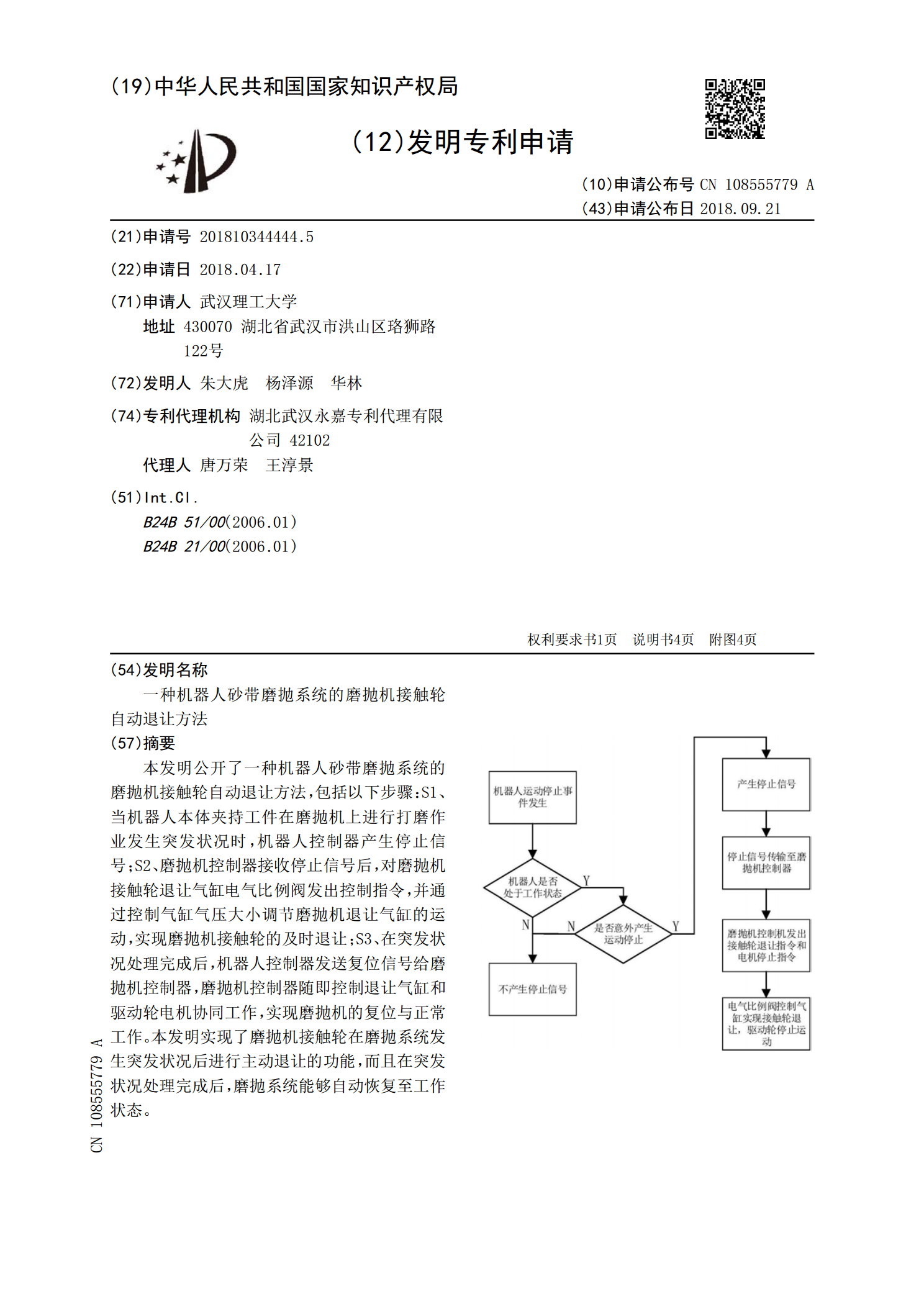
一种机器人砂带磨抛系统的磨抛机接触轮自动退让方法.pdf
本发明公开了一种机器人砂带磨抛系统的磨抛机接触轮自动退让方法,包括以下步骤:S1、当机器人本体夹持工件在磨抛机上进行打磨作业发生突发状况时,机器人控制器产生停止信号;S2、磨抛机控制器接收停止信号后,对磨抛机接触轮退让气缸电气比例阀发出控制指令,并通过控制气缸气压大小调节磨抛机退让气缸的运动,实现磨抛机接触轮的及时退让;S3、在突发状况处理完成后,机器人控制器发送复位信号给磨抛机控制器,磨抛机控制器随即控制退让气缸和驱动轮电机协同工作,实现磨抛机的复位与正常工作。本发明实现了磨抛机接触轮在磨抛系统发生突发

一种用于复杂曲面的砂带研磨装置.pdf
本发明公开了一种用于复杂曲面的砂带研磨装置,包括X轴床身、Y轴床身、Z轴床身、工作台组件、磨头座和磨头组件;本发明通过砂带缠绕在放卷轮、收卷轮、接触轮及中间过渡轮系上,在这些轮系的共同作用下,砂带能够产生一定速率的磨削运动。通过六轴联动的方式驱动接触轮,本方法能够实现航空发动机叶片等具有复杂曲面结构的工件只做进给运动的条件下,进行纵横两个方向的磨削加工,而纵向磨削加工所产生的磨纹能够改善工件的疲劳强度等力学性能,获得很好的加工效果。通过六轴联动的控制方式,还能够实现复杂曲面结构的工件其他部位如叶片的根部、