
一种面齿轮车齿加工方法.pdf

听云****君哇

1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种面齿轮车齿加工方法.pdf
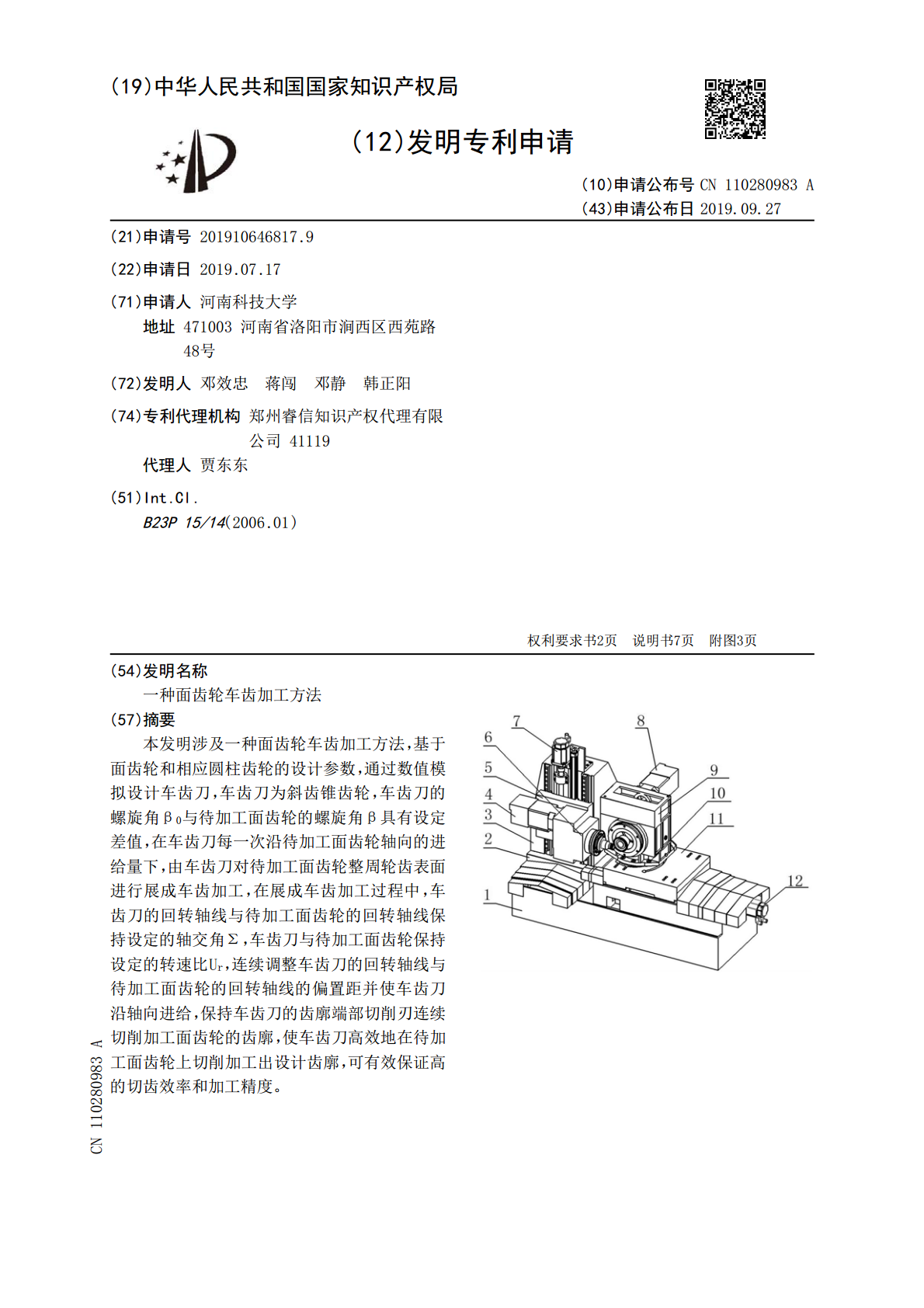
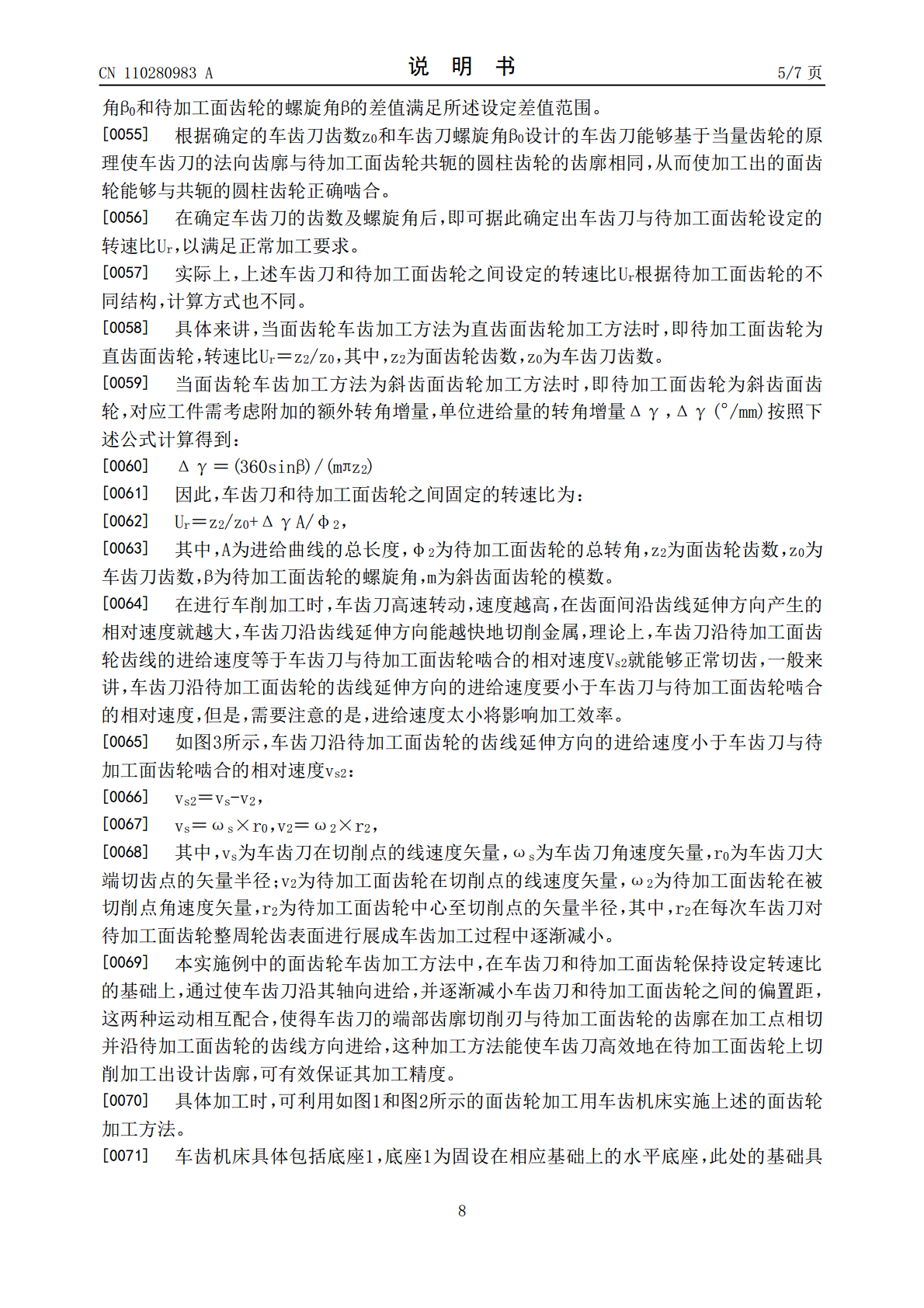
本发明涉及一种面齿轮车齿加工方法,基于面齿轮和相应圆柱齿轮的设计参数,通过数值模拟设计车齿刀,车齿刀为斜齿锥齿轮,车齿刀的螺旋角β

一种斜齿面齿轮插齿加工方法.pdf
本发明涉及一种斜齿面齿轮插齿加工方法包括以下步骤:1)制作斜齿面齿轮坯料;2)通过对应的工装将制作的坯料夹持至圆柱齿轮插齿机工作台上:工装包括两支座、水平转轴及立轴,两支座设于圆柱齿轮插齿机的回转台上,斜齿面齿轮坯料同轴固定夹持于水平转轴的一端,水平转轴和立轴通过一对锥齿轮传动连接;插齿刀的轴线与立轴的轴线共面且水平转轴与二者所在的平面之间具有夹角γ,使插齿刀的中心线与水平转轴的轴线之间的距离E与待加工斜齿面齿轮的中点半径Rm、螺旋角β三者之间的关系为E=Rmsinβ,待加工斜齿面齿轮的节平面与立轴轴线之

一种硬齿面齿轮的加工方法.pdf
本发明涉及一种硬齿面齿轮的加工方法,其特征在于:包括以下加工步骤:一.粗车:对齿轮进行粗加工,对齿轮进行开槽;二.预处理:对齿轮进行正火和回火处理;三.半精车:对齿轮齿槽进行半精加工,确保留磨量;四.滚齿:对齿轮进行滚齿加工,确保滚齿留量;五.热处理:热处理包括调质和喷砂,对齿轮表面进行调质,调质完成后对齿轮进行喷砂,去除齿轮各部位的氧化皮;六.精车:对齿轮齿槽进行精加工,确保留磨量;七.磨齿:在磨齿机上对齿体上的各段依次进行磨削,本发明的一种硬齿面齿轮的加工方法不需要定制特殊滚刀,产品的制造精度高,制造
一种弧齿锥齿轮及准双曲面齿轮的齿面加工方法.pdf
本发明公开了一种弧齿锥齿轮及准双曲面齿轮的齿面加工方法,将砂轮安装于全数控螺旋锥齿轮加工机床上,根据待加工的弧齿锥齿轮或准双曲面齿轮的设计要求和所述砂轮的几何参数分析得到凹面调整参数和凸面调整参数,先调用所述凹面调整参数或所述凸面调整参数完成所述弧齿锥齿轮或准双曲面齿轮的凹面加工或凸面加工,再对应完成凸面加工或凹面加工。本发明通过一套机床、一个砂轮同时完成弧齿锥齿轮或准双曲面齿轮的凹面磨齿加工、凸面磨齿加工,具备加工效率高、精度高的优点,同时针对凹面、凸面分别设计一套机床调整参数,使得凹面、凸面的齿形、齿
一种摆线齿锥齿轮及准双曲面齿轮的齿面加工方法.pdf
本发明公开了一种摆线齿锥齿轮及准双曲面齿轮的齿面加工方法,先根据摆线齿锥齿轮及准双曲面齿轮的齿面接触区、齿厚设计要求以及齿轮刀具参数计算得到两侧齿面加工的机床调整参数,之后利用数控加工机床对齿面进行加工,最后检验齿面加工结果并根据检验结果调整所述机床调整参数。本发明使用一台全数控螺旋锥齿轮加工机床和一盘齿轮刀具,一次装夹,采用计算分析得到的两套机床调整参数分别加工摆线齿锥齿轮及准双曲面齿轮的两侧齿面,由于两侧齿面齿形和齿厚分别由一套机床调整参数控制,因此可以独立调整控制,齿面加工调整灵活。本工艺方法既可用