
一种铝合金铸造轮毂水冷方法.pdf

努力****振宇


1/8
2/8

3/8
4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金铸造轮毂水冷方法.pdf
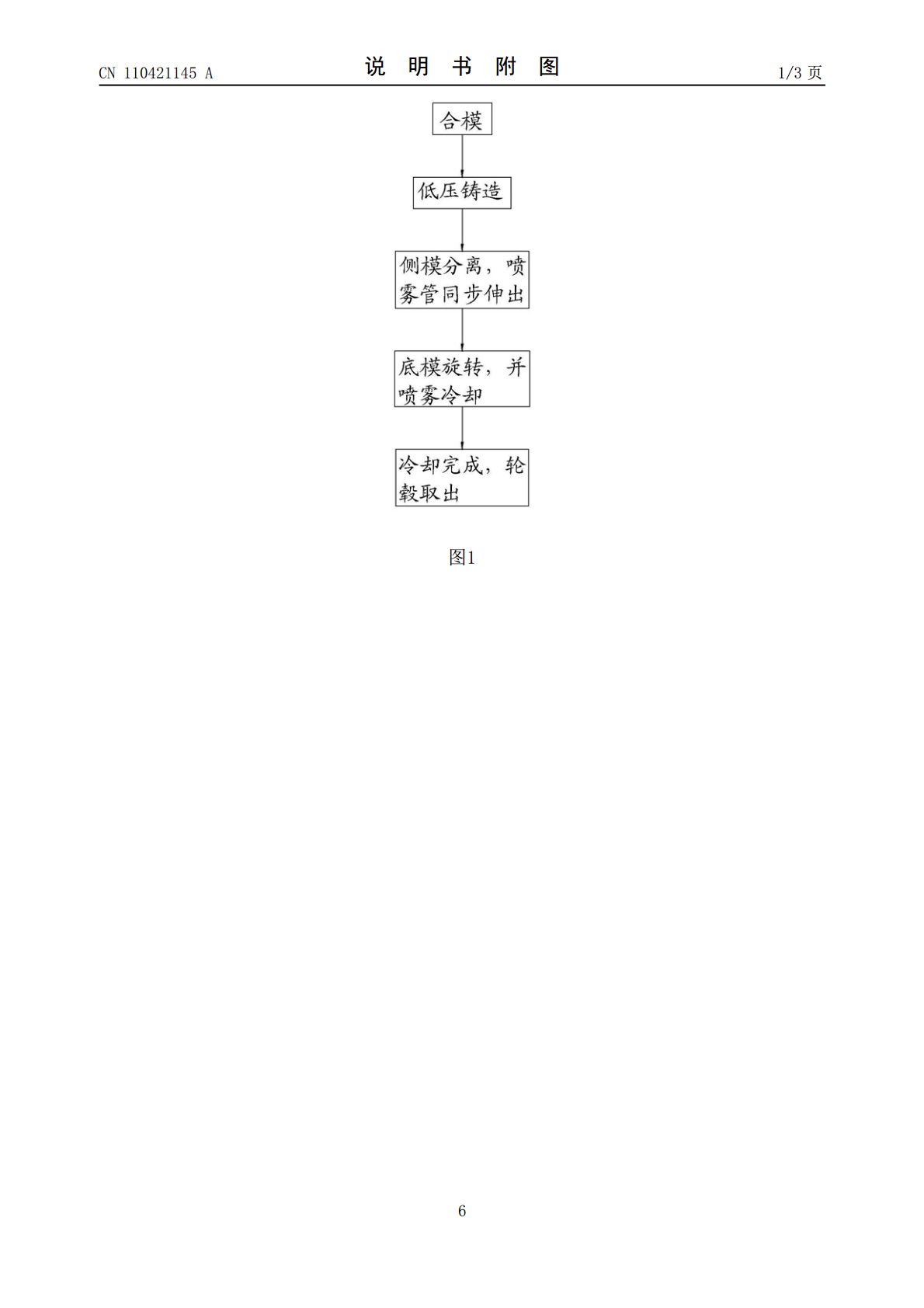
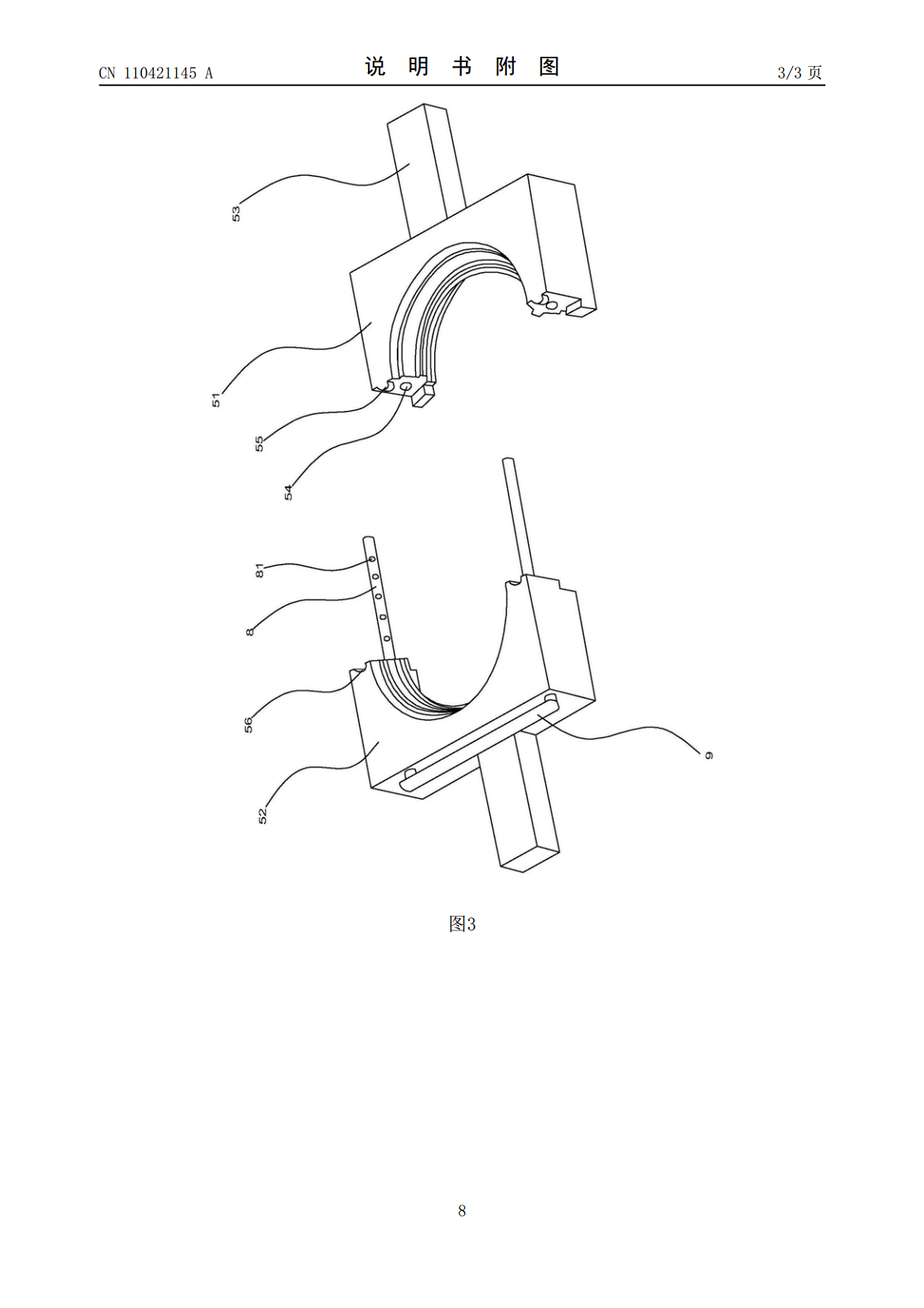
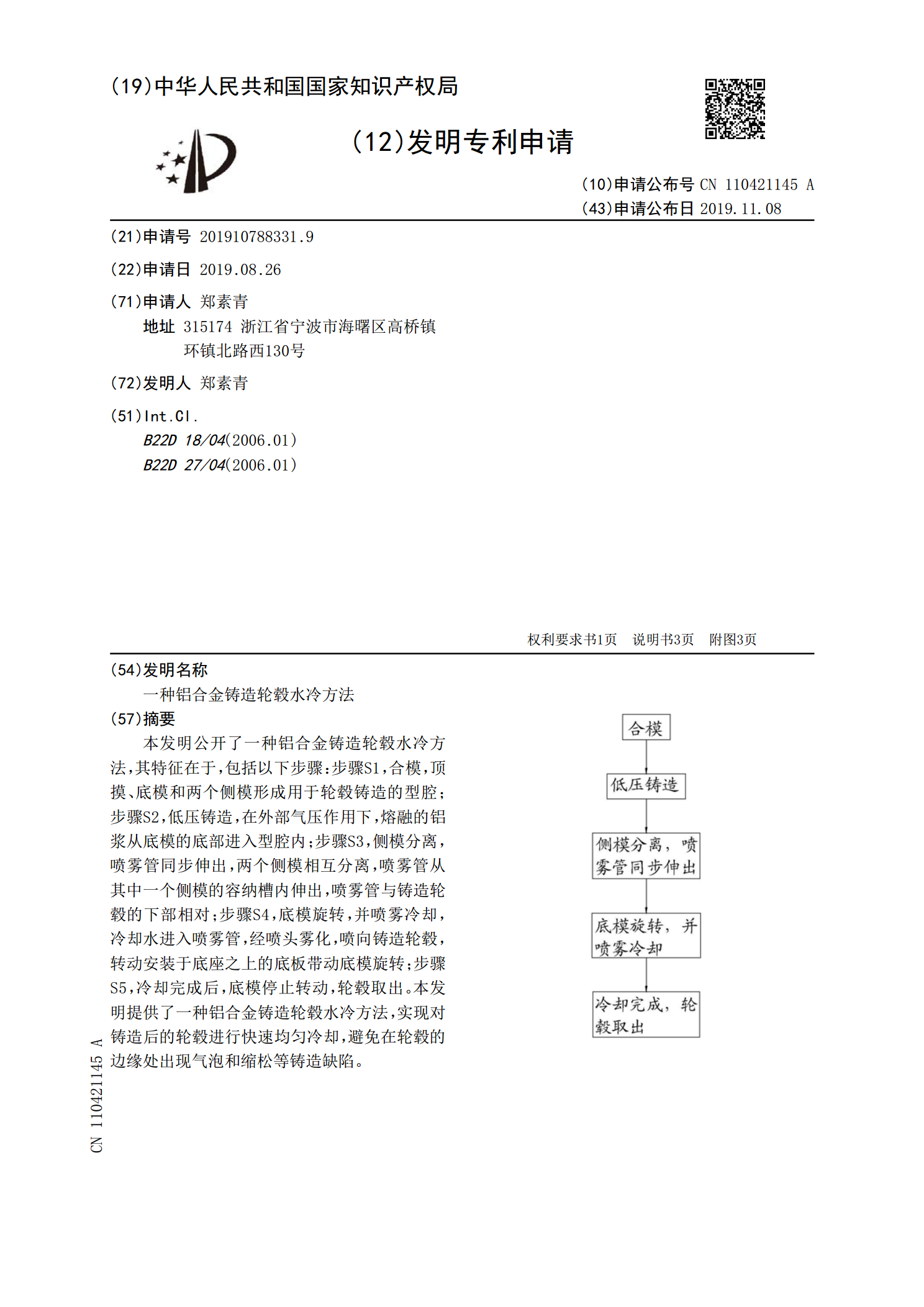
本发明公开了一种铝合金铸造轮毂水冷方法,其特征在于,包括以下步骤:步骤S1,合模,顶摸、底模和两个侧模形成用于轮毂铸造的型腔;步骤S2,低压铸造,在外部气压作用下,熔融的铝浆从底模的底部进入型腔内;步骤S3,侧模分离,喷雾管同步伸出,两个侧模相互分离,喷雾管从其中一个侧模的容纳槽内伸出,喷雾管与铸造轮毂的下部相对;步骤S4,底模旋转,并喷雾冷却,冷却水进入喷雾管,经喷头雾化,喷向铸造轮毂,转动安装于底座之上的底板带动底模旋转;步骤S5,冷却完成后,底模停止转动,轮毂取出。本发明提供了一种铝合金铸造轮毂水冷
一种铝合金铸造轮毂全水冷却装置.pdf
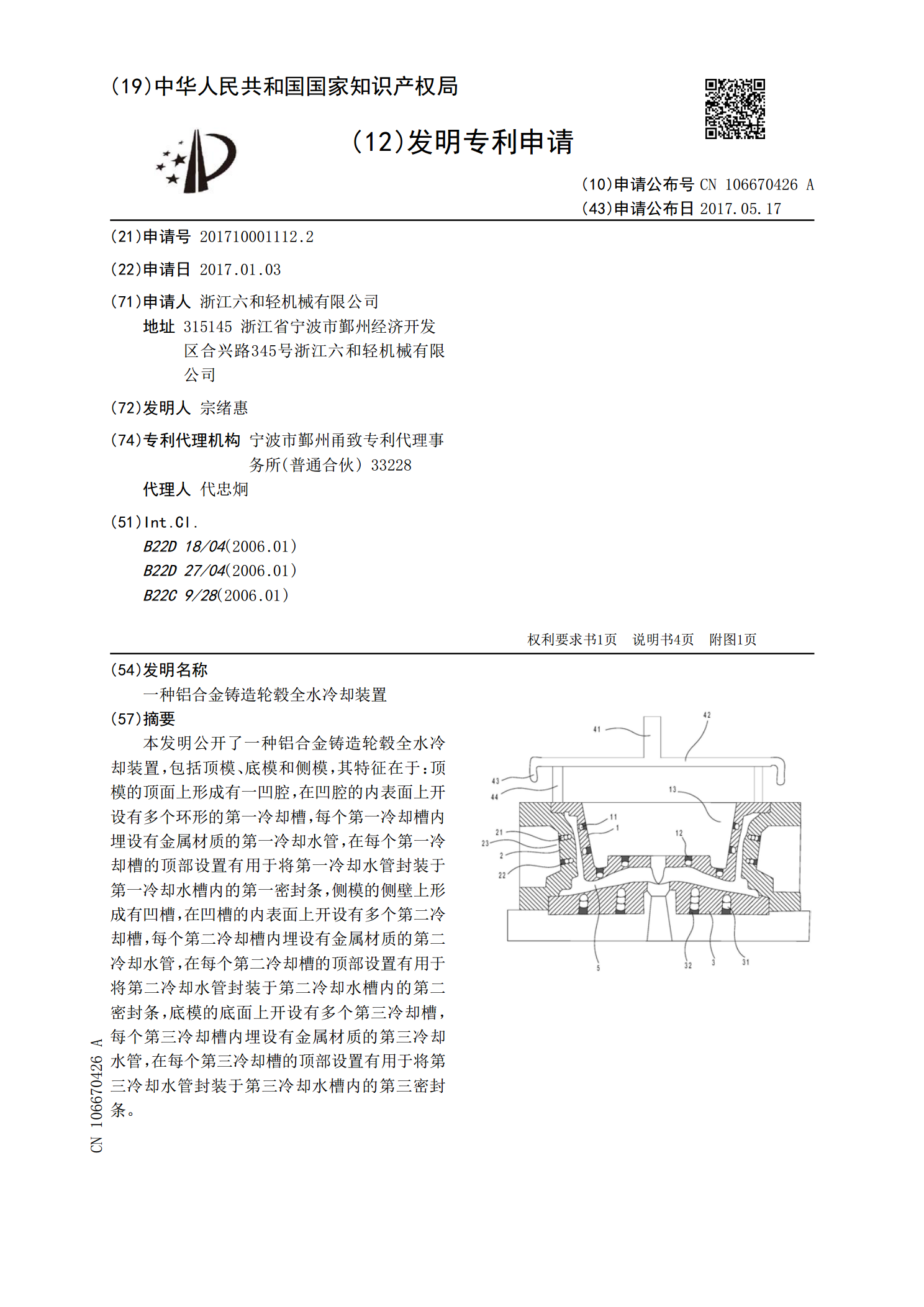
本发明公开了一种铝合金铸造轮毂全水冷却装置,包括顶模、底模和侧模,其特征在于:顶模的顶面上形成有一凹腔,在凹腔的内表面上开设有多个环形的第一冷却槽,每个第一冷却槽内埋设有金属材质的第一冷却水管,在每个第一冷却槽的顶部设置有用于将第一冷却水管封装于第一冷却水槽内的第一密封条,侧模的侧壁上形成有凹槽,在凹槽的内表面上开设有多个第二冷却槽,每个第二冷却槽内埋设有金属材质的第二冷却水管,在每个第二冷却槽的顶部设置有用于将第二冷却水管封装于第二冷却水槽内的第二密封条,底模的底面上开设有多个第三冷却槽,每个第三冷却槽
一种铝合金轮毂铸造方法.pdf
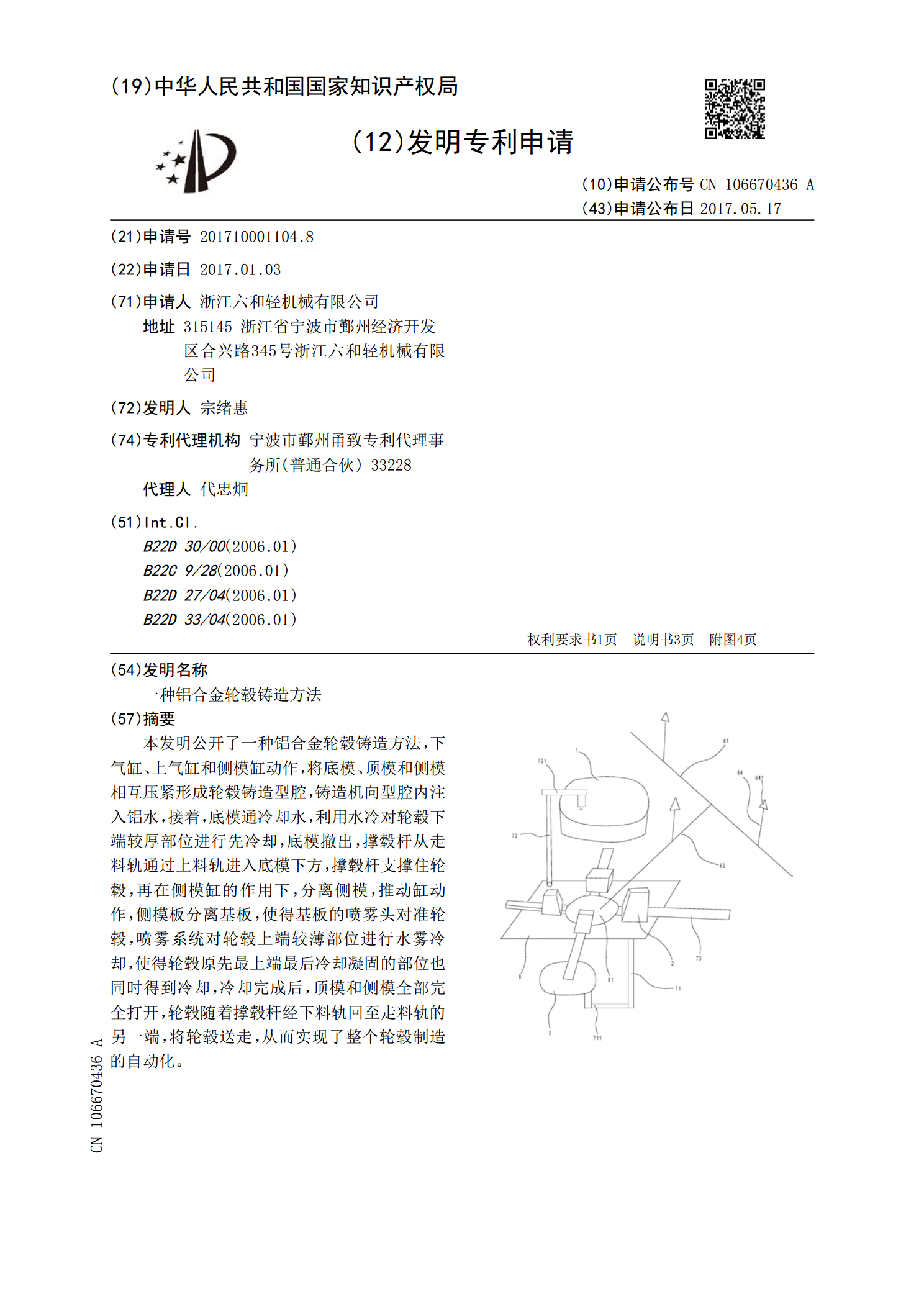
本发明公开了一种铝合金轮毂铸造方法,下气缸、上气缸和侧模缸动作,将底模、顶模和侧模相互压紧形成轮毂铸造型腔,铸造机向型腔内注入铝水,接着,底模通冷却水,利用水冷对轮毂下端较厚部位进行先冷却,底模撤出,撑毂杆从走料轨通过上料轨进入底模下方,撑毂杆支撑住轮毂,再在侧模缸的作用下,分离侧模,推动缸动作,侧模板分离基板,使得基板的喷雾头对准轮毂,喷雾系统对轮毂上端较薄部位进行水雾冷却,使得轮毂原先最上端最后冷却凝固的部位也同时得到冷却,冷却完成后,顶模和侧模全部完全打开,轮毂随着撑毂杆经下料轨回至走料轨的另一端,
一种用于轮毂铸造的水冷模具及轮毂铸造工艺.pdf
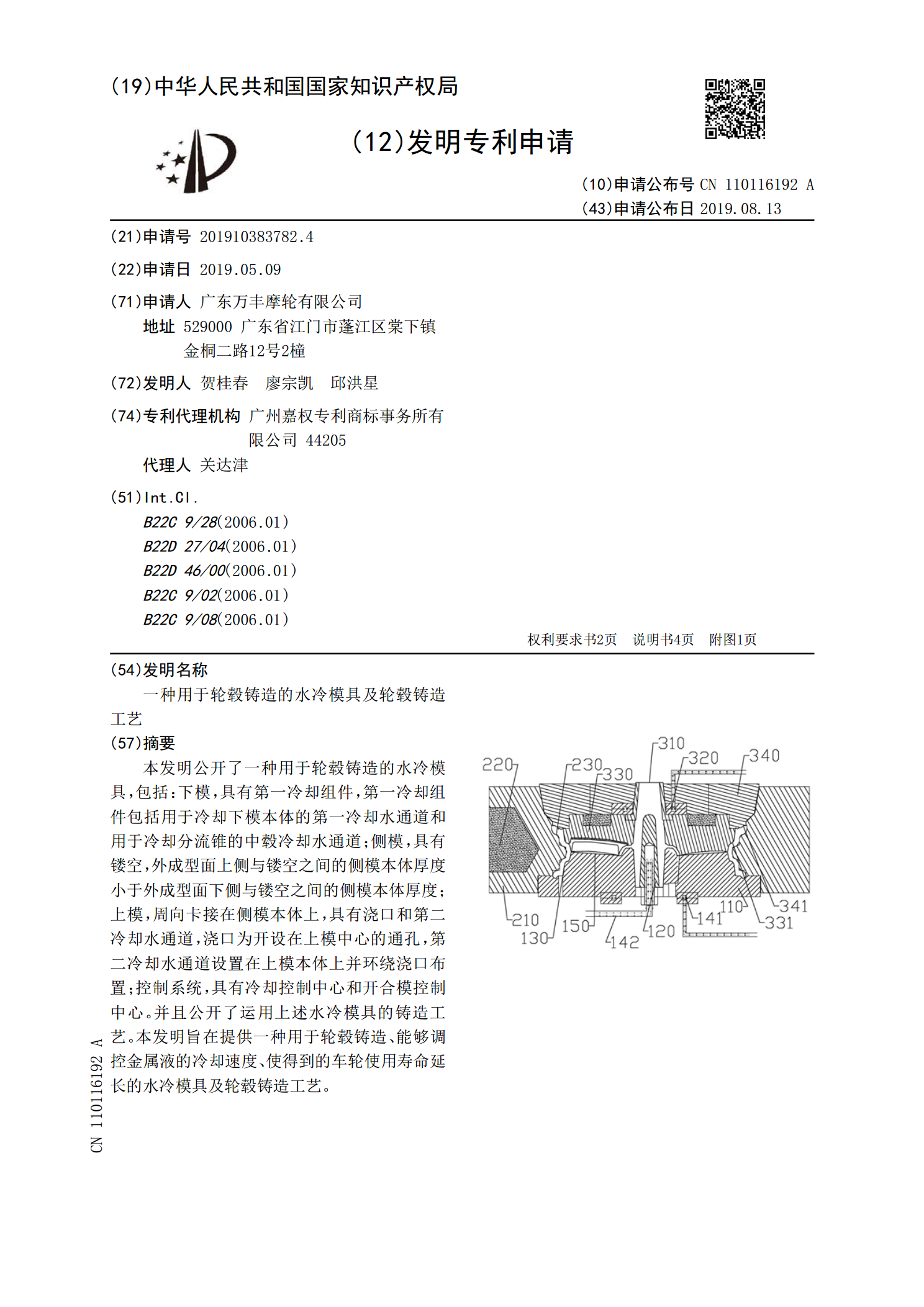
本发明公开了一种用于轮毂铸造的水冷模具,包括:下模,具有第一冷却组件,第一冷却组件包括用于冷却下模本体的第一冷却水通道和用于冷却分流锥的中毂冷却水通道;侧模,具有镂空,外成型面上侧与镂空之间的侧模本体厚度小于外成型面下侧与镂空之间的侧模本体厚度;上模,周向卡接在侧模本体上,具有浇口和第二冷却水通道,浇口为开设在上模中心的通孔,第二冷却水通道设置在上模本体上并环绕浇口布置;控制系统,具有冷却控制中心和开合模控制中心。并且公开了运用上述水冷模具的铸造工艺。本发明旨在提供一种用于轮毂铸造、能够调控金属液的冷却速
一种铝合金轮毂重力铸造方法.pdf
本发明公开了一种铝合金轮毂重力铸造方法,所述方法在中央冒口与热节直接保温以延长中央冒口对热节区的补缩时间;对热节区进行风冷,风冷的位置靠近热节区并远离中央冒口与热节之间的补缩通道。本发明通过上述几点改进,使得热节对凝固的影响降到最小,从而制备得到的铝合金轮毂具备良好的机械性能。