
弱刚性磨杆磨削深孔的加工方法.pdf

山柳****魔王


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
弱刚性磨杆磨削深孔的加工方法.pdf
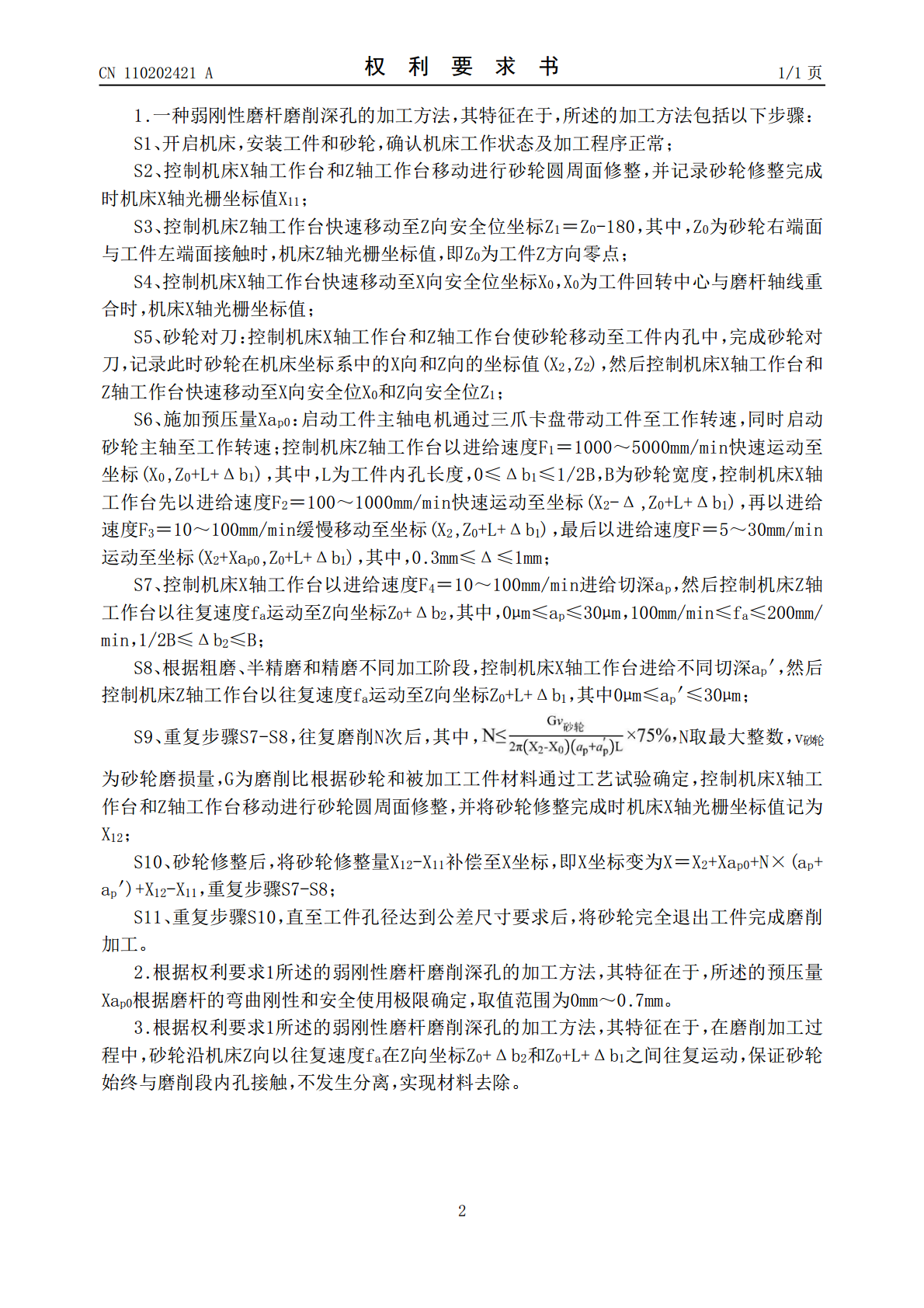
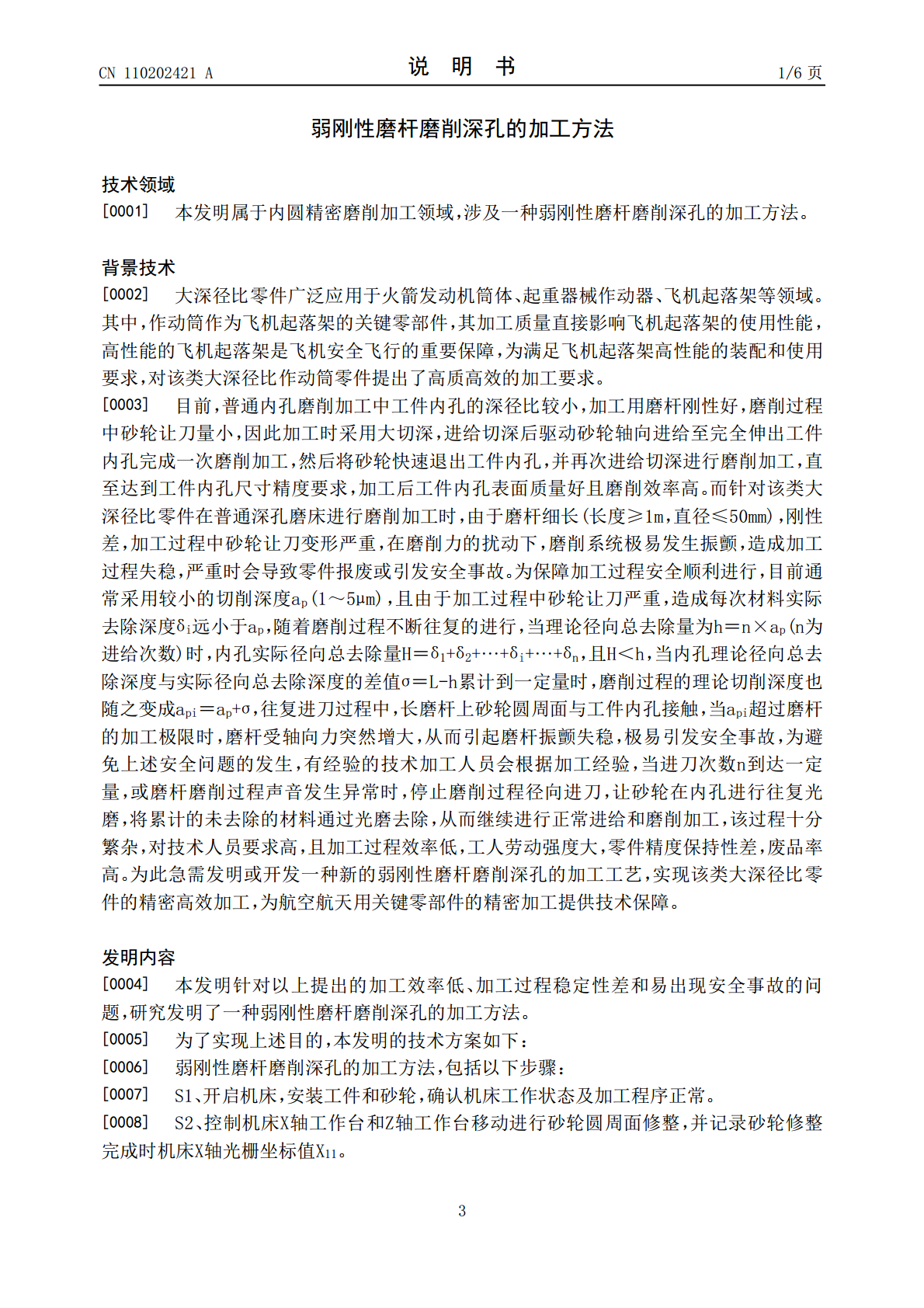
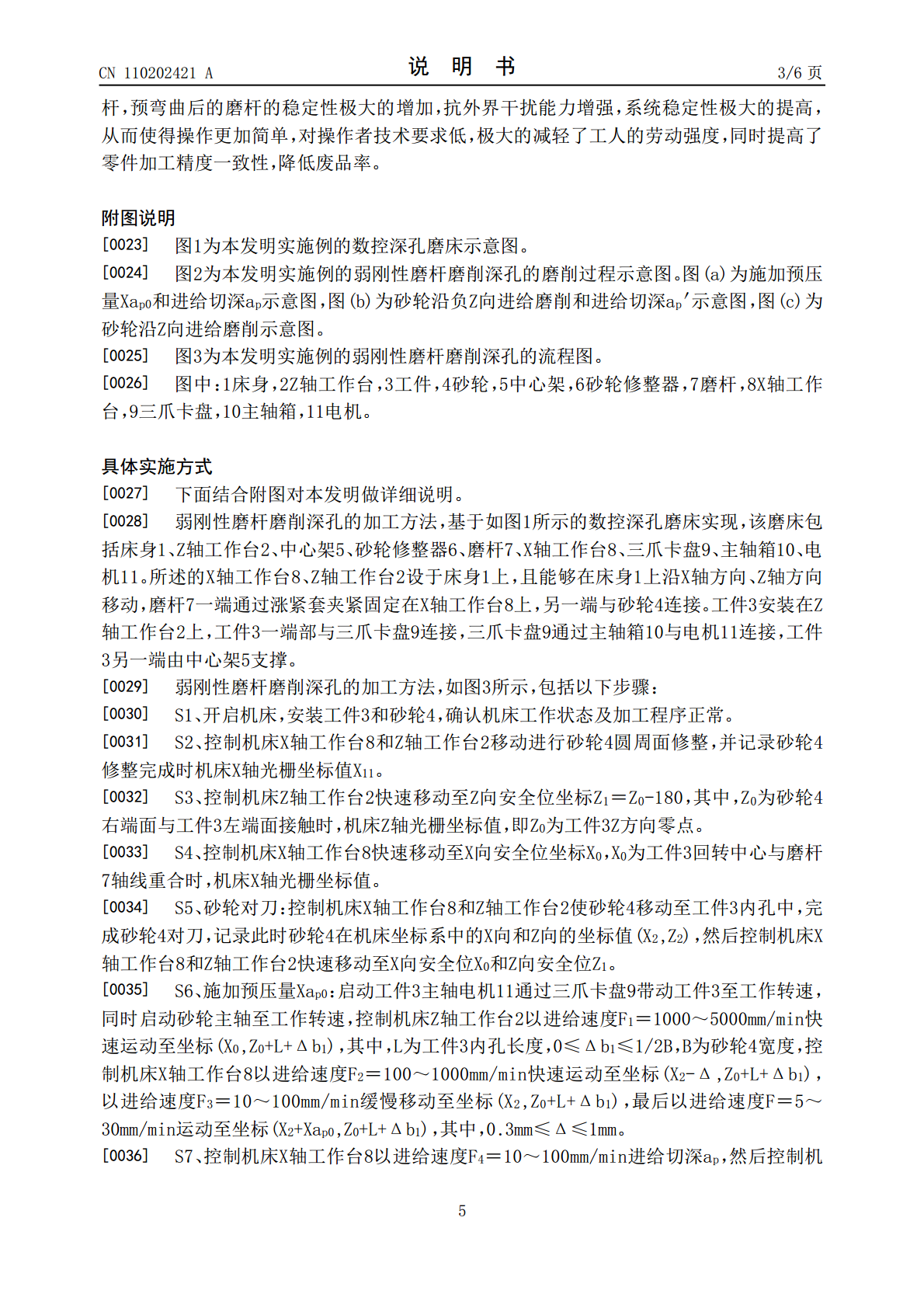
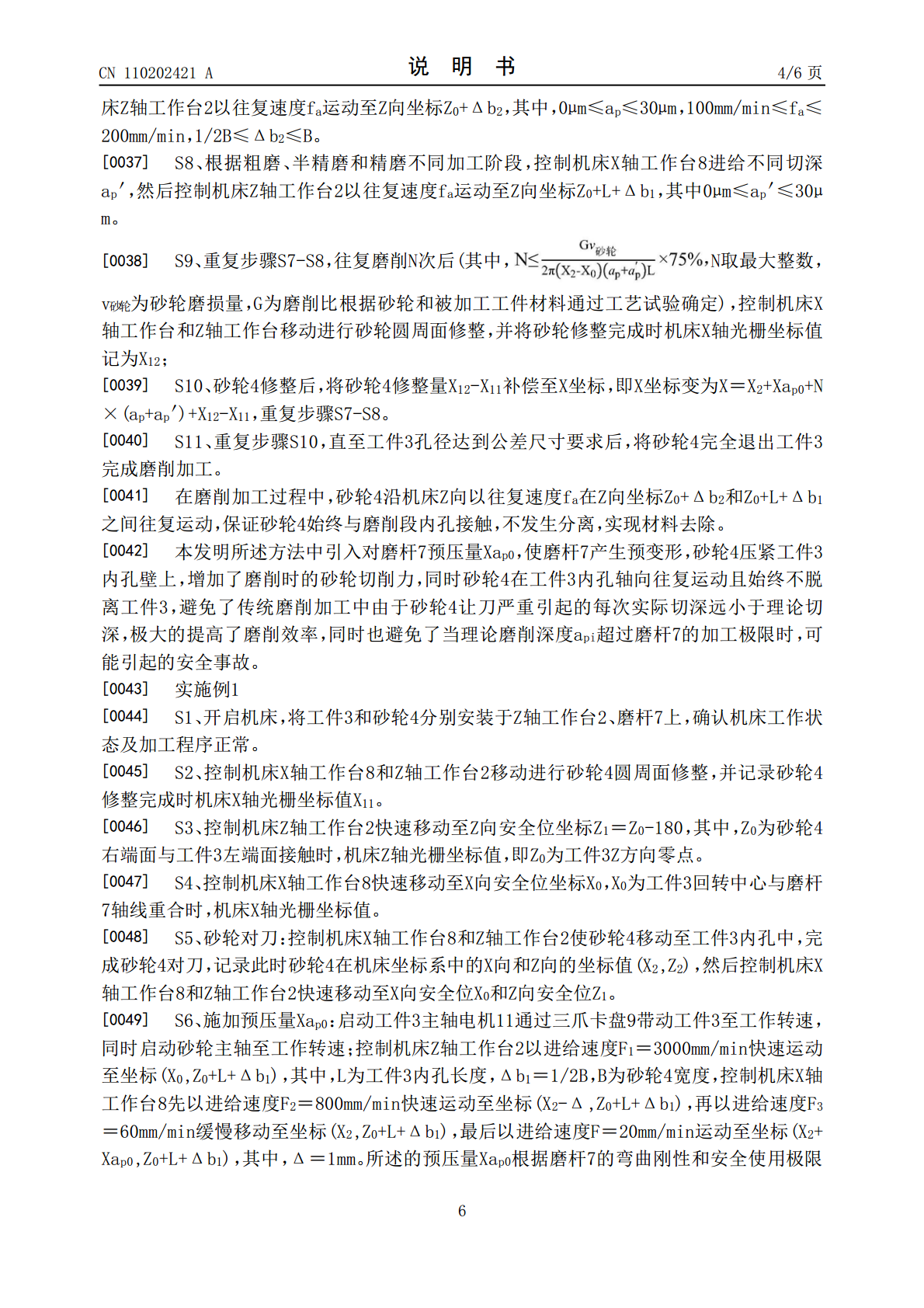
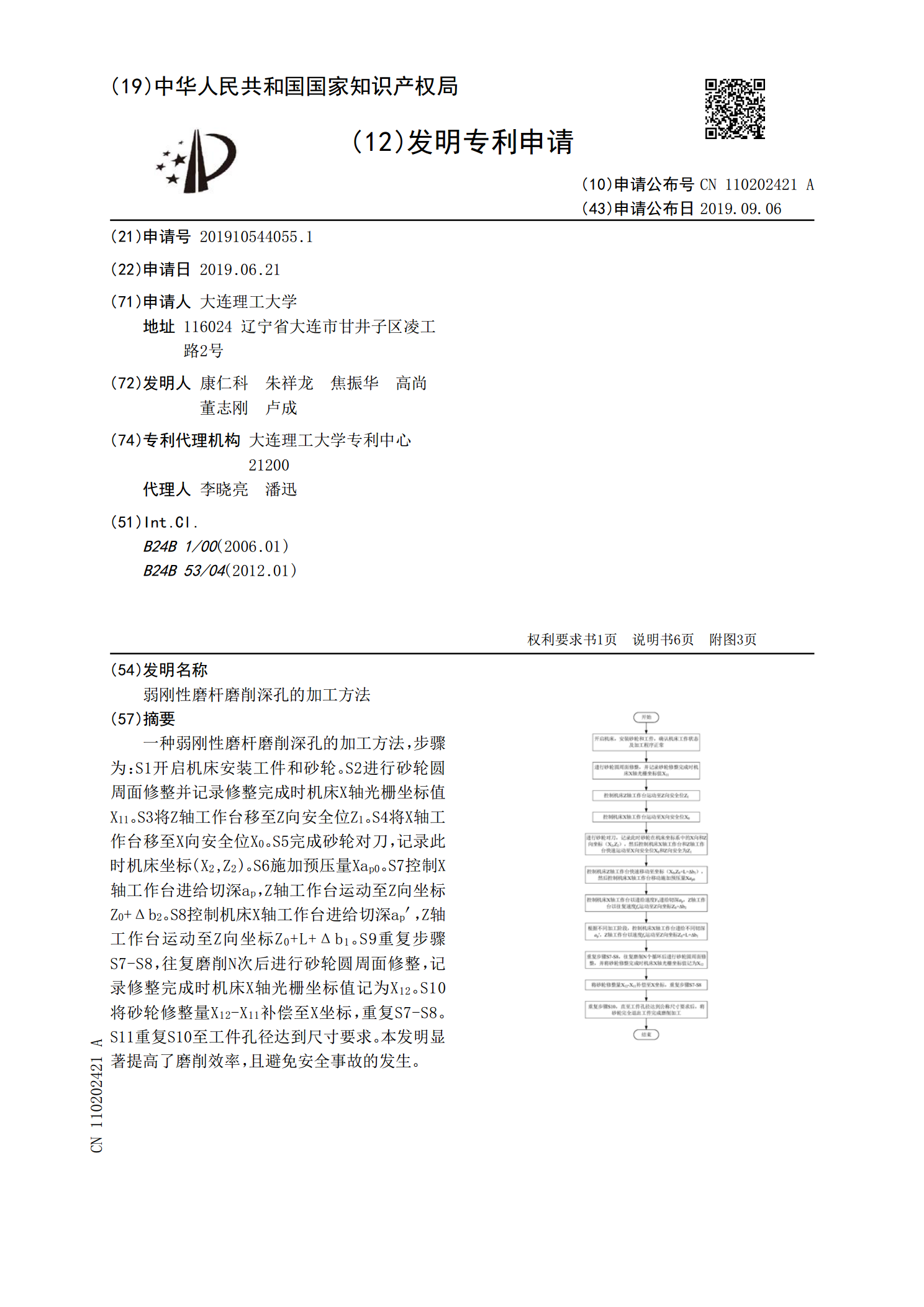
一种弱刚性磨杆磨削深孔的加工方法,步骤为:S1开启机床安装工件和砂轮。S2进行砂轮圆周面修整并记录修整完成时机床X轴光栅坐标值X
大长径比弱刚性磨杆磨削短孔的加工方法.pdf
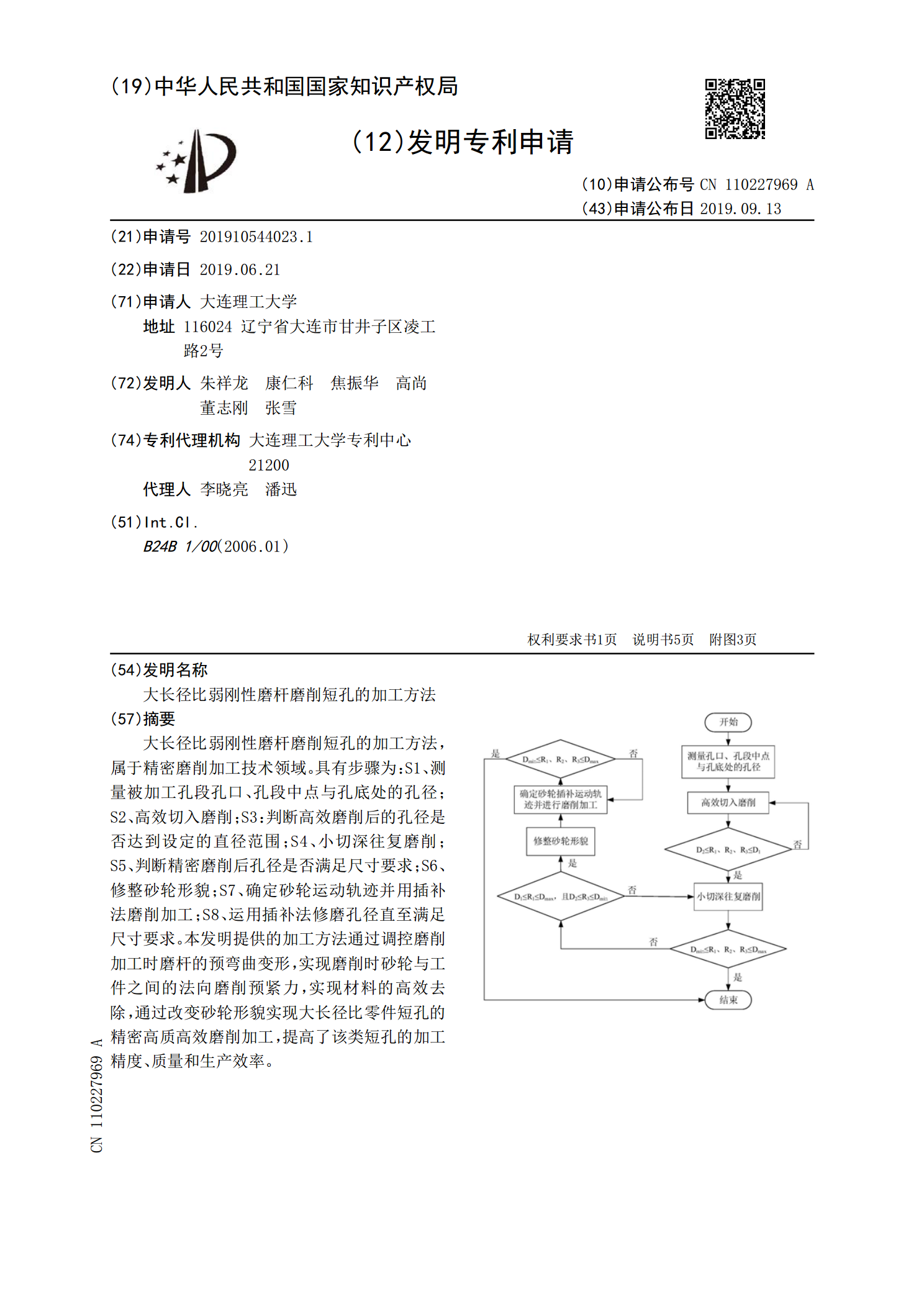
大长径比弱刚性磨杆磨削短孔的加工方法,属于精密磨削加工技术领域。具有步骤为:S1、测量被加工孔段孔口、孔段中点与孔底处的孔径;S2、高效切入磨削;S3:判断高效磨削后的孔径是否达到设定的直径范围;S4、小切深往复磨削;S5、判断精密磨削后孔径是否满足尺寸要求;S6、修整砂轮形貌;S7、确定砂轮运动轨迹并用插补法磨削加工;S8、运用插补法修磨孔径直至满足尺寸要求。本发明提供的加工方法通过调控磨削加工时磨杆的预弯曲变形,实现磨削时砂轮与工件之间的法向磨削预紧力,实现材料的高效去除,通过改变砂轮形貌实现大长径比
深孔内螺纹加工镗杆及采用镗杆加工深孔螺纹的方法.pdf
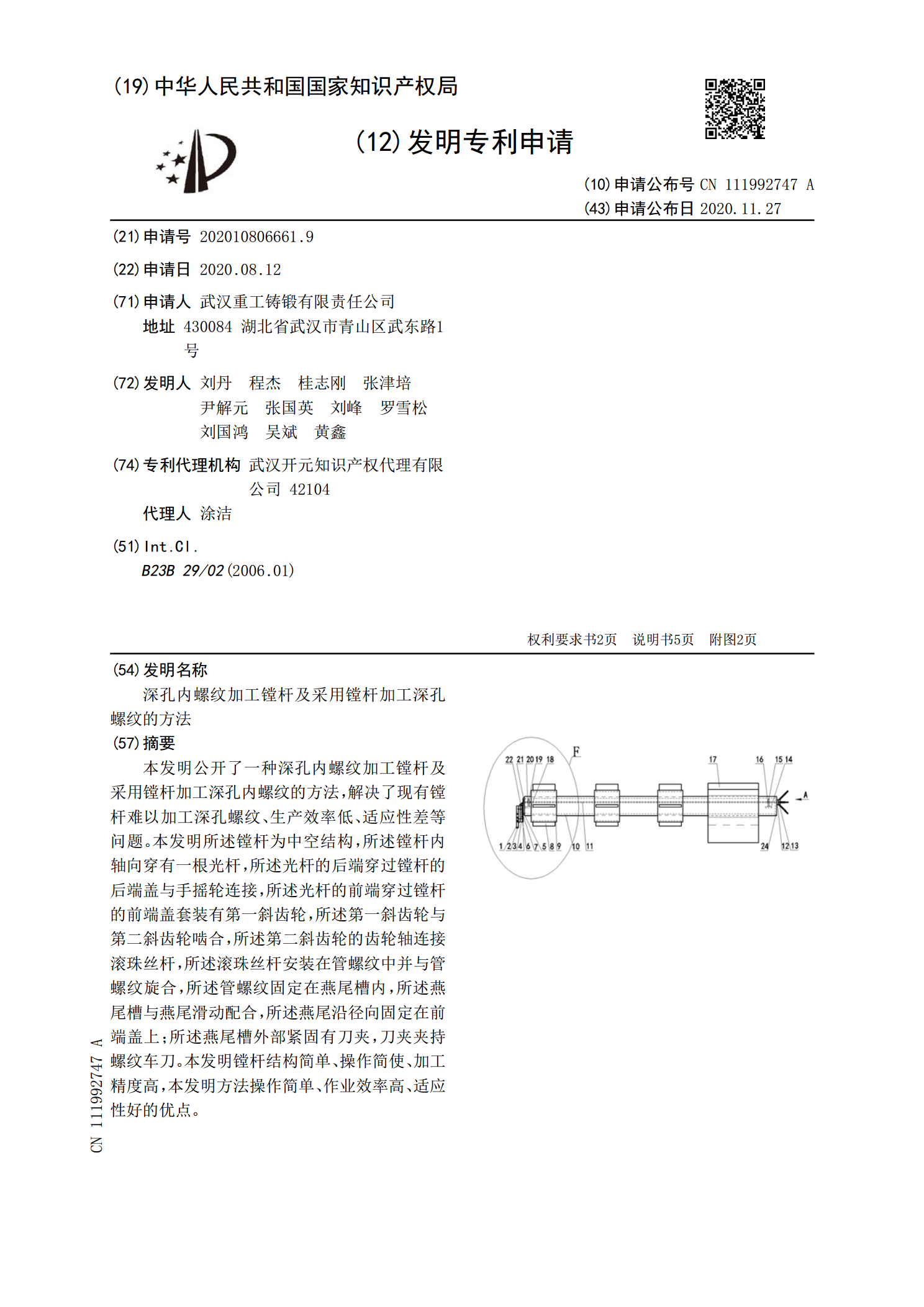
本发明公开了一种深孔内螺纹加工镗杆及采用镗杆加工深孔内螺纹的方法,解决了现有镗杆难以加工深孔螺纹、生产效率低、适应性差等问题。本发明所述镗杆为中空结构,所述镗杆内轴向穿有一根光杆,所述光杆的后端穿过镗杆的后端盖与手摇轮连接,所述光杆的前端穿过镗杆的前端盖套装有第一斜齿轮,所述第一斜齿轮与第二斜齿轮啮合,所述第二斜齿轮的齿轮轴连接滚珠丝杆,所述滚珠丝杆安装在管螺纹中并与管螺纹旋合,所述管螺纹固定在燕尾槽内,所述燕尾槽与燕尾滑动配合,所述燕尾沿径向固定在前端盖上;所述燕尾槽外部紧固有刀夹,刀夹夹持螺纹车刀。本
一种用于磨削深孔内螺纹的加长磨杆.pdf
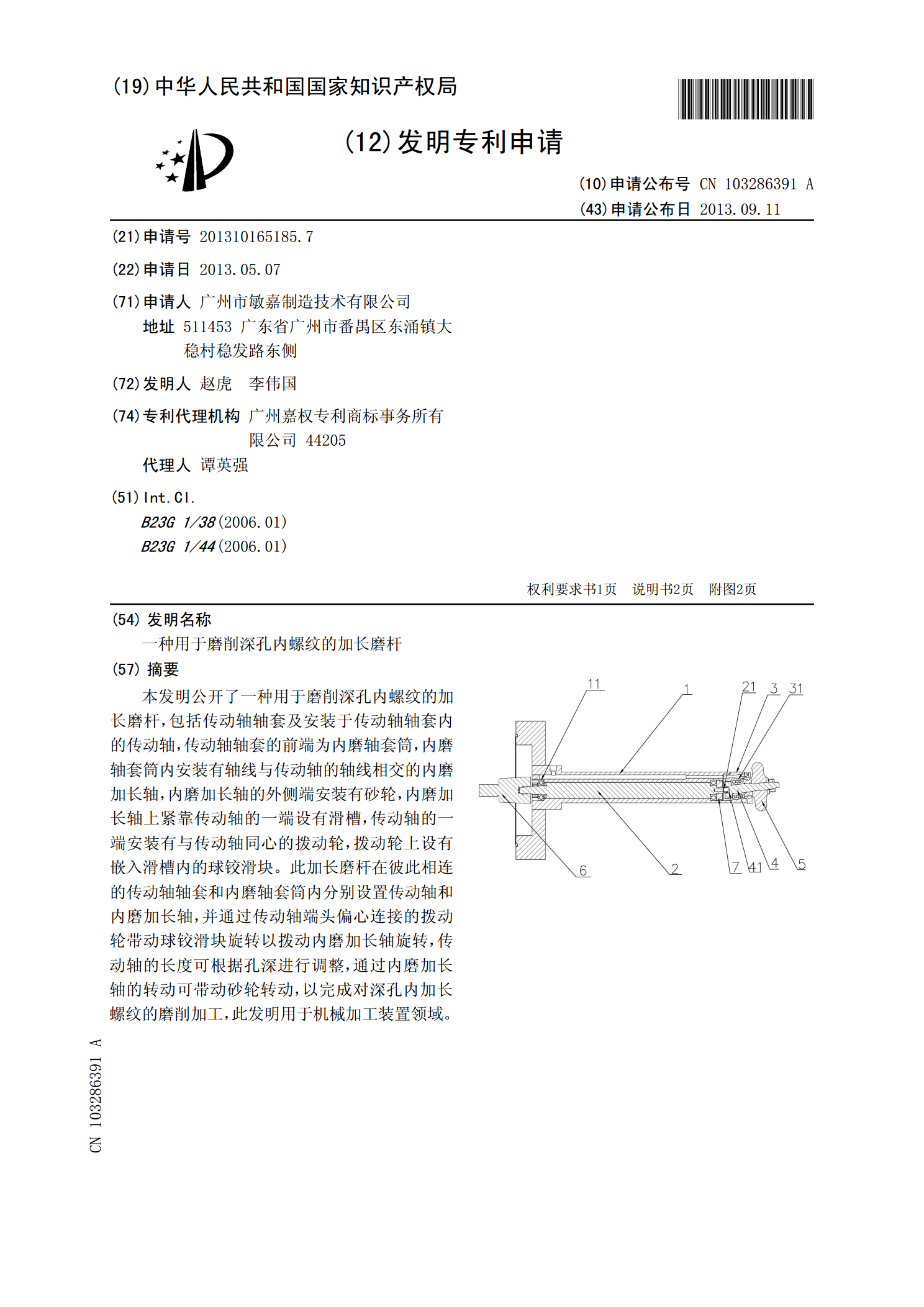
本发明公开了一种用于磨削深孔内螺纹的加长磨杆,包括传动轴轴套及安装于传动轴轴套内的传动轴,传动轴轴套的前端为内磨轴套筒,内磨轴套筒内安装有轴线与传动轴的轴线相交的内磨加长轴,内磨加长轴的外侧端安装有砂轮,内磨加长轴上紧靠传动轴的一端设有滑槽,传动轴的一端安装有与传动轴同心的拨动轮,拨动轮上设有嵌入滑槽内的球铰滑块。此加长磨杆在彼此相连的传动轴轴套和内磨轴套筒内分别设置传动轴和内磨加长轴,并通过传动轴端头偏心连接的拨动轮带动球铰滑块旋转以拨动内磨加长轴旋转,传动轴的长度可根据孔深进行调整,通过内磨加长轴的转

深孔零件的磨削加工装置.pdf
本发明涉及一种深孔零件的磨削加工装置,其特征在于它包括下工作台(5),所述下工作台(5)连接有下直线电机(4),所述下工作台(5)上方的轨道上设置有上工作台(2),所述上工作台(2)连接有上直线电机(3),所述上工作台(2)上固定有磨头保持架(1),所述磨头保持架(1)上设置有磨头(6),所述磨头(6)向左伸出磨杆(7),所述磨杆(7)的左端设置有砂轮(8)。本发明通过上下工作台的频率差,增加了磨头砂轮的自锐性,提高磨削量,增加磨削效率且极大的改善了深孔的质量,提高了深孔加工的效率。该发明深孔零件的磨削加