
深孔零件的磨削加工装置.pdf

波峻****99


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

深孔零件的磨削加工装置.pdf
本发明涉及一种深孔零件的磨削加工装置,其特征在于它包括下工作台(5),所述下工作台(5)连接有下直线电机(4),所述下工作台(5)上方的轨道上设置有上工作台(2),所述上工作台(2)连接有上直线电机(3),所述上工作台(2)上固定有磨头保持架(1),所述磨头保持架(1)上设置有磨头(6),所述磨头(6)向左伸出磨杆(7),所述磨杆(7)的左端设置有砂轮(8)。本发明通过上下工作台的频率差,增加了磨头砂轮的自锐性,提高磨削量,增加磨削效率且极大的改善了深孔的质量,提高了深孔加工的效率。该发明深孔零件的磨削加

磨床用偏置深孔磨削装置.pdf
本发明涉及一种磨床用偏置深孔磨削装置,属于磨床领域。设有滑枕座,滑枕通过直线导轨副与滑枕座产生相对运动,其特征是砂轮主轴安装在滑枕上,并且偏置于滑枕的一侧。本发明大大提高立式磨床的加工能力,可大幅度地提高磨削深度,为加工大型、重型的零件提供合理的解决方案。

一种电主轴前置的深孔磨削加工装置.pdf
本发明公开了一种电主轴前置的深孔磨削加工装置。本装置包括砂轮、长支撑臂和驱动设备。驱动设备采用电主轴,该安装于长支撑臂的前端,砂轮直接安装在电主轴的输出端转轴上,长支撑臂的后端带有一个安装法兰,该安装法兰与机床安装架相连接。长支撑臂内部为中空结构,长支撑臂的中空结构为异形孔形状,电主轴的电源线、电主轴冷却液管道和工件冷却液管道从长支撑臂内部通过。电主轴的外壳中的工件冷却液通道,经一根软管将工件冷却液引至工件磨削部。本发明使深孔磨削系统的传动链缩短,可增加系统刚度、提高磨削速度和磨削效率,改善深孔磨削加工的

薄壁深孔零件的数控加工.doc
薄壁深孔零件的数控加工摘要:在机械产品加工中会遇到薄壁深孔不规则盲孔零件加工,装夹难,常规加工方法是难以完成的。为此,本文制定相应加工工艺,提出专用夹具的设计方案。并进一步介绍夹具的制造和使用。经实践证明,该工装是行之有效的,完全达到了形位公差的精度要求,并提高了生产效率。关键词:专用夹具工艺过程设备生产效率前言:随着科学技术和社会生产的迅速发展,机械产品日趋复杂,加工困难。如薄壁深孔件,在夹紧力和切削力的作用下,容易产生变形、振动,影响工件精度,工件尺寸不容易控制,如果不规则又是盲孔,更加难以加工。由于
弱刚性磨杆磨削深孔的加工方法.pdf
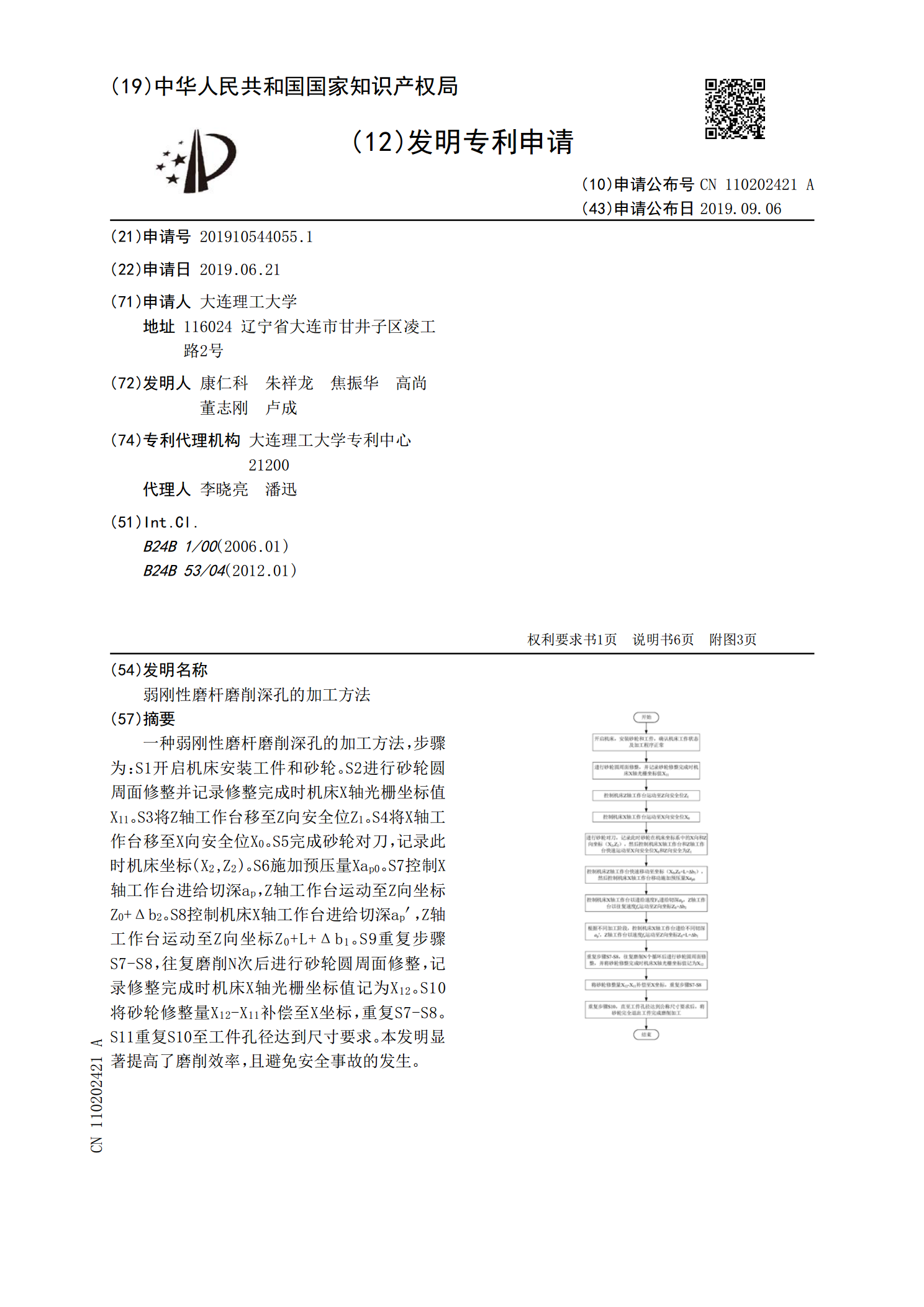
一种弱刚性磨杆磨削深孔的加工方法,步骤为:S1开启机床安装工件和砂轮。S2进行砂轮圆周面修整并记录修整完成时机床X轴光栅坐标值X