
一种光学硬脆材料抛光加工表面形貌的预测方法.pdf

雨巷****轶丽

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种光学硬脆材料抛光加工表面形貌的预测方法.pdf
本发明属于材料加工技术领域,尤其涉及一种光学硬脆材料抛光加工表面形貌的预测方法。该方法包括如下步骤:确定微凸峰‑工件间的接触信息;获取磨粒尺寸分布函数;根据接触信息及预先获得的抛光液浓度,获取有效磨粒数;结合接触信息和磨粒尺寸分布函数,确定磨粒‑工件间的相对运动方式;根据磨粒‑工件间的相对运动方式,确定工件表面材料的去除方式及产生的痕迹轮廓;根据单颗磨粒受力情况,并结合抛光头相对工件的运动情况,获得磨粒的运动轨迹;根据磨粒‑工件间的相对运动方式、磨粒的运动轨迹,获得工件表面的形貌轮廓。本发明提供的预测方法
一种用于加工硬脆材料的抛光轮及其制备方法.pdf
本发明提供一种用于加工硬脆材料的抛光轮及其制备方法。本发明方法包括如下步骤:取无纺布作为抛光层基体,利用表面活性剂清洗无纺布,之后依次经过去离子水、无水乙醇洗涤,最后烘干;将已筛好磨粒、分散剂、添加剂、去离子水中混合、搅拌后加入偶联剂,并放入一定温度的水浴中持续搅拌、振动;将烘干的无纺布放入基液中浸渍,在一定温度的水浴状态下缓慢均匀搅拌一定时间,烘干;将烘干后的无纺布放入模具中,压制一定时间,制得抛光层。本方法工艺简单,成本低廉,易于实现和推广。

硬脆材料超光滑表面自适应加工方法.pdf
本发明公开了一种硬脆材料超光滑表面自适应加工方法,采用浮动的加工系统加工硬脆材料,加工时首先用W40砂轮粗加工,然后用W3.5砂轮精磨,加工条件:砂轮转速为120~700r/min;加工压力0.05~0.3Mpa;加工时间30s;加工后采用WYKO光学表面轮廓仪进行表面粗糙度测量。本发明在每次加工过程中,由加工材料的机械物理性能、加工参数及加工所用磨料的硬度、粒度等加工过程诸影响因素,“自适应地”选择去除工件表面的加工层厚度,而不是人为设定每次去除厚度的加工方法。该方法不仅可以稳定地实现硬脆材料的塑性域加

一种降低硬脆材料表面脆性的方法.pdf
本发明涉及一种降低硬脆材料表面脆性的方法,所述方法包括步骤:(1)将热塑性聚氨酯弹性体溶于溶剂中,然后加入改性石墨纳米粉,超声震荡处理,得到增韧溶液,备用。(2)将待处理的硬脆材料工件浸入所述增韧溶液中,然后进行超声震荡处理,取出所述工件后对其进行电子束辐照处理,即可。本发明以具有良好韧性能力的热塑性聚氨酯弹性体和改性石墨纳米粉为原料制备了增韧溶液,经过浸润和电子束辐照处理后,在硬脆性材料工件的表面渗透并形成韧性薄膜,同时增韧溶液中的热塑性聚氨酯弹性体和改性石墨纳米微粒在超声振荡处理的作用下渗透至工件表面
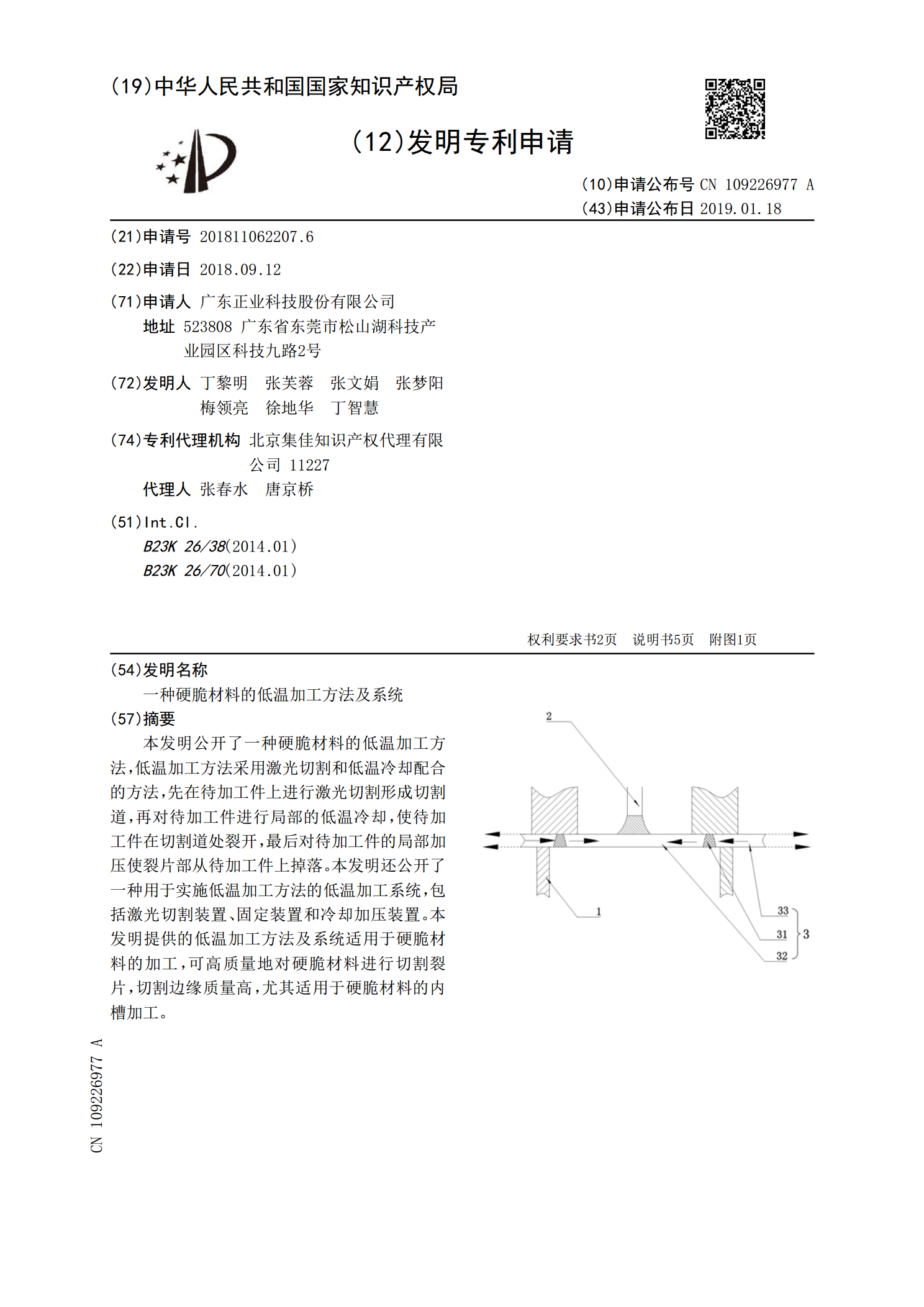
一种硬脆材料的低温加工方法及系统.pdf
本发明公开了一种硬脆材料的低温加工方法,低温加工方法采用激光切割和低温冷却配合的方法,先在待加工件上进行激光切割形成切割道,再对待加工件进行局部的低温冷却,使待加工件在切割道处裂开,最后对待加工件的局部加压使裂片部从待加工件上掉落。本发明还公开了一种用于实施低温加工方法的低温加工系统,包括激光切割装置、固定装置和冷却加压装置。本发明提供的低温加工方法及系统适用于硬脆材料的加工,可高质量地对硬脆材料进行切割裂片,切割边缘质量高,尤其适用于硬脆材料的内槽加工。