
一种新能源汽车轮毂锻造方法.pdf

森林****io

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种新能源汽车轮毂锻造方法.pdf
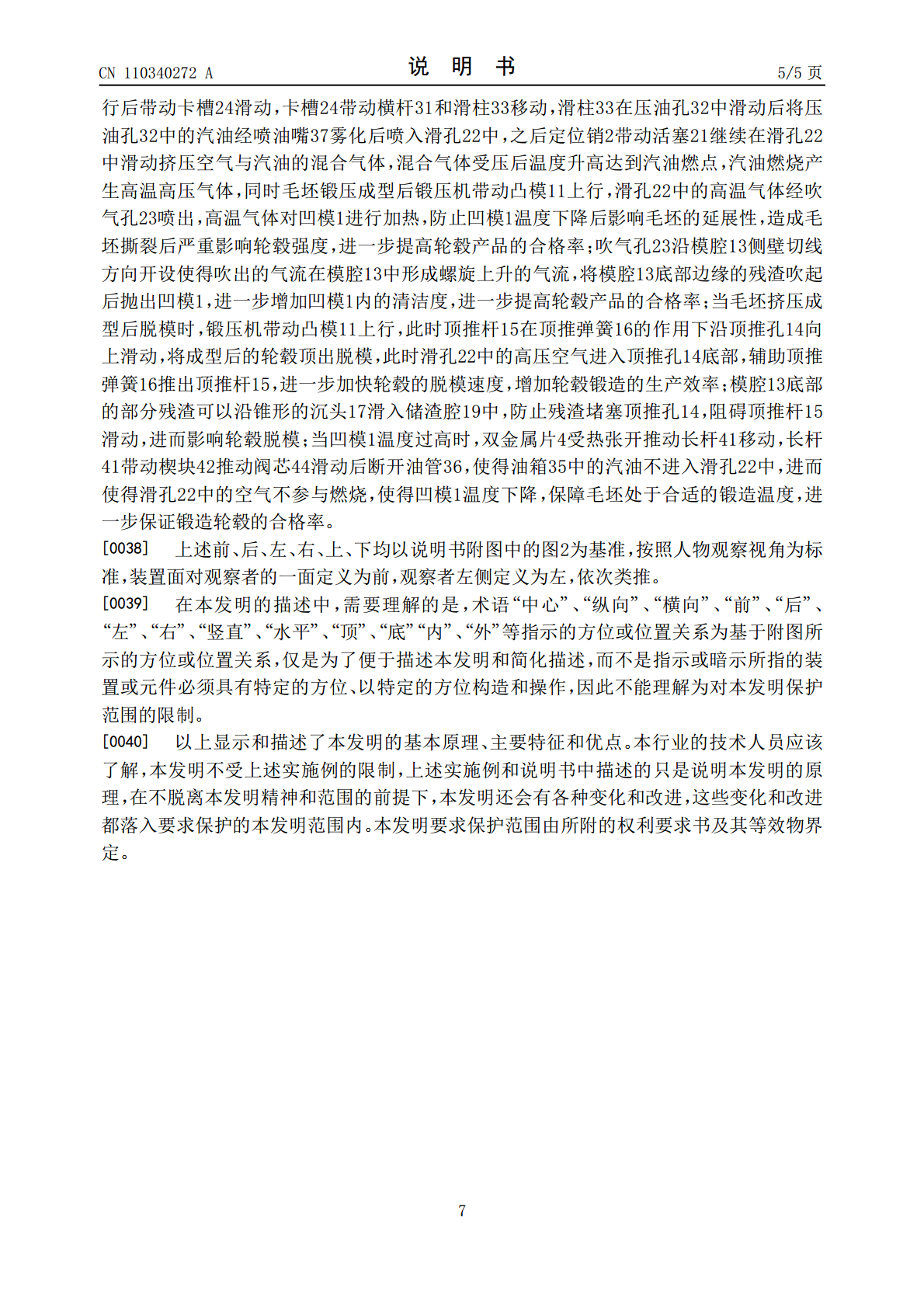
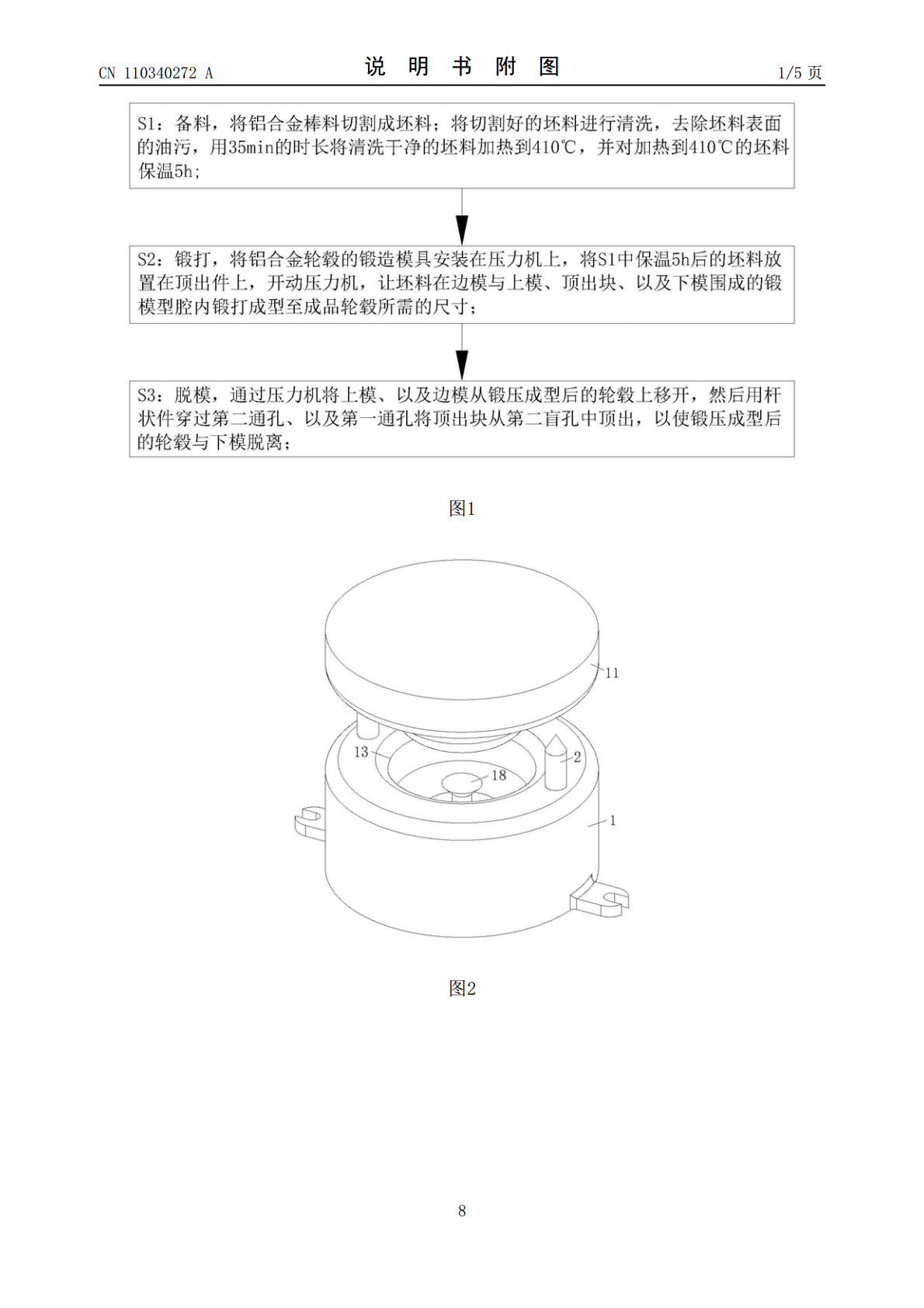
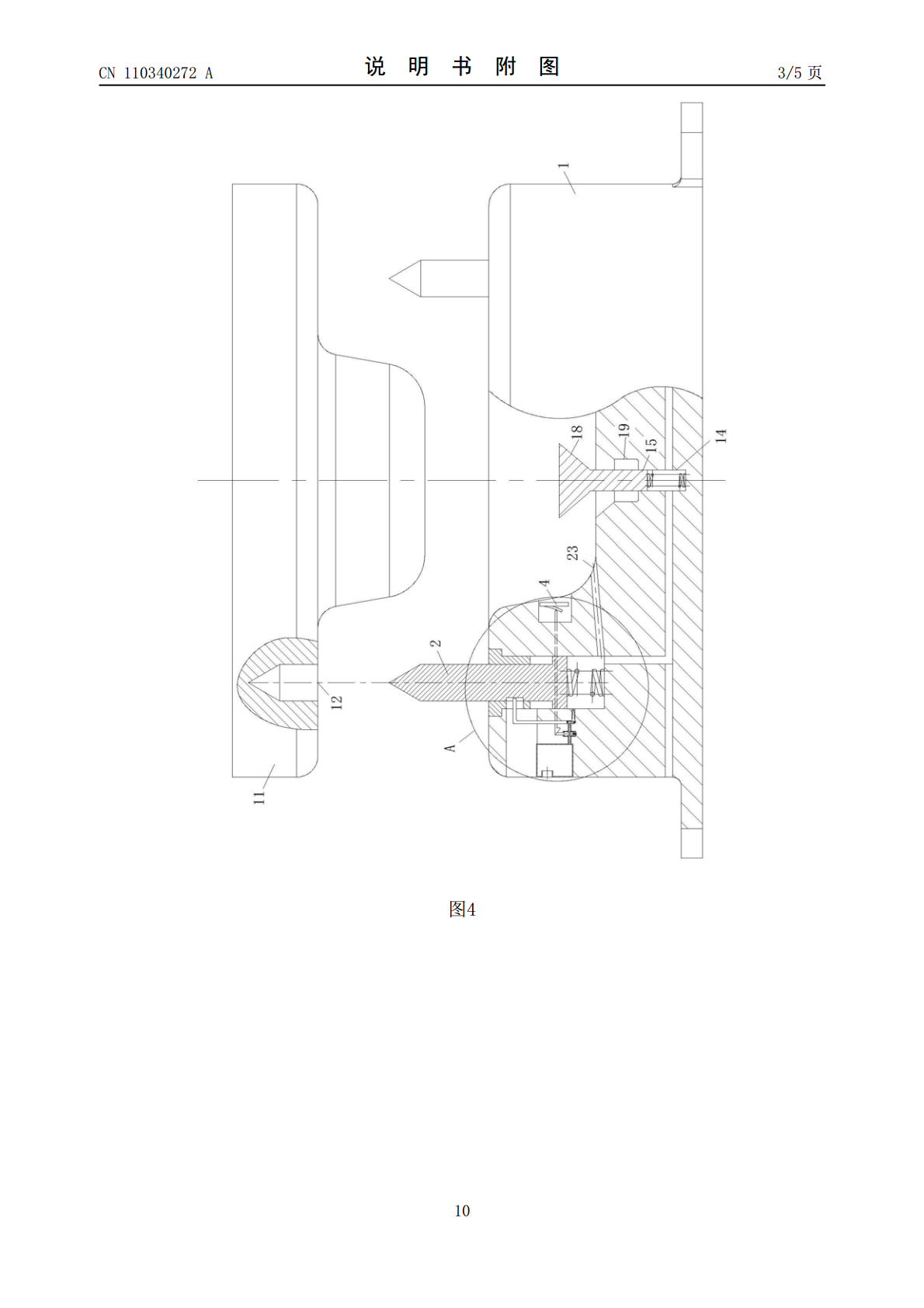
本发明属于锻造技术领域,具体的说是一种新能源汽车轮毂锻造方法;该锻造方法采用的锻造模具包括凹模;凹模上方设有凸模,凹模顶部设有一组定位销,凸模与定位销对应位置开设有定位孔;定位销底部固连的活塞在凹模内的滑孔中滑动,活塞与滑孔底部之间设有弹簧;滑孔底部通过吹气孔与凹模的模腔底部连通;本发明通过凸模移动挤压定位销,定位销带动活塞在滑孔中滑动产生压缩气体,滑孔中的压缩气体在轮毂脱模时经吹气孔喷出辅助凹模内的轮毂脱模,同时还能将毛坯挤压后残留的氧化皮等残渣吹出模腔外,防止残渣残留影响轮毂成型后的表面质量。
一种新能源汽车轮毂锻造装置.pdf
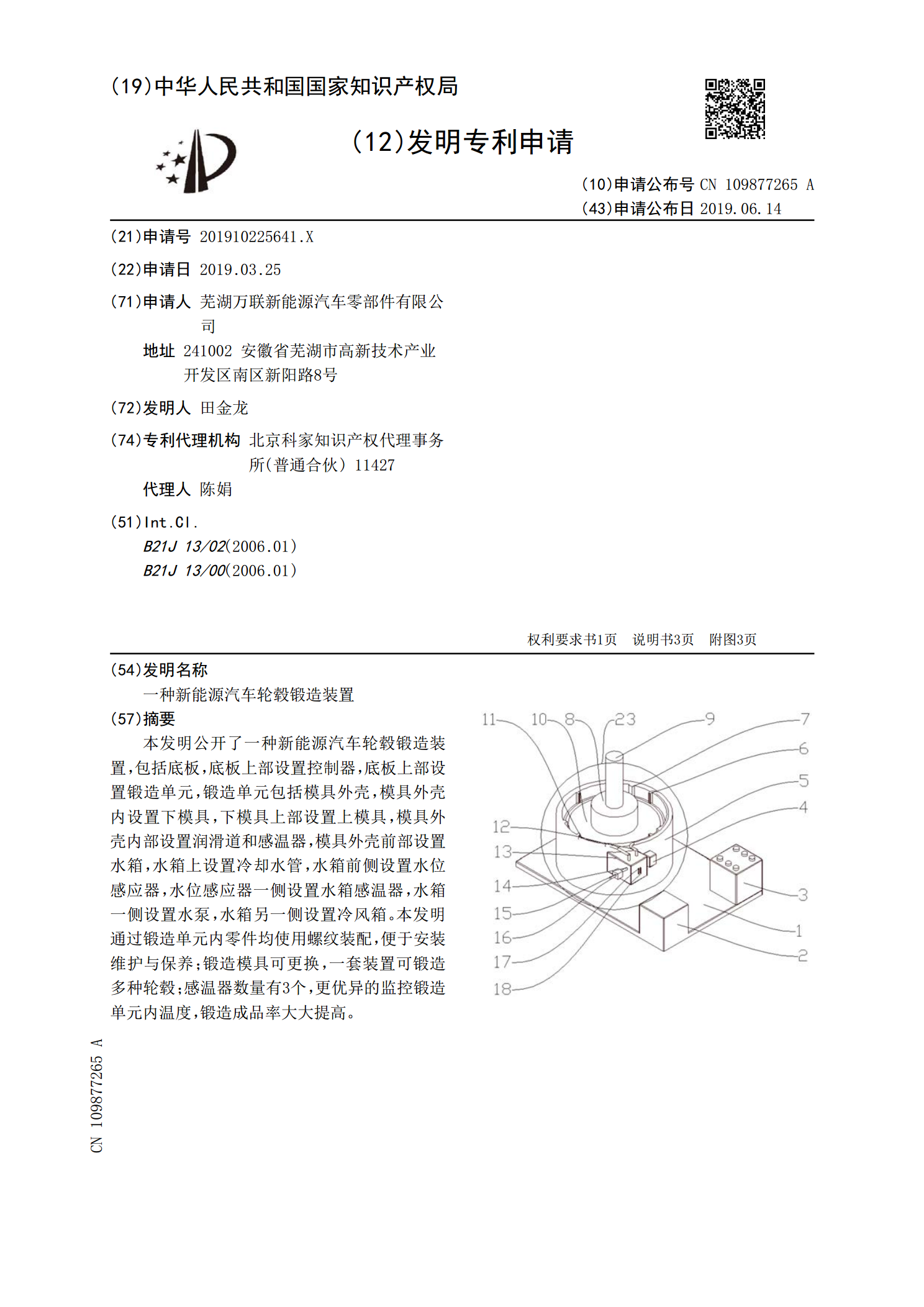
本发明公开了一种新能源汽车轮毂锻造装置,包括底板,底板上部设置控制器,底板上部设置锻造单元,锻造单元包括模具外壳,模具外壳内设置下模具,下模具上部设置上模具,模具外壳内部设置润滑道和感温器,模具外壳前部设置水箱,水箱上设置冷却水管,水箱前侧设置水位感应器,水位感应器一侧设置水箱感温器,水箱一侧设置水泵,水箱另一侧设置冷风箱。本发明通过锻造单元内零件均使用螺纹装配,便于安装维护与保养;锻造模具可更换,一套装置可锻造多种轮毂;感温器数量有3个,更优异的监控锻造单元内温度,锻造成品率大大提高。
一种新能源汽车轮毂锻造工艺.pdf
本发明涉及汽车领域,具体的说是一种新能源汽车轮毂锻造工艺,该工艺中使用的加热装置包括加热炉、支架、安装机构、密封板、固定箱、驱动机构、炉膛、清理机构、清扫架、连杆、固定座、齿轮、转轴及固定齿。本发明通过在煤炭燃烧时产生的煤渣堵塞炉膛时推动驱动机构,驱动机构被推动后实现了齿轮被驱动机构表面的固定齿带动,清扫架被齿轮带动,往复推动或者拉动把手实现了齿轮顺时针、逆时针的运动,进而实现了清扫架在两个固定座之间滑动,进而实现了连杆在炉膛的内部滑动将煤渣搅动,利于煤渣的掉落,在炉体的内部新煤燃烧时利于将煤渣清理,不影
一种汽车锻造轮毂柔性生产方法.pdf
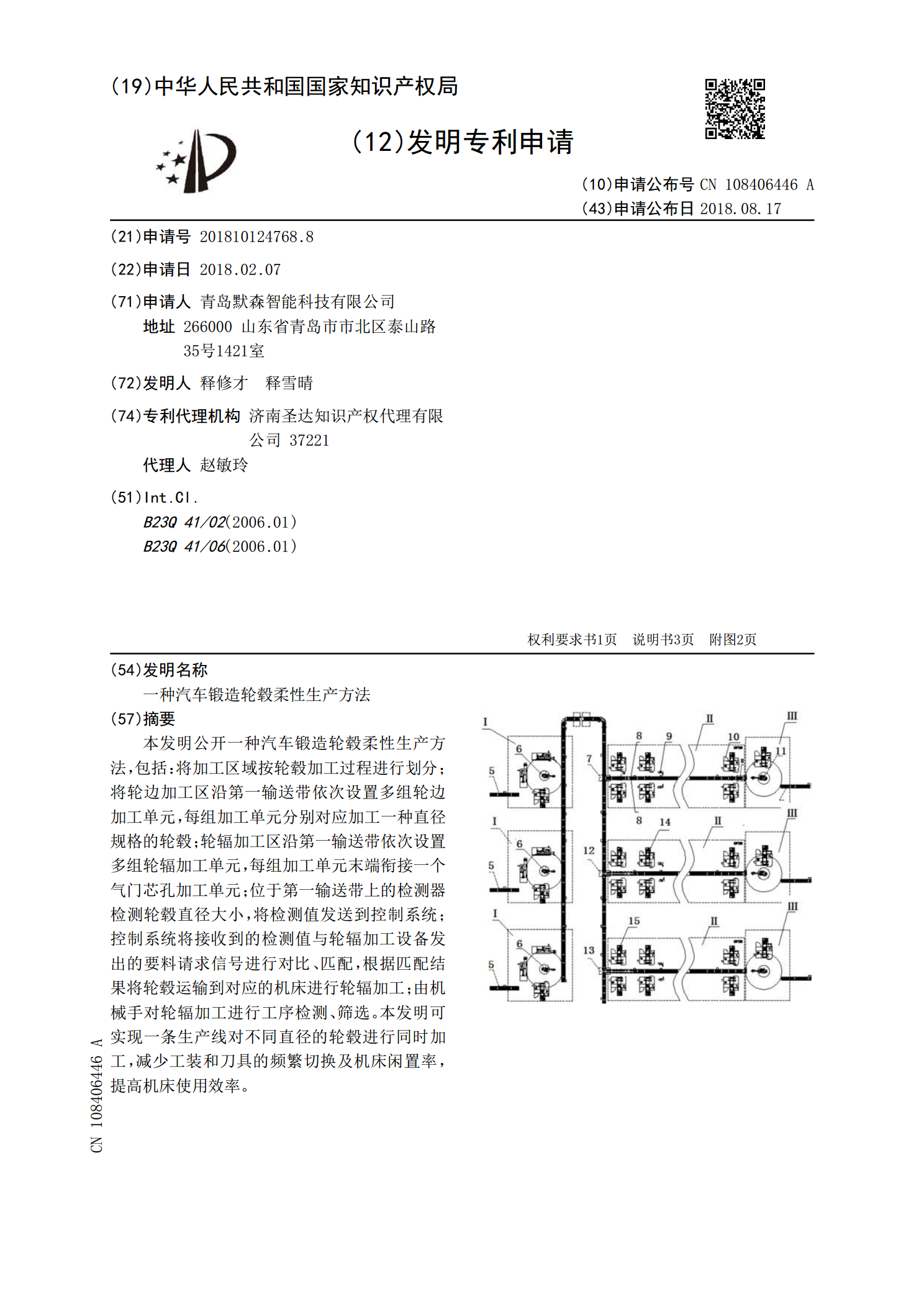
本发明公开一种汽车锻造轮毂柔性生产方法,包括:将加工区域按轮毂加工过程进行划分;将轮边加工区沿第一输送带依次设置多组轮边加工单元,每组加工单元分别对应加工一种直径规格的轮毂;轮辐加工区沿第一输送带依次设置多组轮辐加工单元,每组加工单元末端衔接一个气门芯孔加工单元;位于第一输送带上的检测器检测轮毂直径大小,将检测值发送到控制系统;控制系统将接收到的检测值与轮辐加工设备发出的要料请求信号进行对比、匹配,根据匹配结果将轮毂运输到对应的机床进行轮辐加工;由机械手对轮辐加工进行工序检测、筛选。本发明可实现一条生产线

一种汽车轮毂的锻造方法.pdf
本发明公开了一种汽车轮毂的锻造方法,包括如下步骤:将铝合金原料放入熔炼炉熔化形成圆台形锭坯;将圆台形锭坯加热至600℃~750℃,并进行保温2小时~4小时,并且将锻造模具加热至580℃~770℃,加热时间大于2小时;将所述圆台锭坯放入所述锻造模具中,用冲头多次冲压锭坯,使坯料充满整个模具形成圆形毛坯,锻造的开锻温度为600℃~750℃,终锻温度大于或等于580℃;将所述毛坯进行预压和终压形成轮毂;锻后处理:先加热至350℃~450℃预热2小时,再加热至550℃保温1小时,放入油中冷却至50℃~60℃出油空