
大长径比弱刚性磨杆磨削短孔的加工方法.pdf

诗文****仙女

1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大长径比弱刚性磨杆磨削短孔的加工方法.pdf
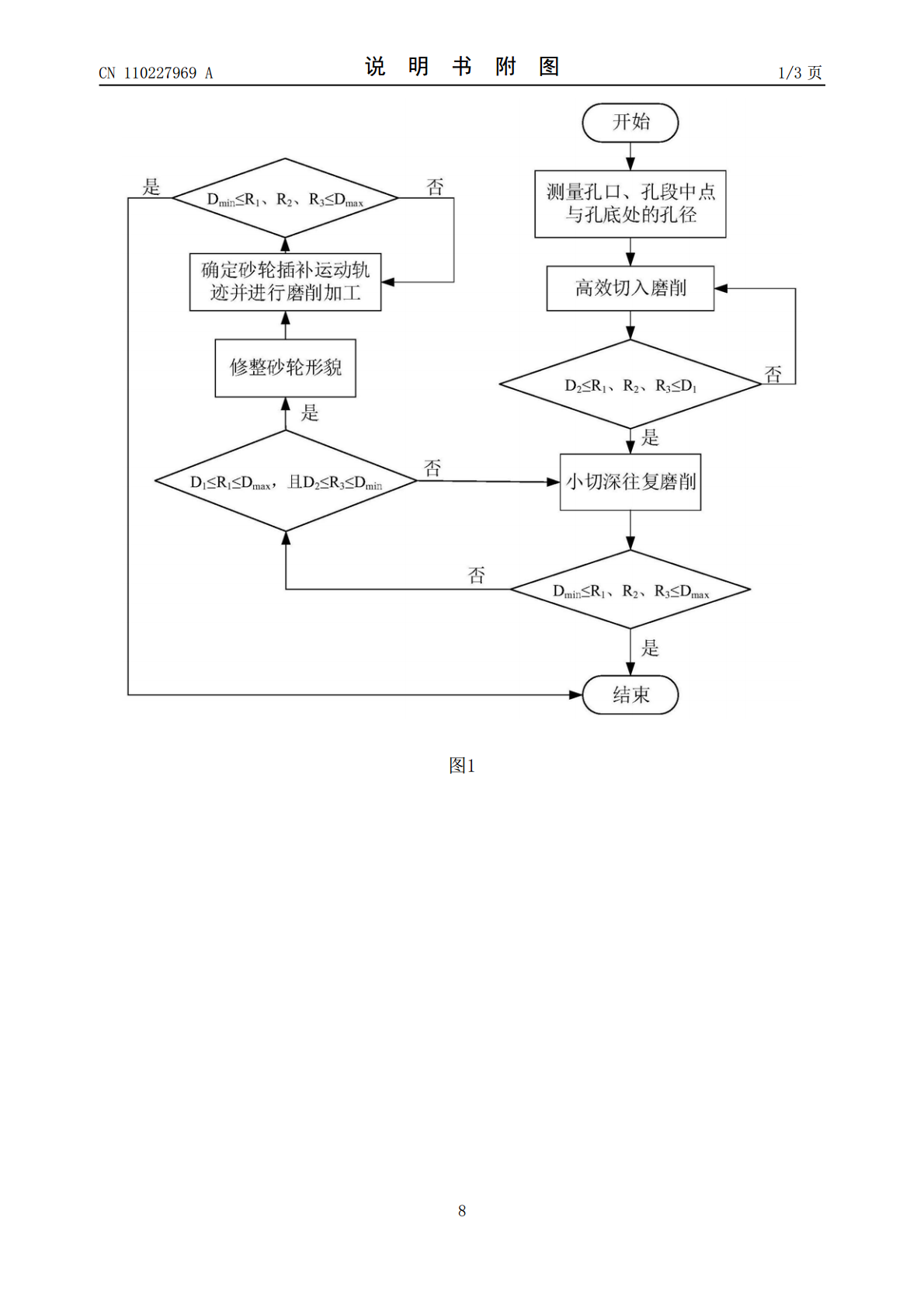
大长径比弱刚性磨杆磨削短孔的加工方法,属于精密磨削加工技术领域。具有步骤为:S1、测量被加工孔段孔口、孔段中点与孔底处的孔径;S2、高效切入磨削;S3:判断高效磨削后的孔径是否达到设定的直径范围;S4、小切深往复磨削;S5、判断精密磨削后孔径是否满足尺寸要求;S6、修整砂轮形貌;S7、确定砂轮运动轨迹并用插补法磨削加工;S8、运用插补法修磨孔径直至满足尺寸要求。本发明提供的加工方法通过调控磨削加工时磨杆的预弯曲变形,实现磨削时砂轮与工件之间的法向磨削预紧力,实现材料的高效去除,通过改变砂轮形貌实现大长径比
弱刚性磨杆磨削深孔的加工方法.pdf
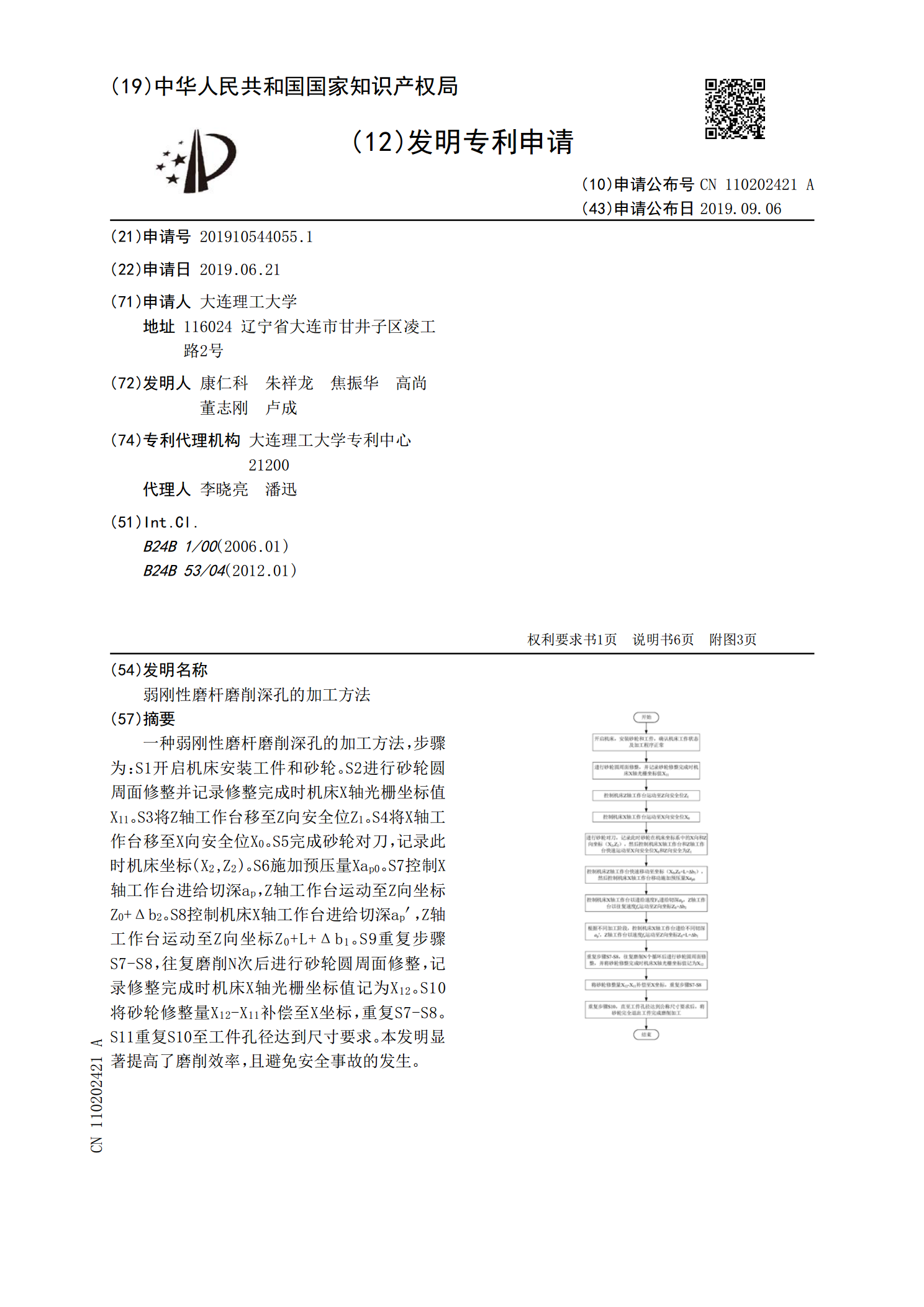
一种弱刚性磨杆磨削深孔的加工方法,步骤为:S1开启机床安装工件和砂轮。S2进行砂轮圆周面修整并记录修整完成时机床X轴光栅坐标值X

用于深孔加工的磨头装置.pdf
本发明涉及一种用于深孔加工的磨头装置,包括驱动电机、由电机驱动的传动轴和磨砂轮,所述的传动轴与磨砂轮之间配置有至少一级调速机构,所述调速机构包括同轴减速器和配置在同轴减速器两端的联轴器,传动轴通过联轴器与同轴减速器相连,同轴减速器另一端的联轴器则连接次级传动轴,磨砂轮固定连接在次级传动轴的末端。本发明能够在工件加工过程中,高速稳定运行,而且无抖动,加工精度高。

磨孔夹具.pdf
本发明公开了一种磨孔夹具,包括胀芯及莫氏锥柄,所述胀芯为锥度胀芯,胀芯套设在磨床主轴一端,所述莫氏锥柄与磨床主轴的内锥孔相配合,所述胀芯与莫氏锥柄之间设置有止退销。该磨孔夹具校正时间短,节约了大量的校正时间,质量稳定,生产效率高,夹具也非常牢固,保护了磨床精度,节约夹具。

锥齿大轮磨孔夹具.pdf
锥齿大轮磨孔夹具,它由浮动钢球、压板、拉杆、底座、木体、连接板和柄部组成,底座上固定木体,木体的内圈止口中设浮动钢球,钢球由固定于本体上的铁皮包盖住:柄部由底座中心穿进,与连接板中心相连,连接板的圆周三等分角度上纵向固定拉杆,拉杆穿过本体,分别连接压板。本夹具提高齿轮加工的精度,结构简单,可靠性好。