
漆包扁绕组线导体成形装置.pdf

Jo****34

1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
漆包扁绕组线导体成形装置.pdf
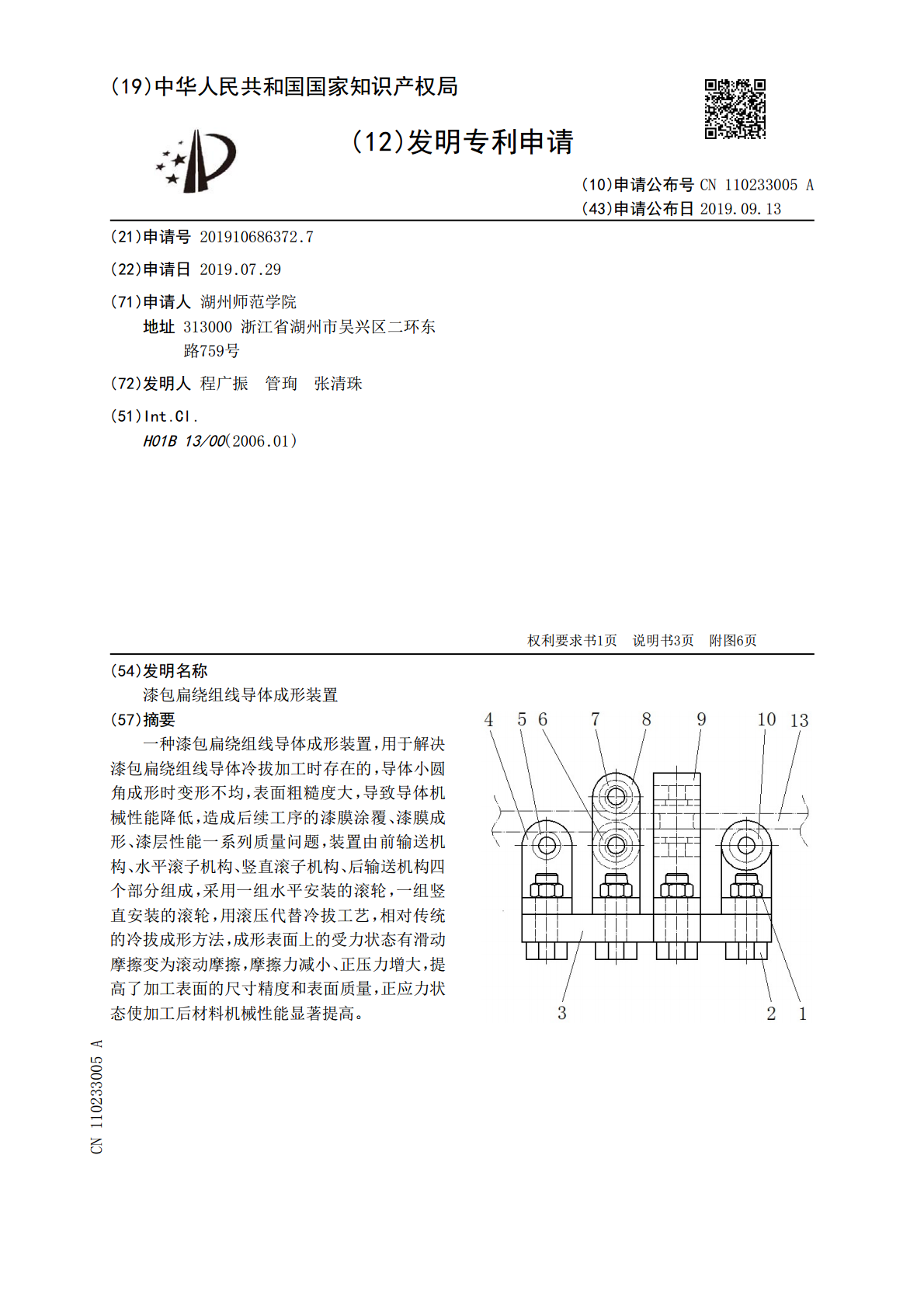
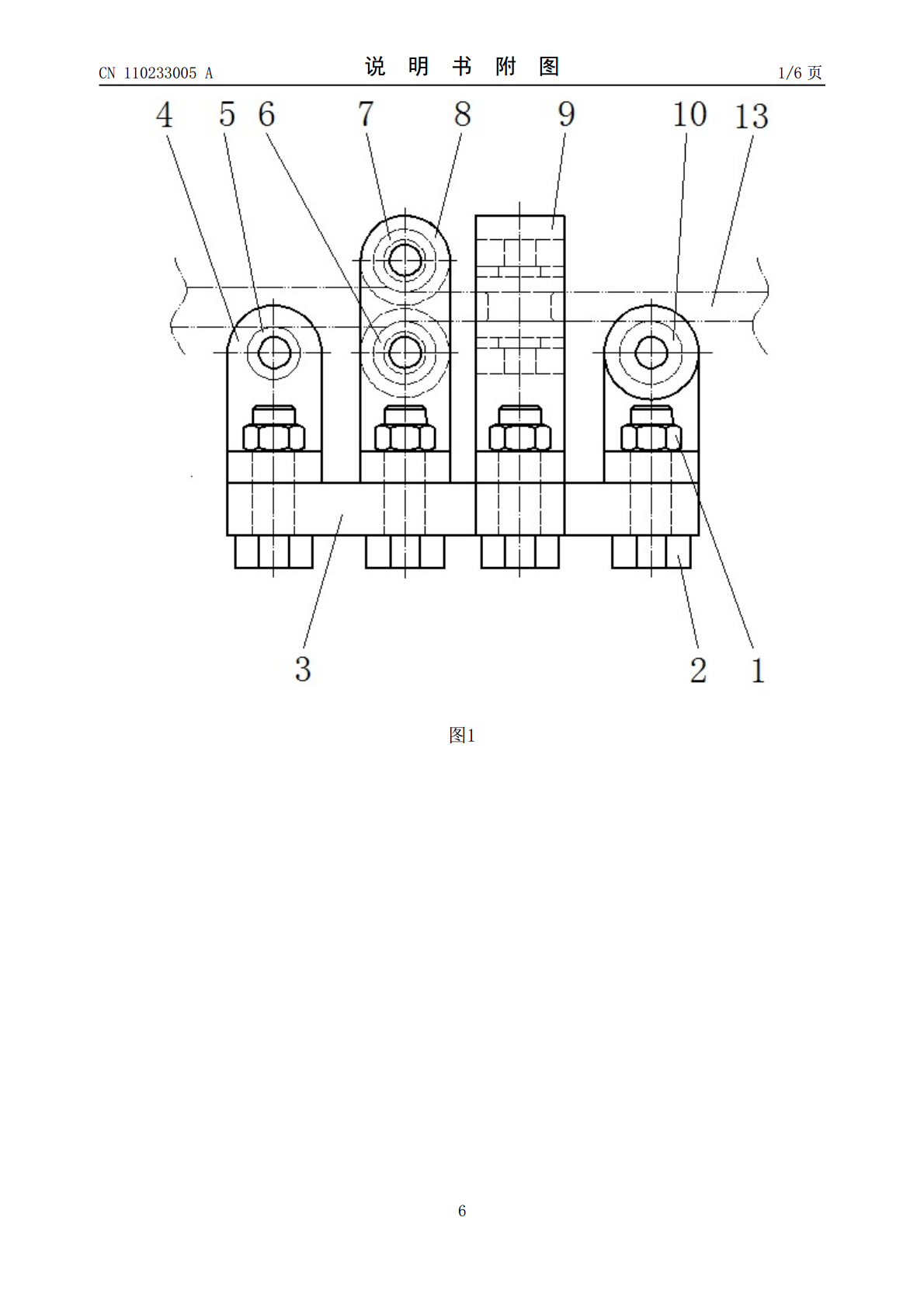
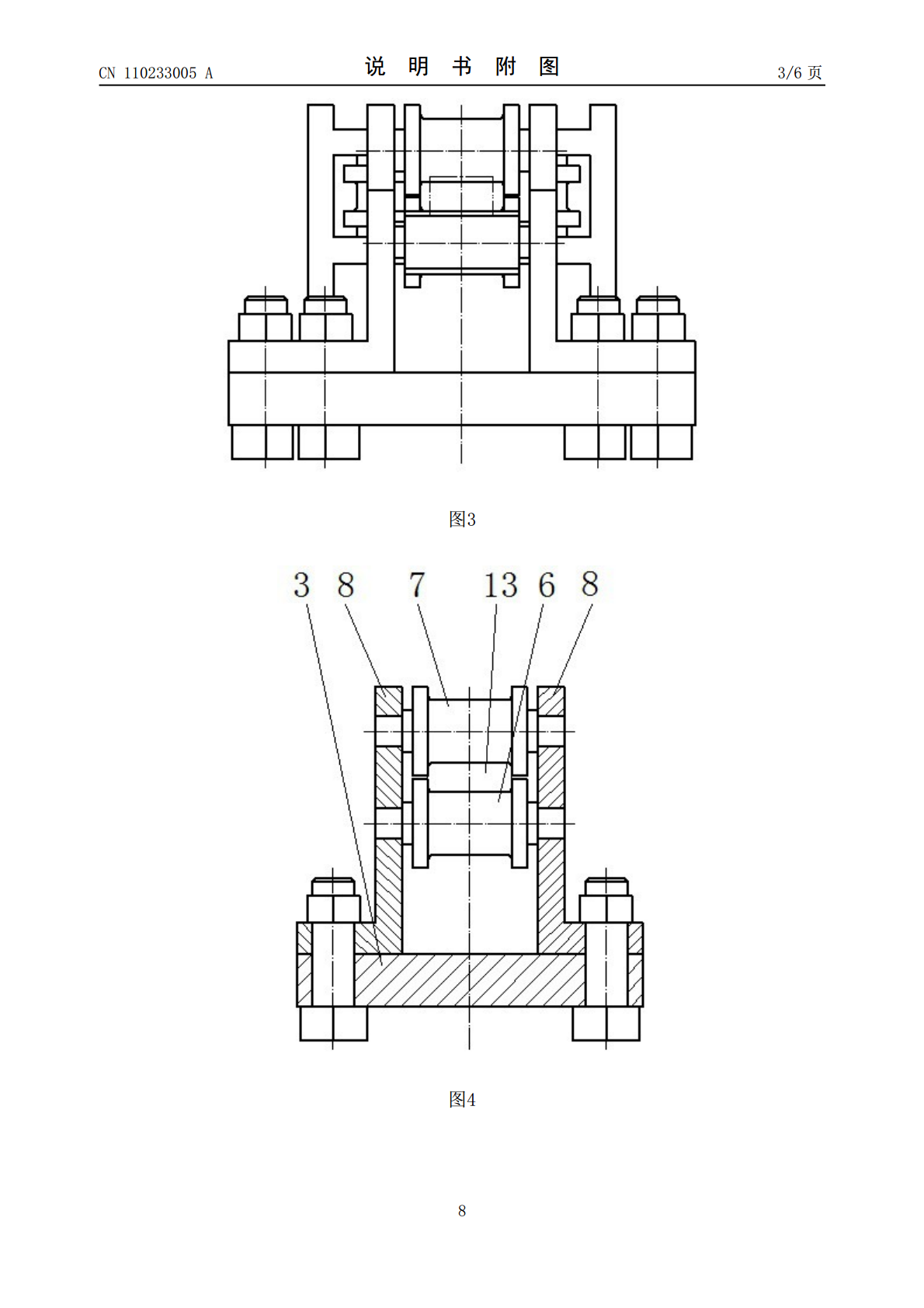
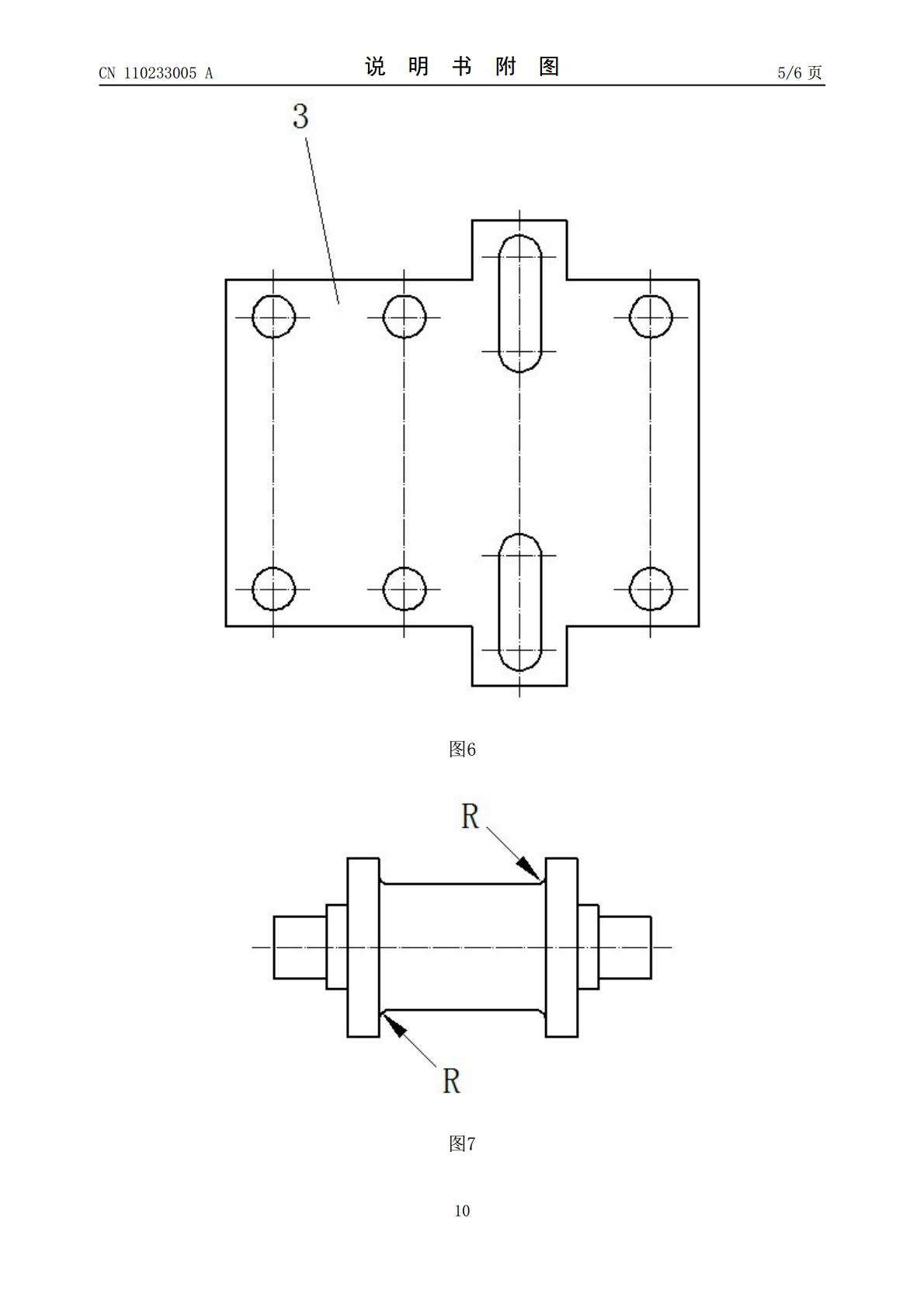
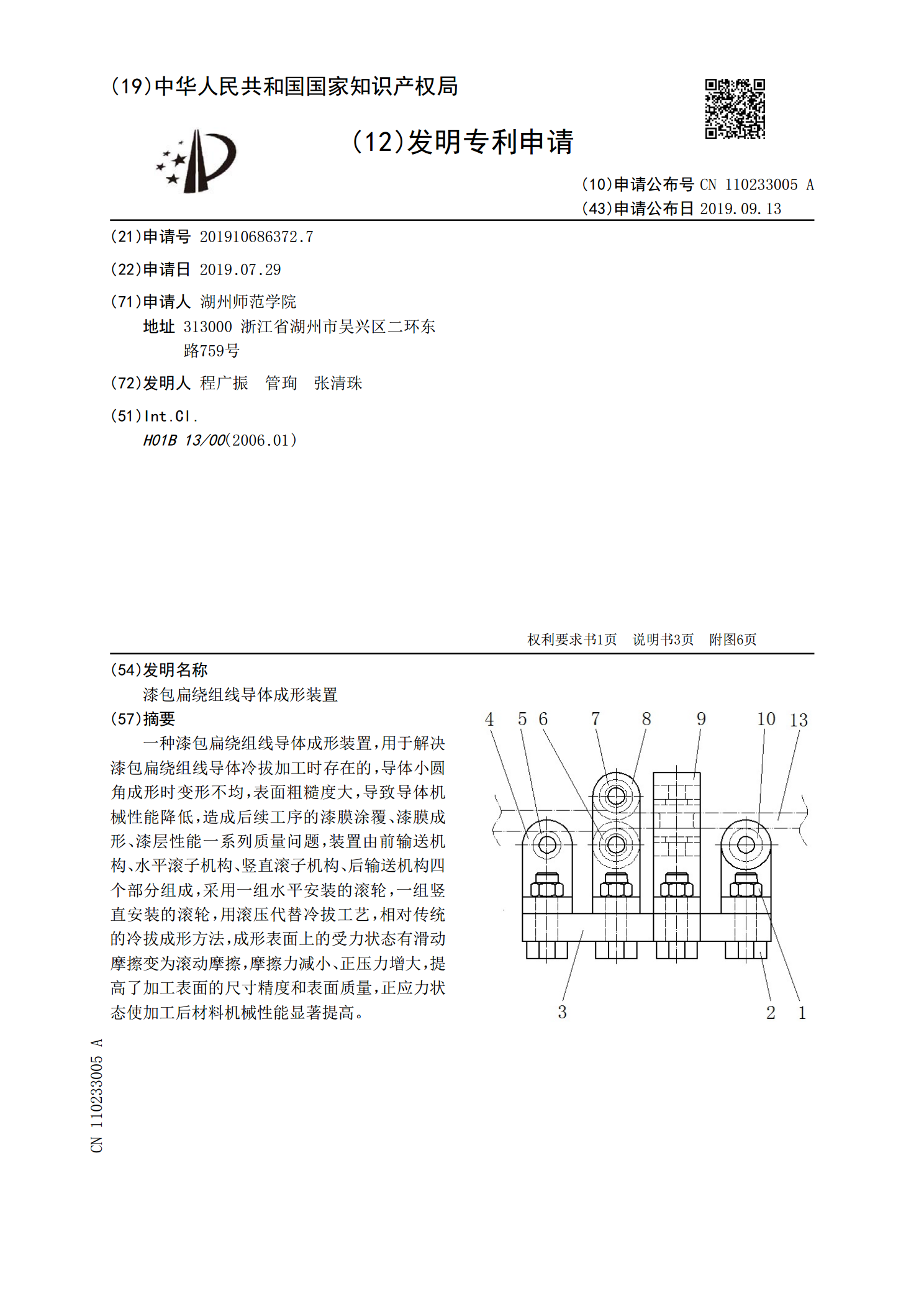
一种漆包扁绕组线导体成形装置,用于解决漆包扁绕组线导体冷拔加工时存在的,导体小圆角成形时变形不均,表面粗糙度大,导致导体机械性能降低,造成后续工序的漆膜涂覆、漆膜成形、漆层性能一系列质量问题,装置由前输送机构、水平滚子机构、竖直滚子机构、后输送机构四个部分组成,采用一组水平安装的滚轮,一组竖直安装的滚轮,用滚压代替冷拔工艺,相对传统的冷拔成形方法,成形表面上的受力状态有滑动摩擦变为滚动摩擦,摩擦力减小、正压力增大,提高了加工表面的尺寸精度和表面质量,正应力状态使加工后材料机械性能显著提高。

宽度可调漆包扁绕组线导体成形装置.pdf
一种宽度可调漆包扁绕组线导体成形装置,用于解决漆包扁绕组线导体成形存在的问题,设计了宽度可调漆包扁绕组线导体成形装置,由前输送机构、水平滚子机构、竖直滚子机构、后输送机构组成,采用一组水平安装的滚轮,一组竖直安装的滚轮,用滚压成形,导体小圆角成形质量高,结构简单,使用维修方便,对于竖直安装的滚轮,设置左右旋螺柱调节机构,调整竖直安装滚轮的间距,可适用于不同宽度扁绕组线导体的滚压加工,调整方便,结构简单,工作可靠。

双滚轮漆包扁线导体成形装置.pdf
一种双滚轮漆包扁线导体成形装置,为解决漆包扁线导体成形加工时,圆角成形变形不均,表面粗糙度大的问题而设计,由架体、输送机构、水平滚压机构、竖直滚压机构四部分组成,分别设置左右两套水平滚压机构、左右两套竖直滚压机构,左边一套的功能是粗加工,右边一套的功能是精加工,保证更高的加工精度;水平滚轮和竖直滚轮,对被加工导体滚压成形,相对冷拔成形方法,加工表面摩擦力减小、正压力增大,圆角成形时变形均匀、表面光滑,压应力状态使加工后材料机械性能和表面质量显著提高。
厚度可调双套滚轮漆包扁线导体成形装置.pdf
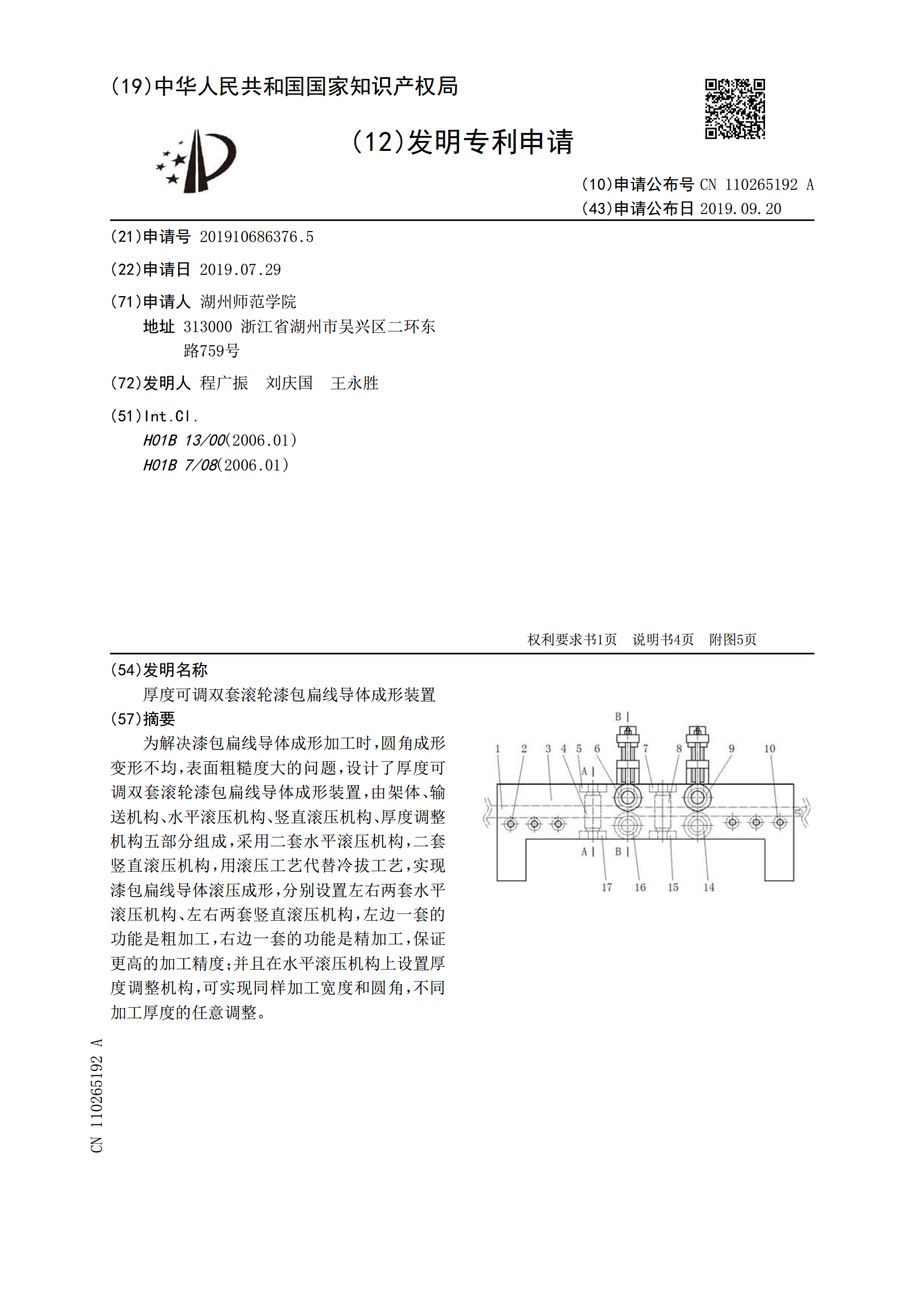
为解决漆包扁线导体成形加工时,圆角成形变形不均,表面粗糙度大的问题,设计了厚度可调双套滚轮漆包扁线导体成形装置,由架体、输送机构、水平滚压机构、竖直滚压机构、厚度调整机构五部分组成,采用二套水平滚压机构,二套竖直滚压机构,用滚压工艺代替冷拔工艺,实现漆包扁线导体滚压成形,分别设置左右两套水平滚压机构、左右两套竖直滚压机构,左边一套的功能是粗加工,右边一套的功能是精加工,保证更高的加工精度;并且在水平滚压机构上设置厚度调整机构,可实现同样加工宽度和圆角,不同加工厚度的任意调整。

带驱动双套滚轮漆包扁线导体成形装置.pdf
一种带驱动双套滚轮漆包扁线导体成形装置,目的是解决漆包扁线导体成形加工时,圆角成形变形不均,表面粗糙度大的问题,由架体、输送机构、水平滚压机构、竖直滚压机构、动力传动机构五个部分组成,用滚压工艺代替冷拔工艺,相对冷拔成形方法,加工表面摩擦力减小、正压力增大,圆角成形时变形均匀、表面光滑,压应力状态使加工后材料机械性能和表面质量显著提高,分别设置左右两套水平滚压机构、左右两套竖直滚压机构,左边一套的功能是粗加工,右边一套的功能是精加工,保证更高的加工精度,动力传动机构与两套水平滚压机构集成设计为一体,滚压加