
硬脆材料超光滑表面自适应加工方法.pdf

觅松****哥哥


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硬脆材料超光滑表面自适应加工方法.pdf
本发明公开了一种硬脆材料超光滑表面自适应加工方法,采用浮动的加工系统加工硬脆材料,加工时首先用W40砂轮粗加工,然后用W3.5砂轮精磨,加工条件:砂轮转速为120~700r/min;加工压力0.05~0.3Mpa;加工时间30s;加工后采用WYKO光学表面轮廓仪进行表面粗糙度测量。本发明在每次加工过程中,由加工材料的机械物理性能、加工参数及加工所用磨料的硬度、粒度等加工过程诸影响因素,“自适应地”选择去除工件表面的加工层厚度,而不是人为设定每次去除厚度的加工方法。该方法不仅可以稳定地实现硬脆材料的塑性域加

硬脆材料加工中超硬刀具的应用.docx
硬脆材料加工中超硬刀具的应用超硬刀具在硬脆材料加工中的应用摘要:超硬刀具作为一种高硬度、高耐磨性的切削工具,广泛应用于硬脆材料加工中。本文将详细介绍超硬刀具的特点和种类,并探讨超硬刀具在硬脆材料加工中的优势和挑战。此外,还将讨论超硬刀具的应用领域以及发展趋势。关键词:超硬刀具、硬脆材料、特点、种类、优势、挑战、应用领域、发展趋势一、介绍超硬刀具,又称为固体超硬合金刀具,是一种由金刚石和立方氮化硼等超硬材料制成的切削工具。与传统刀具相比,超硬刀具具有硬度高、耐磨性好、热稳定性高等特点,适用于硬度高、脆性大的

一种光学硬脆材料抛光加工表面形貌的预测方法.pdf
本发明属于材料加工技术领域,尤其涉及一种光学硬脆材料抛光加工表面形貌的预测方法。该方法包括如下步骤:确定微凸峰‑工件间的接触信息;获取磨粒尺寸分布函数;根据接触信息及预先获得的抛光液浓度,获取有效磨粒数;结合接触信息和磨粒尺寸分布函数,确定磨粒‑工件间的相对运动方式;根据磨粒‑工件间的相对运动方式,确定工件表面材料的去除方式及产生的痕迹轮廓;根据单颗磨粒受力情况,并结合抛光头相对工件的运动情况,获得磨粒的运动轨迹;根据磨粒‑工件间的相对运动方式、磨粒的运动轨迹,获得工件表面的形貌轮廓。本发明提供的预测方法
一种硬脆材料加工用免修整超硬砂轮及其制备方法.pdf
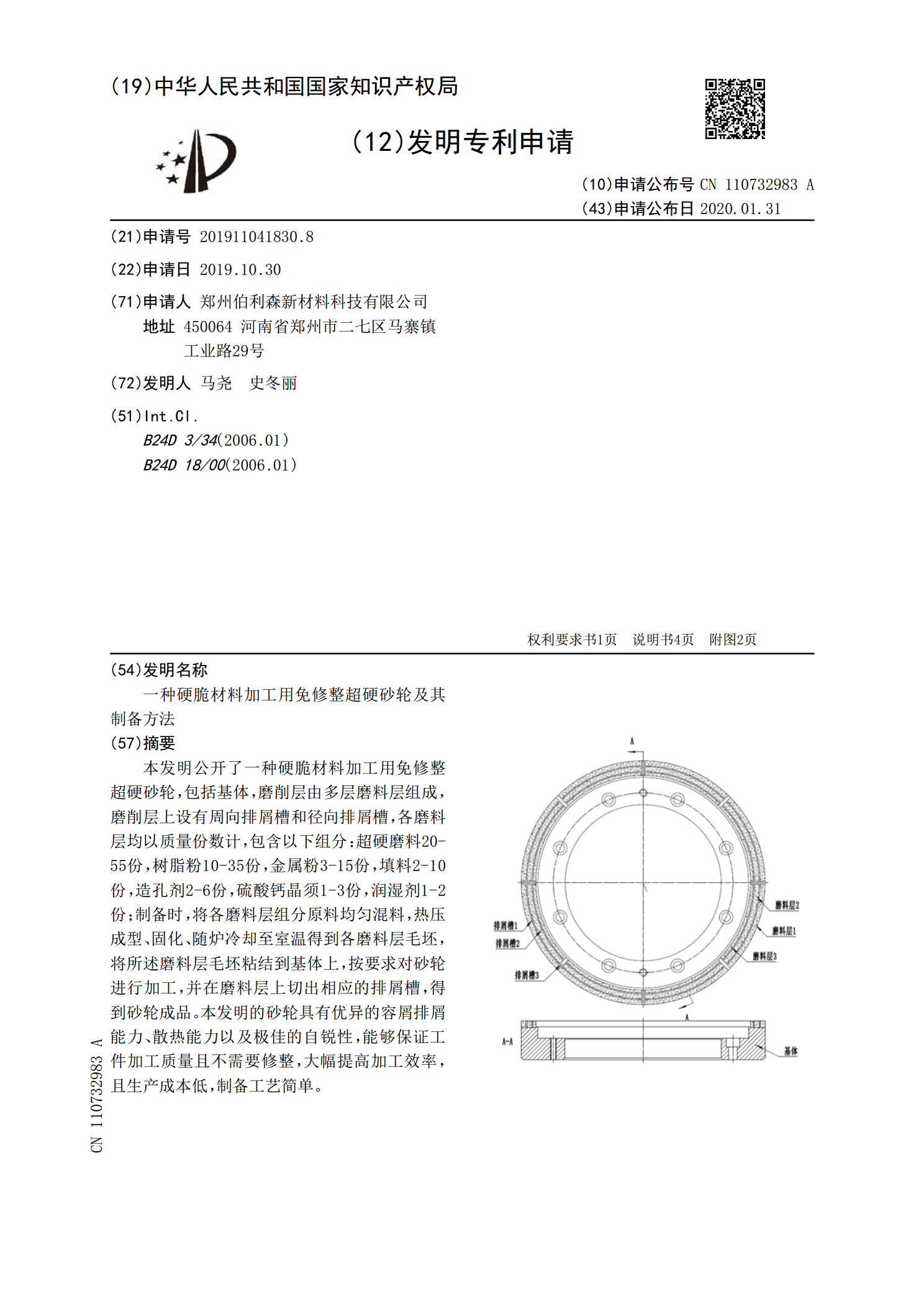
本发明公开了一种硬脆材料加工用免修整超硬砂轮,包括基体,磨削层由多层磨料层组成,磨削层上设有周向排屑槽和径向排屑槽,各磨料层均以质量份数计,包含以下组分:超硬磨料20‑55份,树脂粉10‑35份,金属粉3‑15份,填料2‑10份,造孔剂2‑6份,硫酸钙晶须1‑3份,润湿剂1‑2份;制备时,将各磨料层组分原料均匀混料,热压成型、固化、随炉冷却至室温得到各磨料层毛坯,将所述磨料层毛坯粘结到基体上,按要求对砂轮进行加工,并在磨料层上切出相应的排屑槽,得到砂轮成品。本发明的砂轮具有优异的容屑排屑能力、散热能力以及

超光滑表面加工技术.ppt
超光滑表面加工技术主要内容简述软X射线光学系统空间光学(天文望远镜)强激光系统(谐振腔反射镜面)集成电路基板大容量光盘磁头加工2.超光滑表面加工技术浴法抛光是美国在20世纪60年代为发展远紫外光学而研究的一种超光滑加工方法。此法在熔石英上获得了粗糙度为0.3nm的超光滑表面。浴法抛光示意图1.浴法抛光FP是日本大阪大学南波教授为加工抛光磁头材料在1977年提出的。该方法已经获得表面粗糙度Rq<0.1nm超光滑表面是目前超光滑表面加工技术中工件表面粗糙度最小的方法。