
一种斜齿面齿轮插齿加工方法.pdf

一只****ng


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种斜齿面齿轮插齿加工方法.pdf
本发明涉及一种斜齿面齿轮插齿加工方法包括以下步骤:1)制作斜齿面齿轮坯料;2)通过对应的工装将制作的坯料夹持至圆柱齿轮插齿机工作台上:工装包括两支座、水平转轴及立轴,两支座设于圆柱齿轮插齿机的回转台上,斜齿面齿轮坯料同轴固定夹持于水平转轴的一端,水平转轴和立轴通过一对锥齿轮传动连接;插齿刀的轴线与立轴的轴线共面且水平转轴与二者所在的平面之间具有夹角γ,使插齿刀的中心线与水平转轴的轴线之间的距离E与待加工斜齿面齿轮的中点半径Rm、螺旋角β三者之间的关系为E=Rmsinβ,待加工斜齿面齿轮的节平面与立轴轴线之

一种面齿轮插齿加工方法及工装.pdf
本发明涉及一种面齿轮插齿加工方法及工装,方法包括以下步骤:1)通过对应的工装将待加工面齿轮夹持至圆柱齿轮插齿机的工作台上:工装包括固定装配于圆柱齿轮插齿机的工作台上的两支座、通过两端转动装配于两支座上的水平转轴及同轴固定装配于圆柱齿轮插齿机的回转台上的立轴,两支座设于圆柱齿轮插齿机的回转台径向两侧,待加工端面齿轮同轴固定夹持于水平转轴靠近圆柱齿轮插齿机的插齿刀的一端,所述水平转轴和立轴分设于二者上的一对锥齿轮传动连接;插齿刀的轴线与立轴的轴线共面且水平转轴与二者所在的平面之间具有夹角γ;2)启动圆柱齿轮插
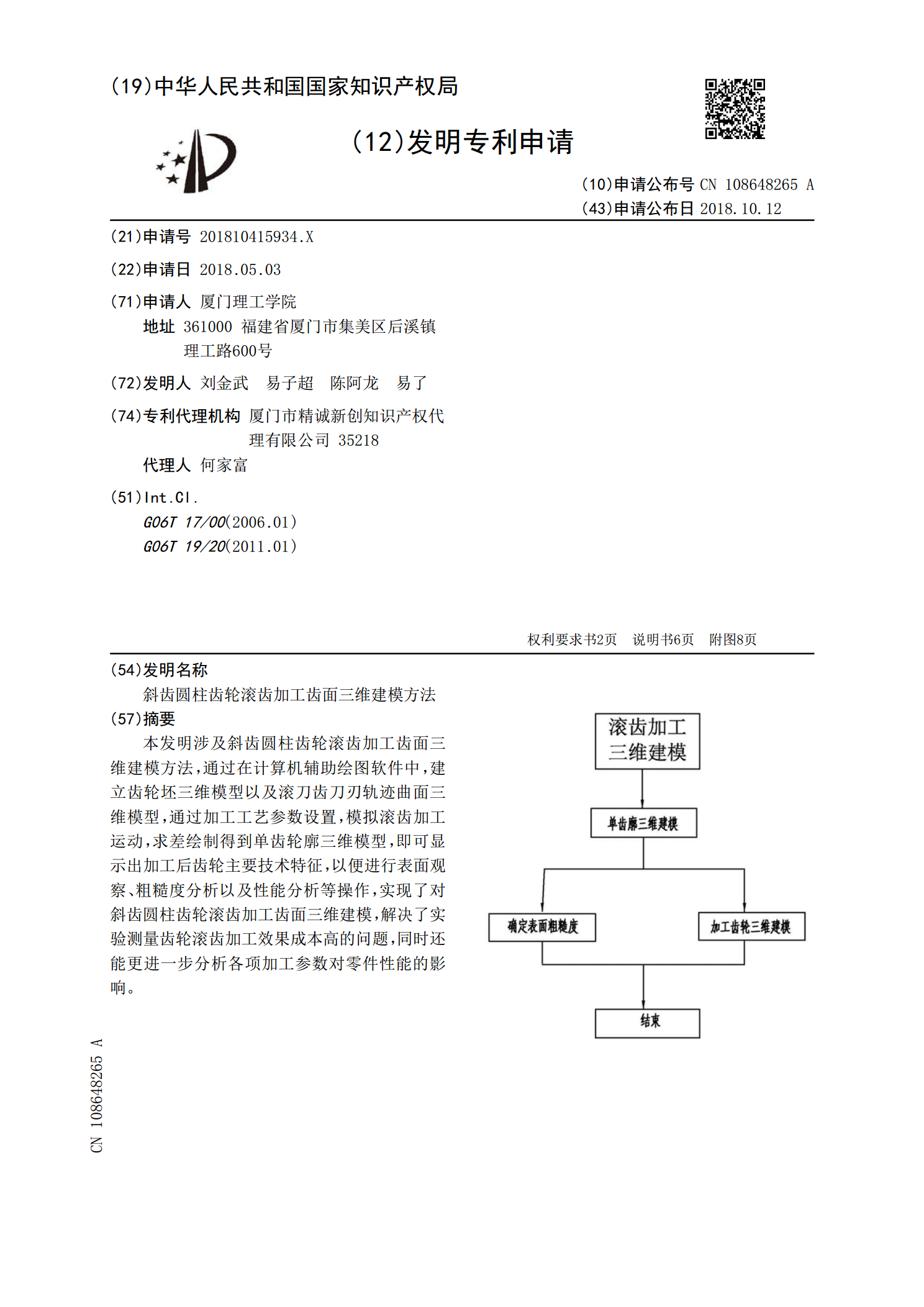
斜齿圆柱齿轮滚齿加工齿面三维建模方法.pdf
本发明涉及斜齿圆柱齿轮滚齿加工齿面三维建模方法,通过在计算机辅助绘图软件中,建立齿轮坯三维模型以及滚刀齿刀刃轨迹曲面三维模型,通过加工工艺参数设置,模拟滚齿加工运动,求差绘制得到单齿轮廓三维模型,即可显示出加工后齿轮主要技术特征,以便进行表面观察、粗糙度分析以及性能分析等操作,实现了对斜齿圆柱齿轮滚齿加工齿面三维建模,解决了实验测量齿轮滚齿加工效果成本高的问题,同时还能更进一步分析各项加工参数对零件性能的影响。
斜齿面齿轮齿面形成与加工方法研究1.pdf
西北工业大学硕士学位论文斜齿面齿轮齿面形成与加工方法研究姓名:刘常青申请学位级别:硕士专业:机械设计及理论指导教师:赵宁20070301根据面齿轮的插齿加工原理,联合利用Ⅶ和AutoCAD二次开发实现斜齿面摘要以斜齿面齿轮为研究对象,由齿轮啮合原理出发,推导了斜齿面齿轮的齿面方程,进行了斜齿面齿轮的齿面仿真,研究了斜齿面齿轮的插齿加工原理并进行了插齿加工仿真。在此基础上,研究了面齿轮的磨齿原理,并初步分析研究了面主要对相交轴面齿轮传动进行了研究,在斜齿圆柱齿轮的齿面方程基础上,采用啮合原理推导了斜齿面齿轮

斜线齿面齿轮插齿加工及有限元分析.docx
斜线齿面齿轮插齿加工及有限元分析斜线齿面齿轮插齿加工及有限元分析摘要:斜线齿面齿轮是一种常用的传动元件,具有传动效率高、承载能力强等优点,广泛应用于机械工程领域。本文主要介绍了斜线齿面齿轮的插齿加工工艺以及有限元分析方法,以期提高齿轮的质量和性能。关键词:斜线齿面齿轮;插齿加工;有限元分析1.引言齿轮作为传动装置的核心部件,其质量和性能对机械传动系统起着决定性作用。斜线齿面齿轮具有传动效率高、承载能力强等优点,因此在机械工程领域得到了广泛应用。为了提高齿轮的质量和性能,插齿加工和有限元分析成为了研究的热点