
一种用于轮毂铸造的水冷模具及轮毂铸造工艺.pdf

白凡****12


1/8
2/8
3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于轮毂铸造的水冷模具及轮毂铸造工艺.pdf
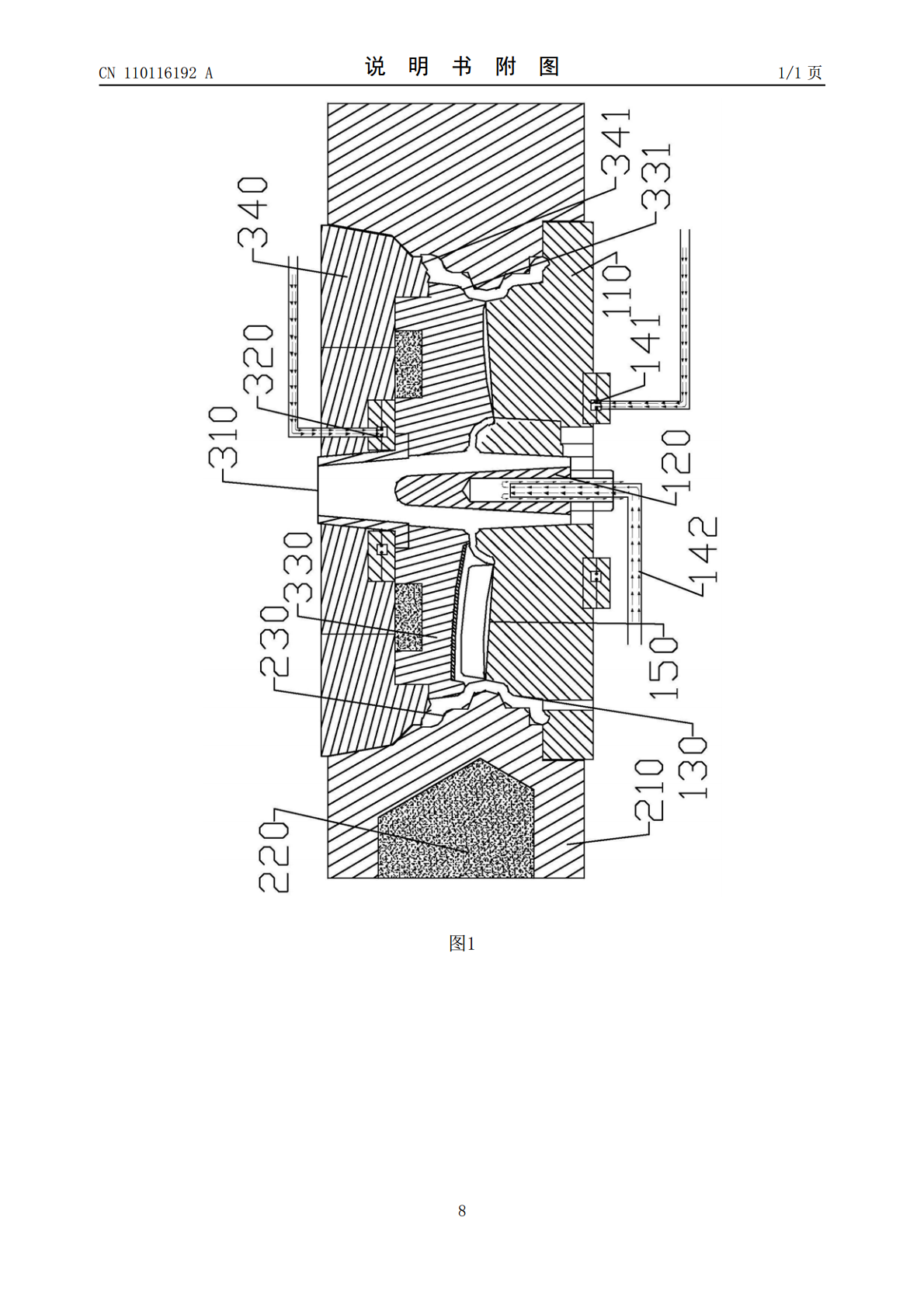
本发明公开了一种用于轮毂铸造的水冷模具,包括:下模,具有第一冷却组件,第一冷却组件包括用于冷却下模本体的第一冷却水通道和用于冷却分流锥的中毂冷却水通道;侧模,具有镂空,外成型面上侧与镂空之间的侧模本体厚度小于外成型面下侧与镂空之间的侧模本体厚度;上模,周向卡接在侧模本体上,具有浇口和第二冷却水通道,浇口为开设在上模中心的通孔,第二冷却水通道设置在上模本体上并环绕浇口布置;控制系统,具有冷却控制中心和开合模控制中心。并且公开了运用上述水冷模具的铸造工艺。本发明旨在提供一种用于轮毂铸造、能够调控金属液的冷却速

铸造轮毂模具的水冷装置.pdf
本发明公开了一种铸造轮毂模具的水冷装置,顶模(1)内部设置顶模冷却通道(2),冷却水在顶模冷却通道(2)中流动,顶模(1)轮心部位设置冷却柱(4),冷却通道(3)将冷却水导入;轮辐根部设置边模冷却通道(5);底模(8)浇口处设置浇口冷却通道(7),底模(8)还设置了底模冷却通道(6)。本发明的优点为提高了工作效率,改善了机械性能,实现了冷却介质的循环使用,降低了成本。

一种轮毂模具及采用该轮毂模具的轮毂铸造工艺.pdf
本发明提供一种轮毂模具及采用该轮毂模具的轮毂铸造工艺,其包括上模、下模、左边模和右边模,上模的底部具有若干沿周向等间隔排布的轮辐上模槽,下模的顶部具有与若干个轮辐下模槽一一对应的轮幅下模槽,轮毂模具还包括有若干块镶块,相邻两个轮辐下模槽于下模的外沿设有挡块,相邻两个挡块的内半部的侧边围成容置槽,若干块镶块一一对应可拆装地嵌设在容置槽内,镶块和挡块与上模抵接形成凸圈模槽,本发明注入铸造液之前将镶块放在容置槽内,如此镶块与挡块配合占据了空间,使得凸圈的厚度大大减小,不仅因节约了材料而降低轮毂整体的加工成本,而

重力铸造轮毂模具及铸造轮毂的方法.pdf
本发明提供了一种重力铸造轮毂模具,采用无环冒口的模具替代传统的环冒口模具,金属液通过浇注口进入浇冒口,由轮辐腔流入中心冒口以及后轮唇腔,轮毂按照后轮唇腔、轮辋腔、轮辐腔、前轮唇腔、安装盘腔、中心冒口、浇冒口、浇注口的顺序凝固。铸件轮辋部分由原先的前轮唇腔至后轮唇腔顺序凝固,变为由后轮唇腔至前轮唇腔凝固,同时轮辐通过中心冒口进行补缩,有效地控制轮辐的缩松。本发明还提供了一种铸造轮毂的方法。本发明提供的技术方案,解决了传统重力铸造工艺中后轮唇性能偏弱的问题,达到了低压铸造的性能水平,大幅度降低了产品的毛坯重量
水冷式轮毂铸造模具、铸造装置和铸造系统.pdf
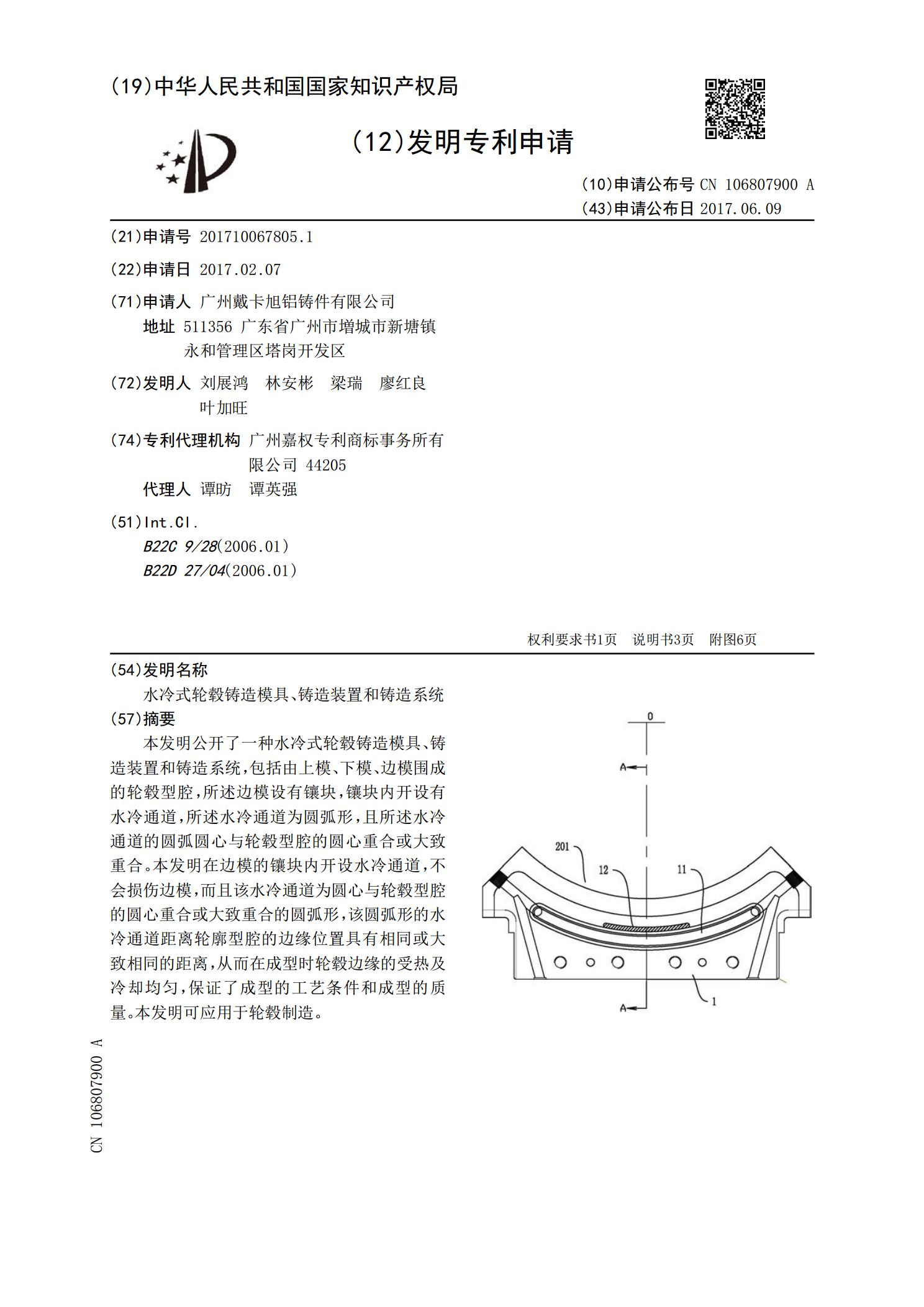
本发明公开了一种水冷式轮毂铸造模具、铸造装置和铸造系统,包括由上模、下模、边模围成的轮毂型腔,所述边模设有镶块,镶块内开设有水冷通道,所述水冷通道为圆弧形,且所述水冷通道的圆弧圆心与轮毂型腔的圆心重合或大致重合。本发明在边模的镶块内开设水冷通道,不会损伤边模,而且该水冷通道为圆心与轮毂型腔的圆心重合或大致重合的圆弧形,该圆弧形的水冷通道距离轮廓型腔的边缘位置具有相同或大致相同的距离,从而在成型时轮毂边缘的受热及冷却均匀,保证了成型的工艺条件和成型的质量。本发明可应用于轮毂制造。