
深孔内螺纹加工镗杆及采用镗杆加工深孔螺纹的方法.pdf

淑然****by


1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
深孔内螺纹加工镗杆及采用镗杆加工深孔螺纹的方法.pdf
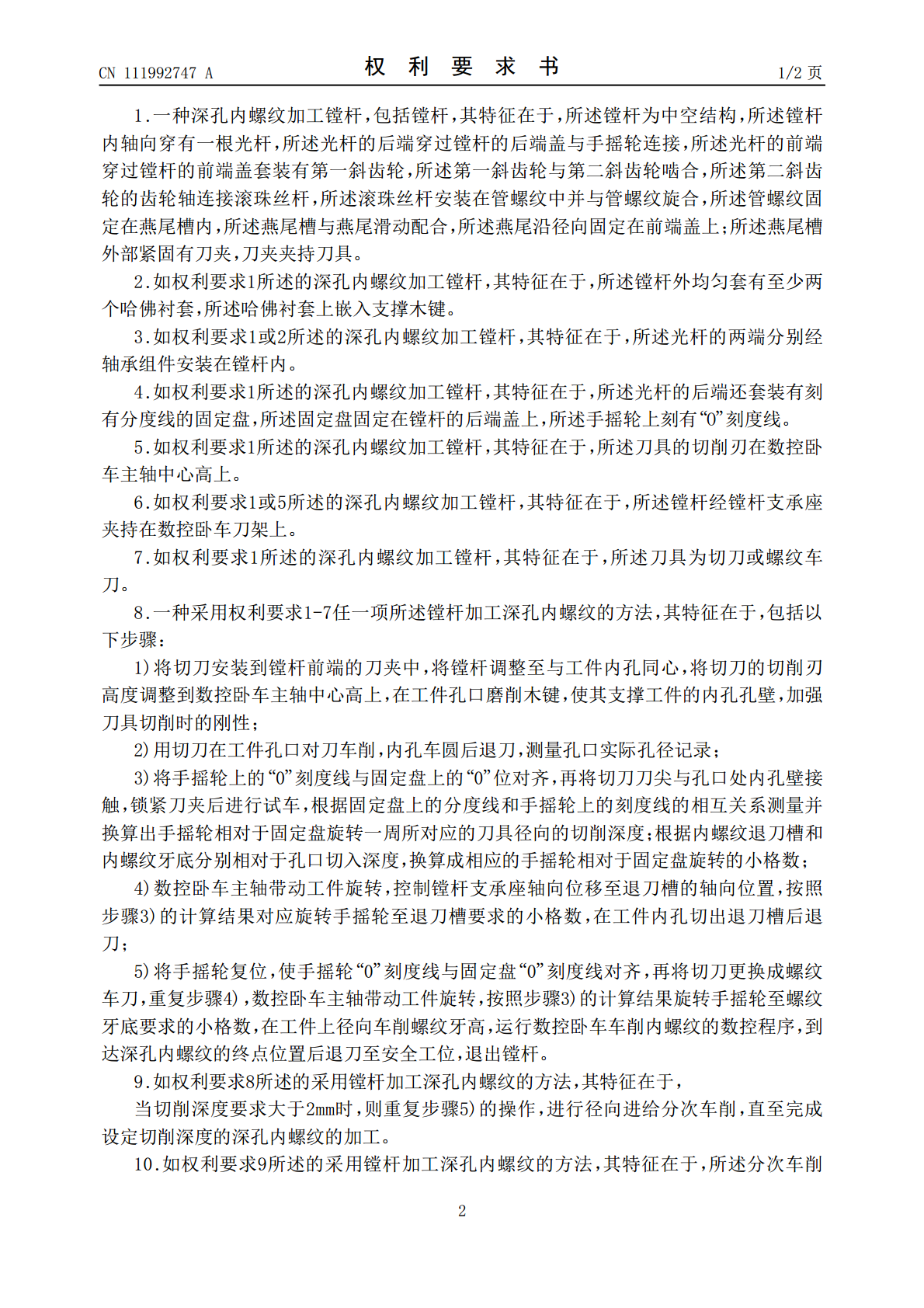
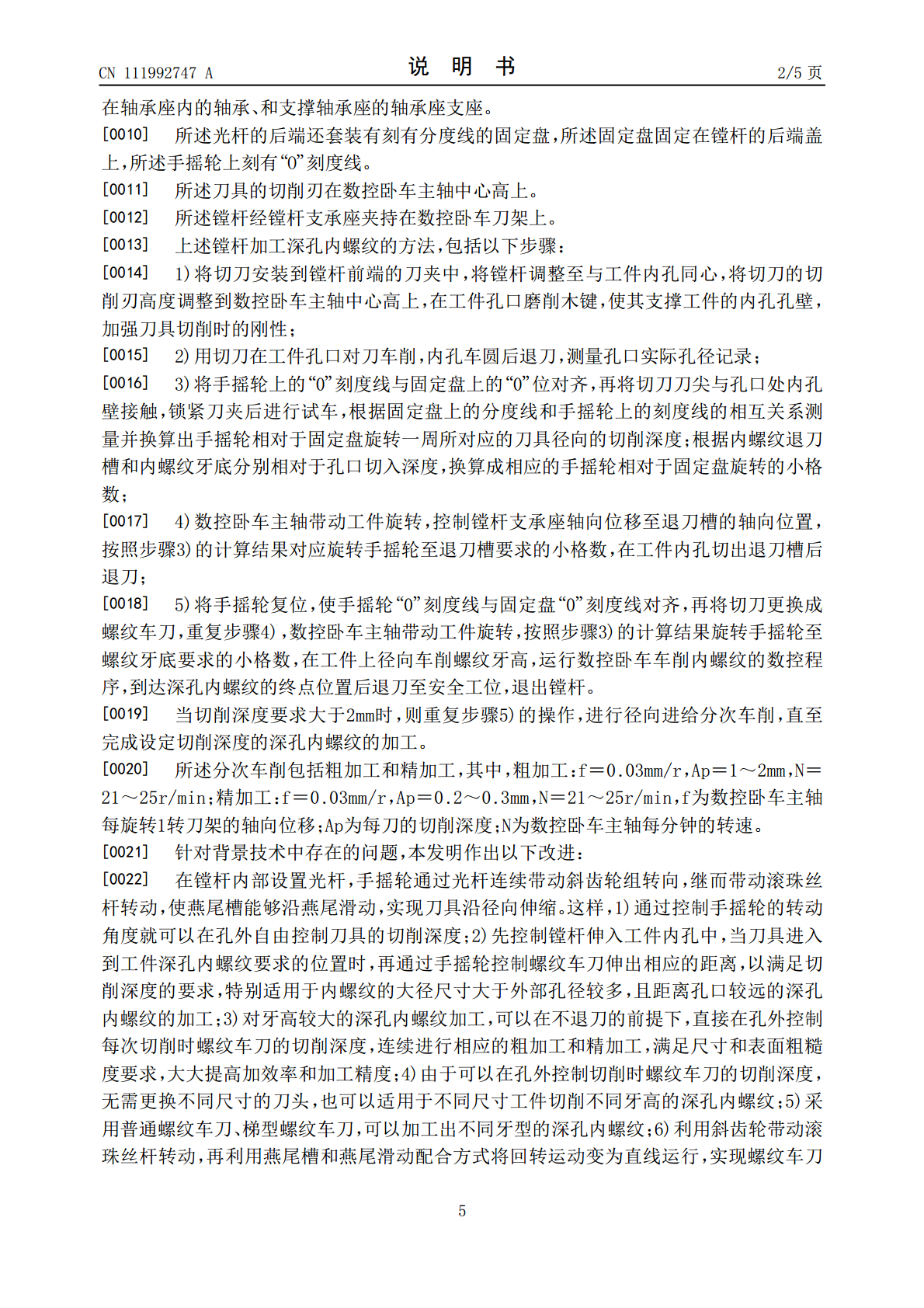
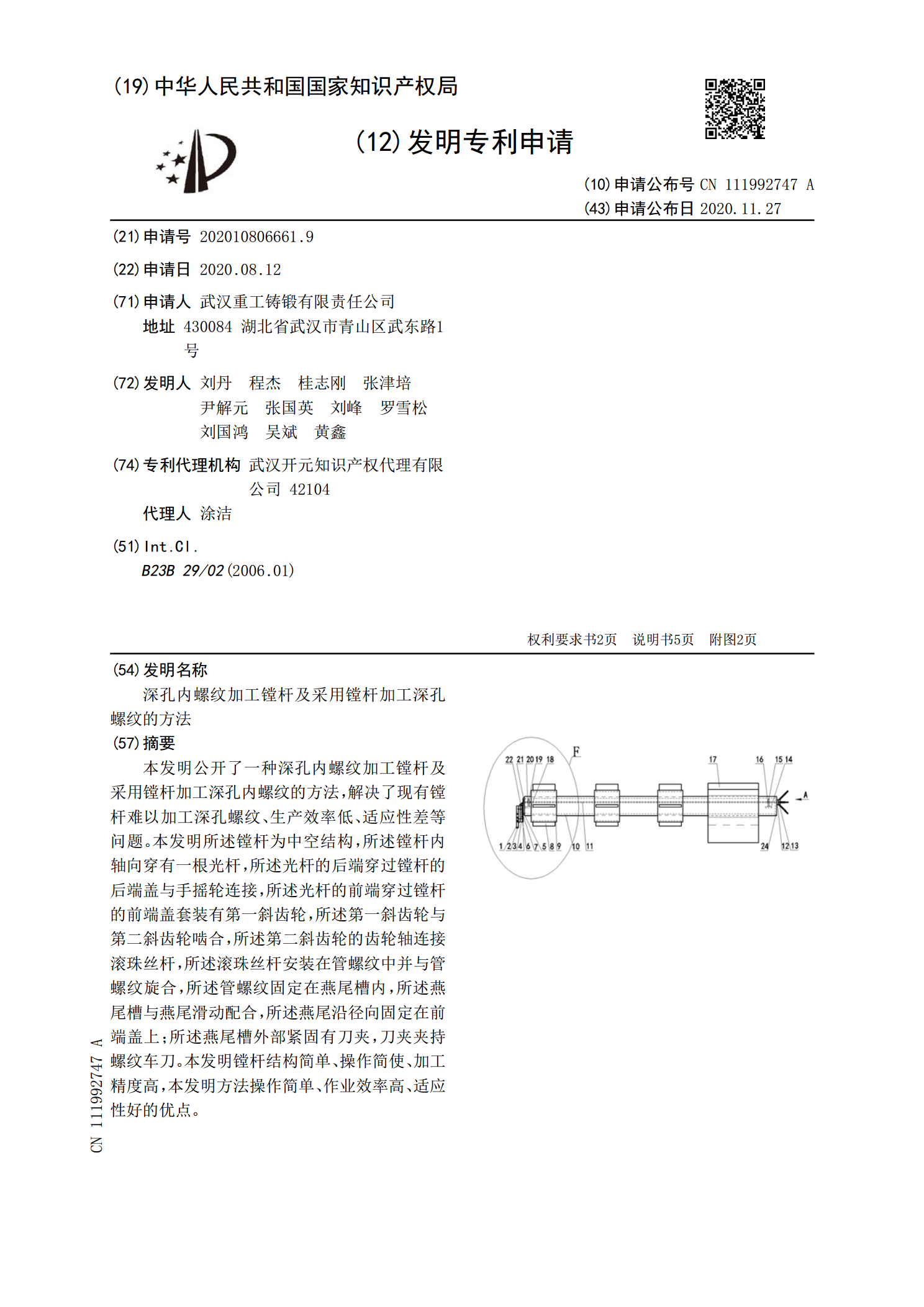
本发明公开了一种深孔内螺纹加工镗杆及采用镗杆加工深孔内螺纹的方法,解决了现有镗杆难以加工深孔螺纹、生产效率低、适应性差等问题。本发明所述镗杆为中空结构,所述镗杆内轴向穿有一根光杆,所述光杆的后端穿过镗杆的后端盖与手摇轮连接,所述光杆的前端穿过镗杆的前端盖套装有第一斜齿轮,所述第一斜齿轮与第二斜齿轮啮合,所述第二斜齿轮的齿轮轴连接滚珠丝杆,所述滚珠丝杆安装在管螺纹中并与管螺纹旋合,所述管螺纹固定在燕尾槽内,所述燕尾槽与燕尾滑动配合,所述燕尾沿径向固定在前端盖上;所述燕尾槽外部紧固有刀夹,刀夹夹持螺纹车刀。本

超长防振镗刀杆在深孔内特征加工中的应用.docx
超长防振镗刀杆在深孔内特征加工中的应用超长防振镗刀杆在深孔内特征加工中的应用摘要:随着制造业的发展,对于高精度、高效率的特征加工需求不断增加。深孔内特征加工是一项重要的工艺,而超长防振镗刀杆的应用,则可以有效提高工作效率和加工质量。本论文对超长防振镗刀杆在深孔内特征加工中的应用进行了探讨,包括超长防振镗刀杆的原理、特点,以及在深孔内特征加工中的优势和应用实例。通过对比实验和实际应用表明,超长防振镗刀杆在深孔内特征加工中具有较高的刚度和振动抑制能力,能够有效提高加工质量和效率。关键词:超长防振镗刀杆;深孔内

超长防振镗刀杆在深孔内特征加工中的应用.pptx
,目录PartOne长度优势防振性能加工精度适用范围PartTwo孔深对加工的影响孔径对刀杆刚度的影响刀杆振动对加工质量的影响冷却和排屑问题PartThree提高加工效率和精度降低刀杆振动和热变形延长刀具使用寿命解决冷却和排屑问题PartFour应用场景介绍加工效果对比经济性分析实际应用中的注意事项PartFive技术创新方向市场应用前景对行业发展的影响需要解决的问题和挑战THANKS

深孔镗杆在推镗和拉镗时的ANSYS受力分析.docx
深孔镗杆在推镗和拉镗时的ANSYS受力分析深孔镗杆是一种用于加工精密孔的加工工具。根据使用时的不同力和方向,深孔镗杆可以分为推镗和拉镗两种方式。在使用过程中,深孔镗杆会受到各种力的作用,因此进行受力分析十分重要,可以帮助我们更好地了解深孔镗杆的工作原理,提高加工质量和效率。本文将分别从推镗和拉镗两种方式进行深孔镗杆的ANSYS受力分析,以期对此领域的研究提供一定的参考价值。一、深孔镗杆推镗的受力分析深孔镗杆推镗的过程中,主轴旋转方向与镗杆的移动方向相同,因此切削力主要集中在切削边缘,对应于切削区的正方向。

落地镗铣床深孔加工支架.pdf
本发明属于一种落地镗铣床深孔加工支架,其特征在于在机床工作台上用镗架固定螺栓(2)固定一个镗床基座(1),在镗床基座(1)的上面设有燕尾槽滑板(4),在镗床基座(1)的中间用导轨固定螺栓(25)固定一个齿条导轨(8),齿轮一(7)与齿条导轨(8)相啮合,左右行走支架(5)上面固定一个Y轴支架(12),在Y轴支架(12)上固定一个Y轴齿条导轨(13),齿轮二(15)与Y轴齿条导轨(13)相啮合,Y轴行走托架(16)上固定一个镗孔托套座(6),在镗孔托套座(6)上固定有镗孔托套(19),镗孔托套(19)的孔内