
一种摆线齿锥齿轮及准双曲面齿轮的齿面加工方法.pdf

听容****55


1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种摆线齿锥齿轮及准双曲面齿轮的齿面加工方法.pdf
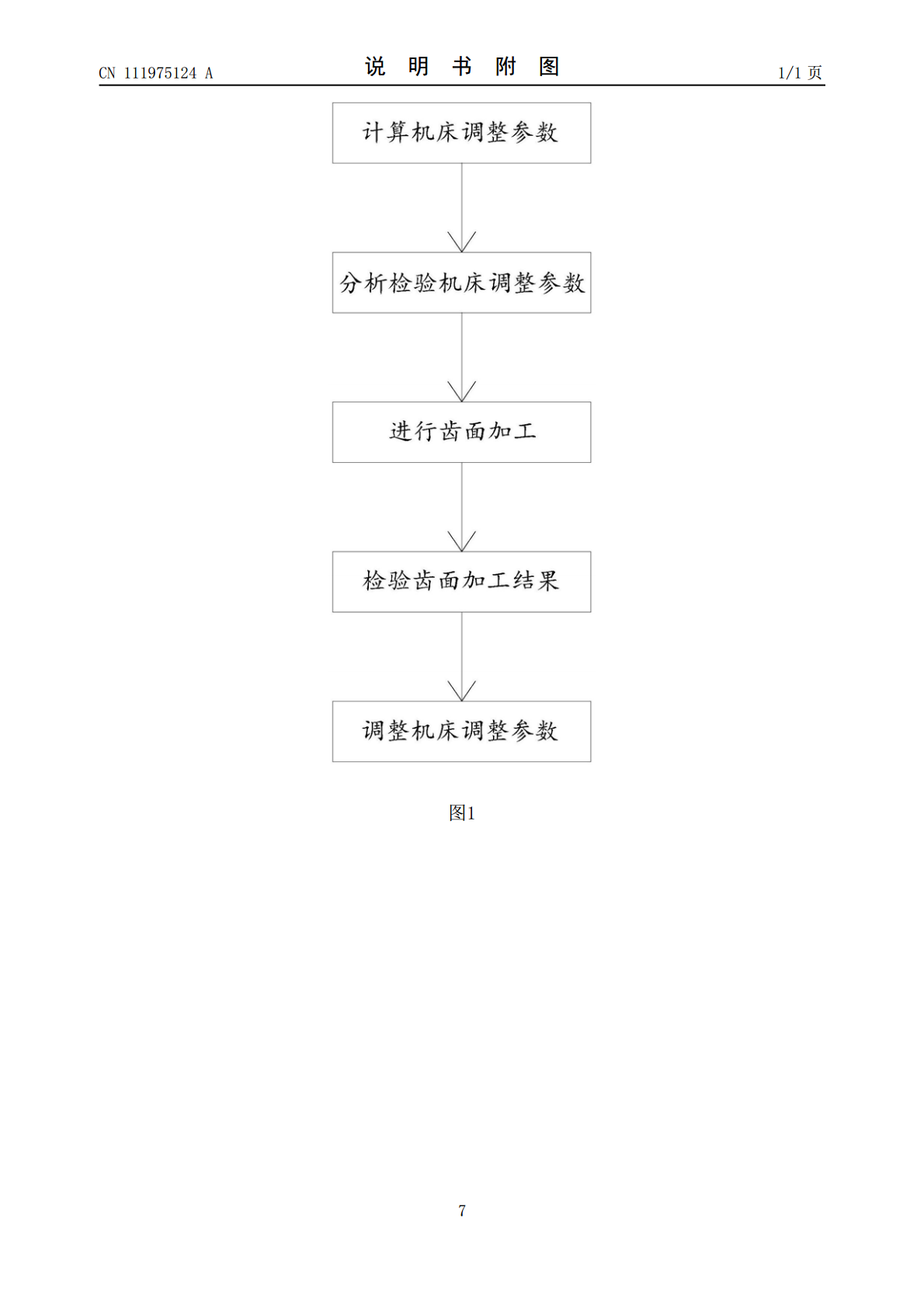
本发明公开了一种摆线齿锥齿轮及准双曲面齿轮的齿面加工方法,先根据摆线齿锥齿轮及准双曲面齿轮的齿面接触区、齿厚设计要求以及齿轮刀具参数计算得到两侧齿面加工的机床调整参数,之后利用数控加工机床对齿面进行加工,最后检验齿面加工结果并根据检验结果调整所述机床调整参数。本发明使用一台全数控螺旋锥齿轮加工机床和一盘齿轮刀具,一次装夹,采用计算分析得到的两套机床调整参数分别加工摆线齿锥齿轮及准双曲面齿轮的两侧齿面,由于两侧齿面齿形和齿厚分别由一套机床调整参数控制,因此可以独立调整控制,齿面加工调整灵活。本工艺方法既可用
一种弧齿锥齿轮及准双曲面齿轮的齿面加工方法.pdf
本发明公开了一种弧齿锥齿轮及准双曲面齿轮的齿面加工方法,将砂轮安装于全数控螺旋锥齿轮加工机床上,根据待加工的弧齿锥齿轮或准双曲面齿轮的设计要求和所述砂轮的几何参数分析得到凹面调整参数和凸面调整参数,先调用所述凹面调整参数或所述凸面调整参数完成所述弧齿锥齿轮或准双曲面齿轮的凹面加工或凸面加工,再对应完成凸面加工或凹面加工。本发明通过一套机床、一个砂轮同时完成弧齿锥齿轮或准双曲面齿轮的凹面磨齿加工、凸面磨齿加工,具备加工效率高、精度高的优点,同时针对凹面、凸面分别设计一套机床调整参数,使得凹面、凸面的齿形、齿

一种摆线齿锥齿轮加工方法.pdf
本发明公开了一种摆线齿锥齿轮加工方法,包括:(1)确定产形轮基本参数;(2)确定形成产形轮齿面的运动;(3)确定产形轮展成齿轮的运动;(4)对产形轮展成齿轮的运动进行修正;(5)完成对被加工齿轮的展成。本发明相对于Klingelnberg方法,刀盘结构大为简化,不需十字滑块机构,刚性提高;相对于Oerlikon方法,不需刀倾机构,机床结构大为简化,刚性提高;可以在无刀倾摇盘类锥齿轮铣齿机上加工摆线齿锥齿轮和准双曲面齿轮;齿面修正不引起机床和刀具的附加调整;可以实现齿面接触斑点的位置、大小和形状的二阶预控;

一种针对摆线齿锥齿轮误差加载齿面接触分析的方法.pdf
本发明涉及一种针对摆线齿锥齿轮误差加载齿面接触分析的方法,属于非线性振动理论分析领域,该方法考虑齿轮副弹性变形,支撑系统扭转,齿轮加工误差和机床设置误差,推导出一种新的误差加载接触分析方法。本发明方法当对一个加载齿面接触分析时能够更加贴近真实情况,本发明方法通常用于解决在加载、传递误差、载荷分布和加工仿真下的真实接触面积通过V-H-J(V是齿轮副的纵向设置参数,并且小齿轮的向上方向是主动的;H是齿轮副的坐标轴设置参数,并且朝向小齿轮大端方向是主动的;J是沿着坐标轴方向的调整参数,并且小齿轮远离大齿轮的方向

弧齿锥齿轮和准双曲面齿轮成形法大轮磨齿机.pdf
一种弧齿锥齿轮和准双曲面齿轮成形法大轮磨齿机,床身顶面一侧有Y轴滑座,Y轴滑座上有沿Z轴移动的砂轮箱;砂轮箱装有W轴,W轴中装有偏心C轴,C轴一端装有砂轮;床身顶面另一侧有摇臂,该摇臂经铰接轴同床身铰接;摇臂装有液压油缸;摇臂装有X轴滑座,X轴滑座上装有回转A轴,A轴的一端用以安装被加工的成形法大轮。具有结构简单,稳定与可靠性好、效率高且占地面积小、防护与排屑容易,工件和砂轮的装卸很方便等特点。