
一种铝合金轮毂铸造方法.pdf

纪阳****公主

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金轮毂铸造方法.pdf
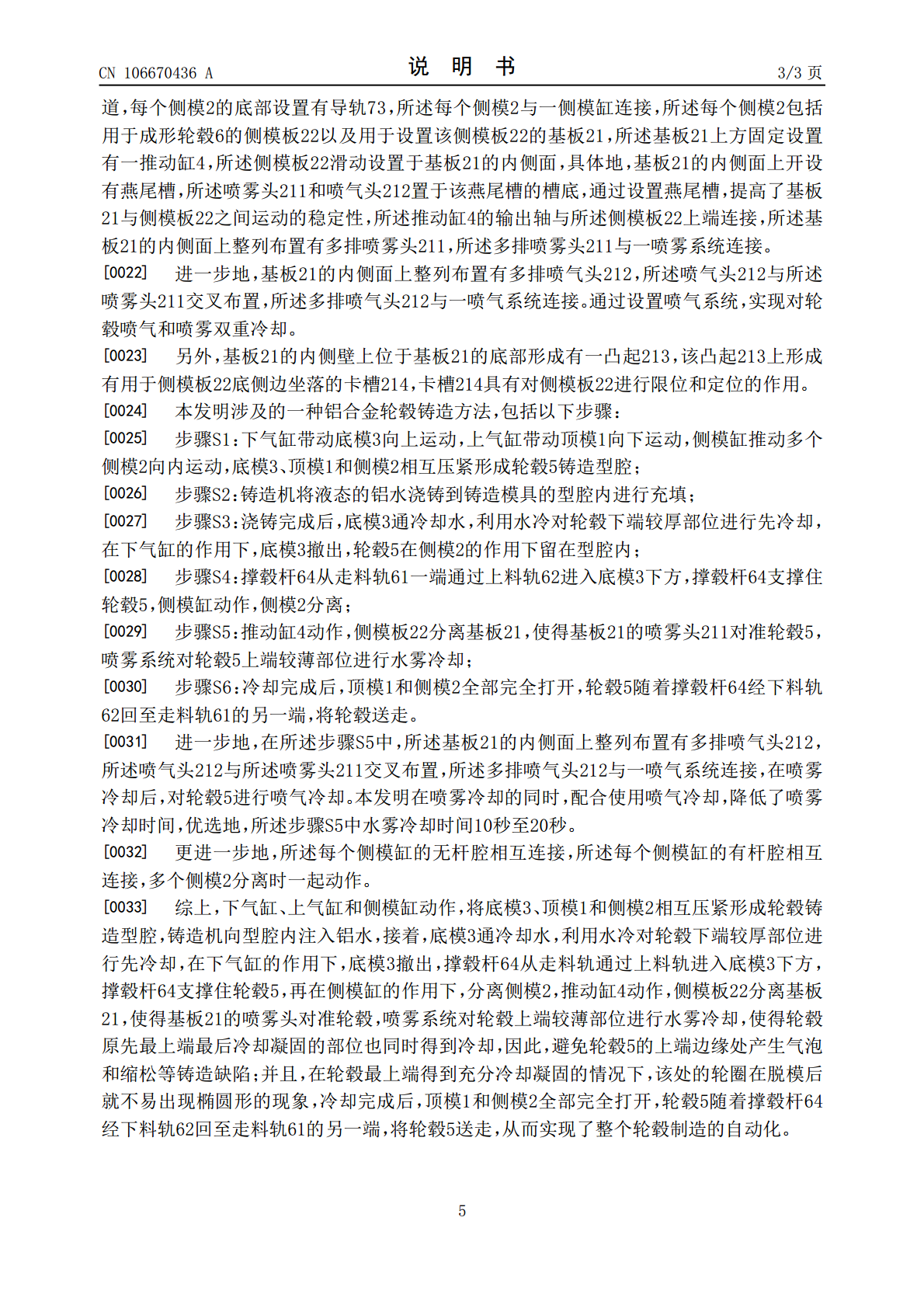
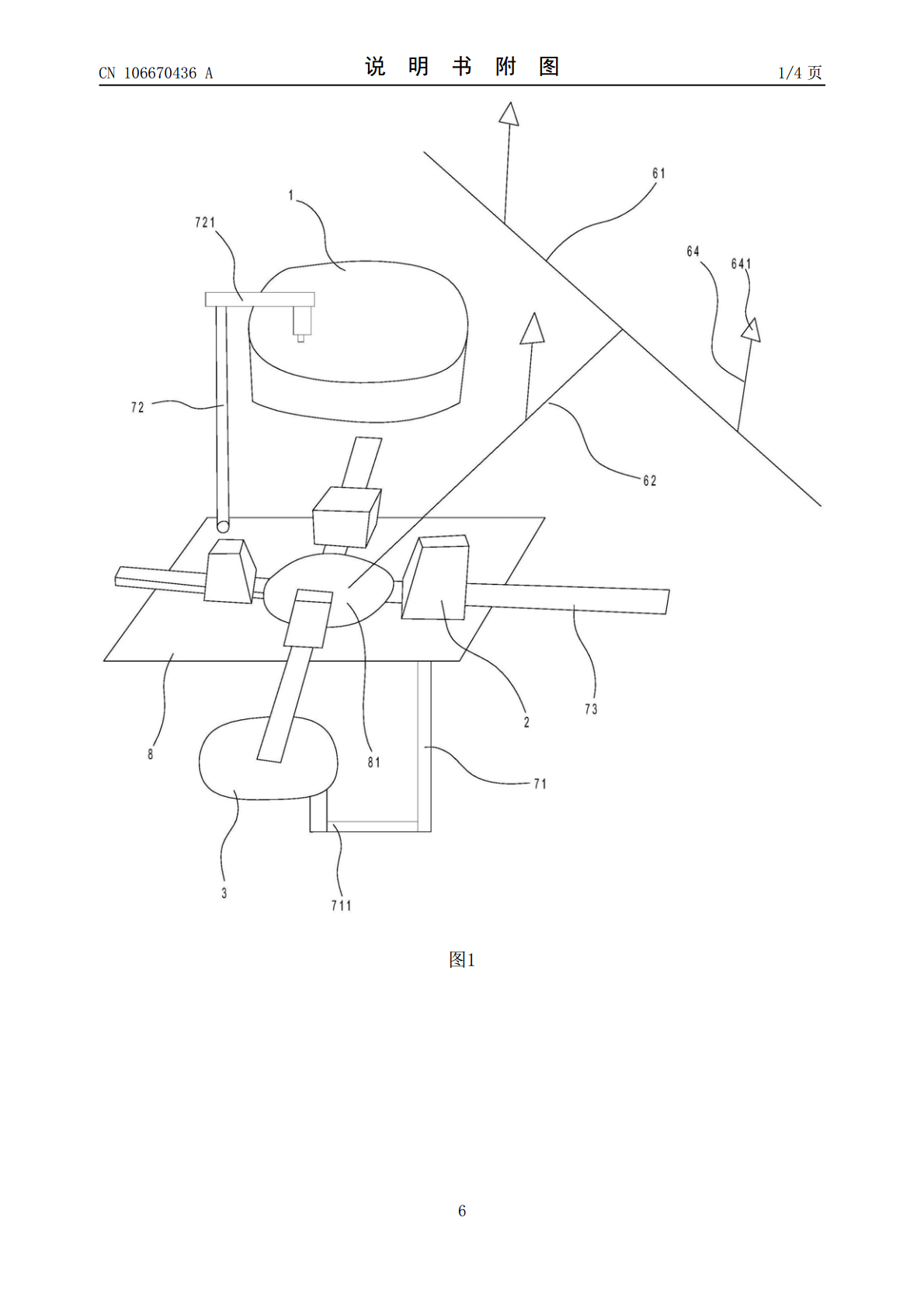
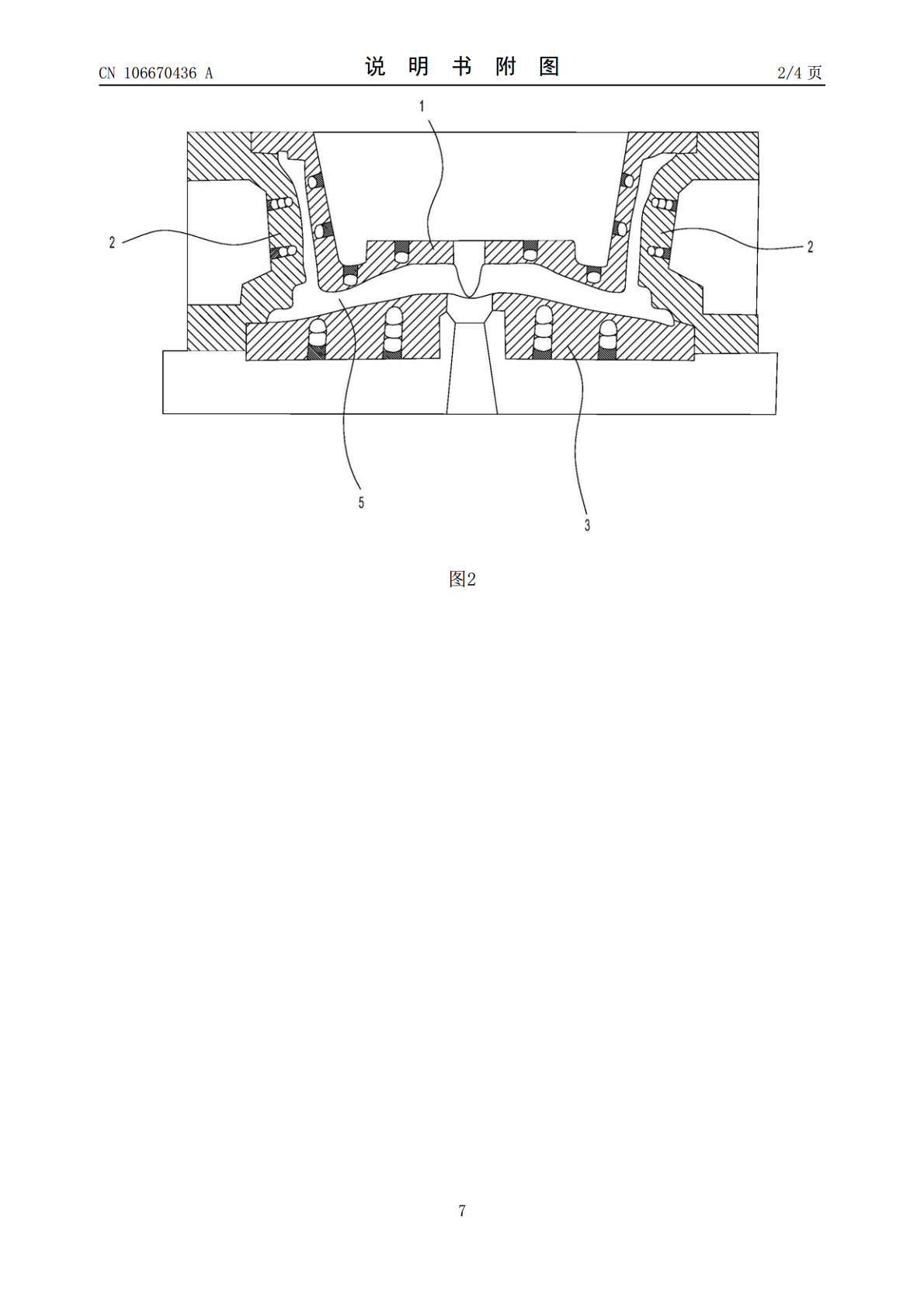
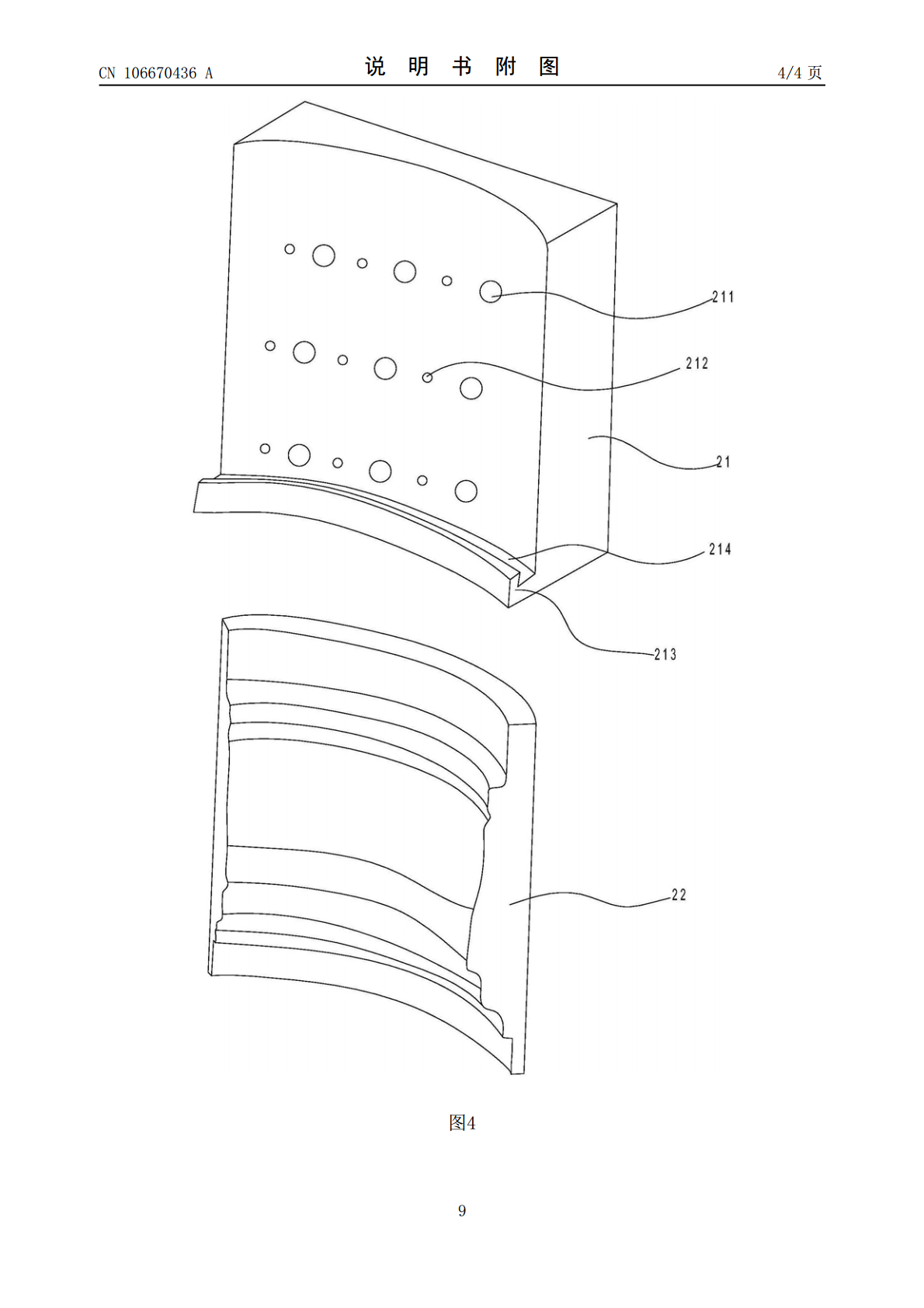
本发明公开了一种铝合金轮毂铸造方法,下气缸、上气缸和侧模缸动作,将底模、顶模和侧模相互压紧形成轮毂铸造型腔,铸造机向型腔内注入铝水,接着,底模通冷却水,利用水冷对轮毂下端较厚部位进行先冷却,底模撤出,撑毂杆从走料轨通过上料轨进入底模下方,撑毂杆支撑住轮毂,再在侧模缸的作用下,分离侧模,推动缸动作,侧模板分离基板,使得基板的喷雾头对准轮毂,喷雾系统对轮毂上端较薄部位进行水雾冷却,使得轮毂原先最上端最后冷却凝固的部位也同时得到冷却,冷却完成后,顶模和侧模全部完全打开,轮毂随着撑毂杆经下料轨回至走料轨的另一端,
一种铝合金铸造轮毂水冷方法.pdf
本发明公开了一种铝合金铸造轮毂水冷方法,其特征在于,包括以下步骤:步骤S1,合模,顶摸、底模和两个侧模形成用于轮毂铸造的型腔;步骤S2,低压铸造,在外部气压作用下,熔融的铝浆从底模的底部进入型腔内;步骤S3,侧模分离,喷雾管同步伸出,两个侧模相互分离,喷雾管从其中一个侧模的容纳槽内伸出,喷雾管与铸造轮毂的下部相对;步骤S4,底模旋转,并喷雾冷却,冷却水进入喷雾管,经喷头雾化,喷向铸造轮毂,转动安装于底座之上的底板带动底模旋转;步骤S5,冷却完成后,底模停止转动,轮毂取出。本发明提供了一种铝合金铸造轮毂水冷
一种铝合金轮毂重力铸造方法.pdf
本发明公开了一种铝合金轮毂重力铸造方法,所述方法在中央冒口与热节直接保温以延长中央冒口对热节区的补缩时间;对热节区进行风冷,风冷的位置靠近热节区并远离中央冒口与热节之间的补缩通道。本发明通过上述几点改进,使得热节对凝固的影响降到最小,从而制备得到的铝合金轮毂具备良好的机械性能。
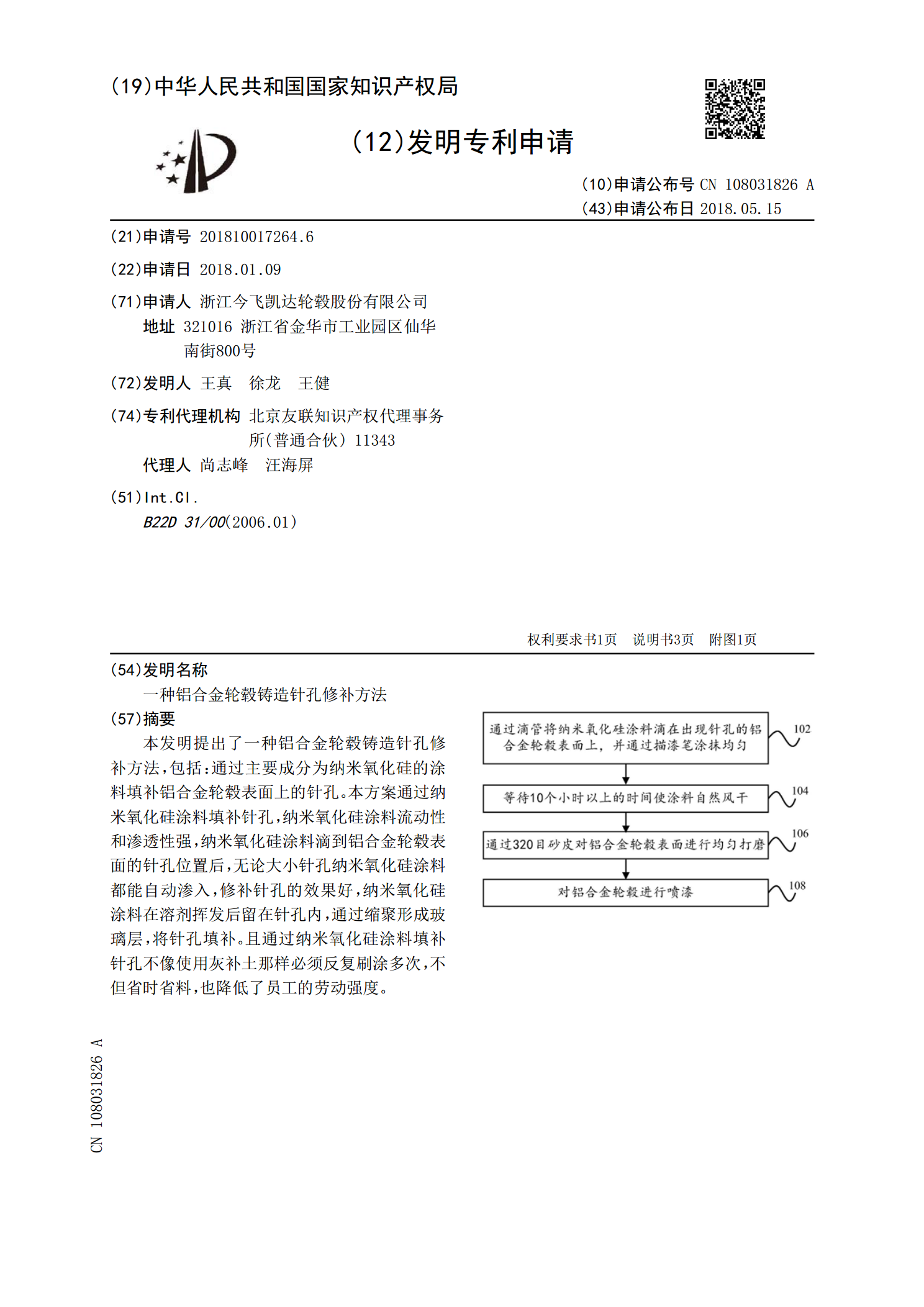
一种铝合金轮毂铸造针孔修补方法.pdf
本发明提出了一种铝合金轮毂铸造针孔修补方法,包括:通过主要成分为纳米氧化硅的涂料填补铝合金轮毂表面上的针孔。本方案通过纳米氧化硅涂料填补针孔,纳米氧化硅涂料流动性和渗透性强,纳米氧化硅涂料滴到铝合金轮毂表面的针孔位置后,无论大小针孔纳米氧化硅涂料都能自动渗入,修补针孔的效果好,纳米氧化硅涂料在溶剂挥发后留在针孔内,通过缩聚形成玻璃层,将针孔填补。且通过纳米氧化硅涂料填补针孔不像使用灰补土那样必须反复刷涂多次,不但省时省料,也降低了员工的劳动强度。
一种铝合金轮毂铸造成型方法.pdf
本发明涉及一种铝合金轮毂铸造成型方法。本发明所述的铝合金轮毂铸造成型方法,包括:通过熔盐电解法制备铝锭,所述铝锭包括铝、硅和稀土元素;在熔炉中加入铝锭,待铝锭熔化后,在温度700‑710℃下,向铝液中加入精炼剂,加入量为铝液质量的0.4~0.8%,静置后,除去铝液表面的浮渣;在温度700‑710℃下,向预精炼后的滤液中加入铝‑镍‑磷中间合金,加入量为铝液质量的0.1%‑0.4%,机械搅拌均匀后静置;然后加入纳米氧化锡纤维,加入量为铝液质量的0.05%‑0.2%;将铝液浇注到预热的轮毂模具中,将轮毂模具快速