
大型横高筋薄壁环件多道次多向旋轧成形方法.pdf

Ja****23

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大型横高筋薄壁环件多道次多向旋轧成形方法.pdf
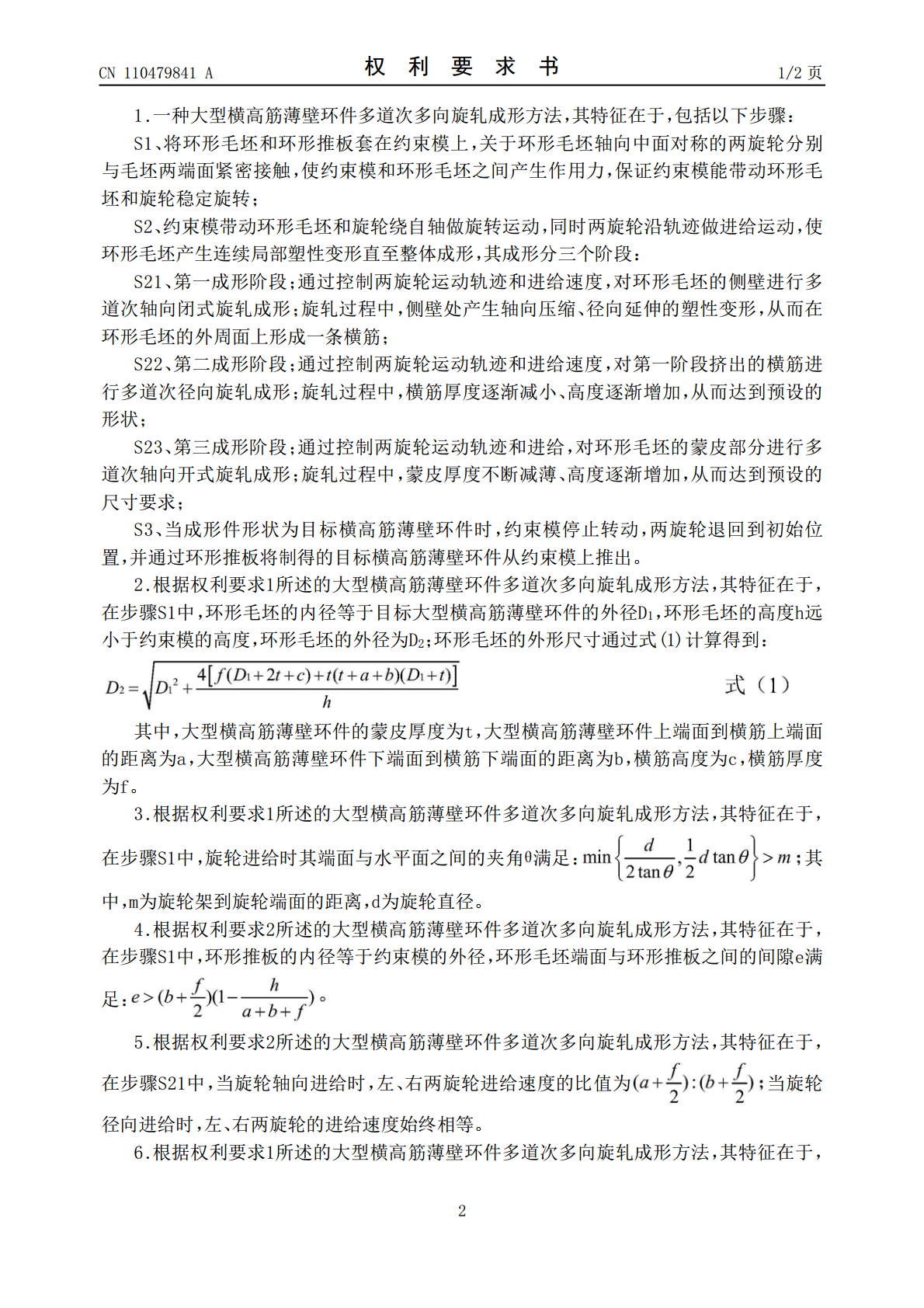
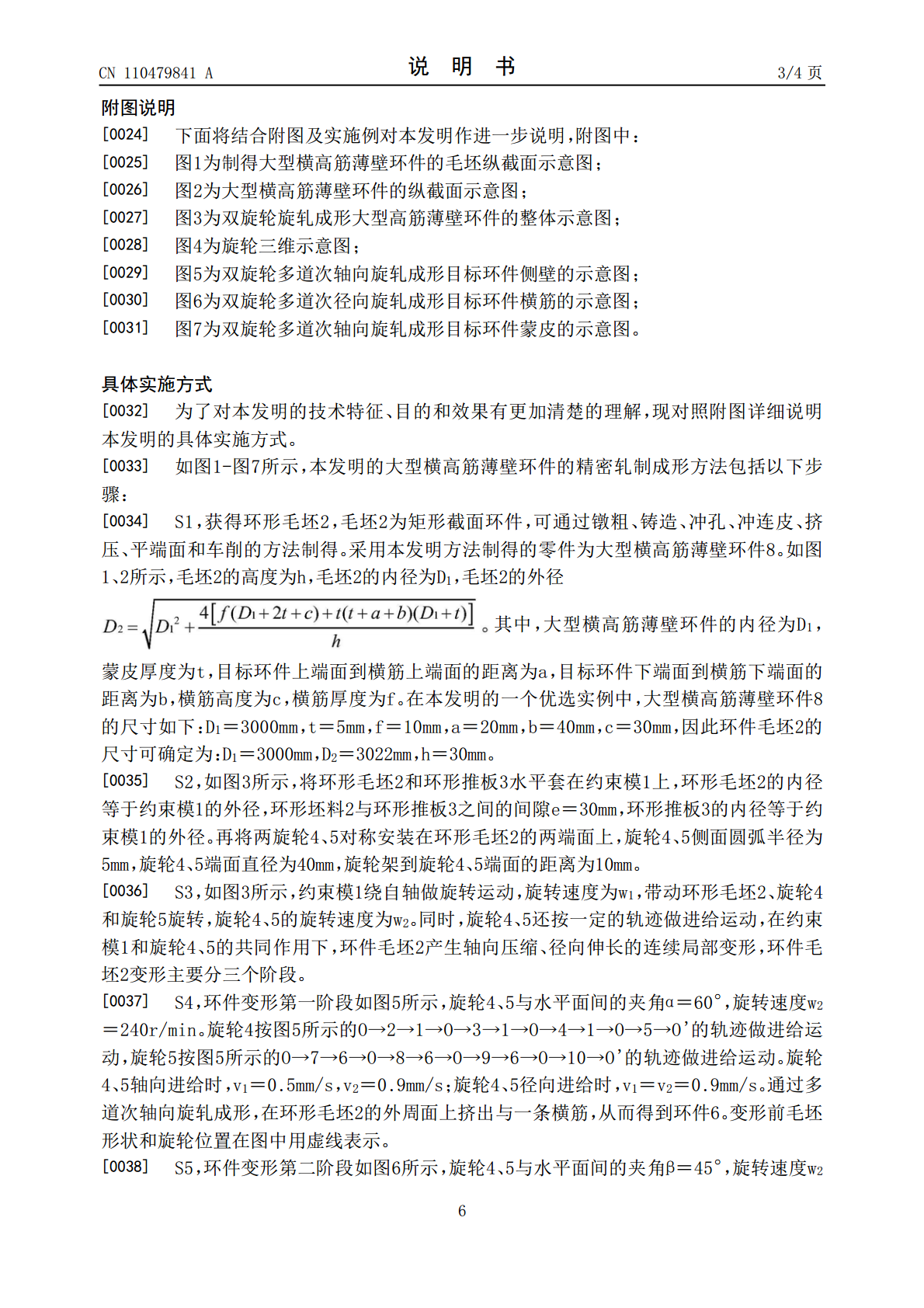
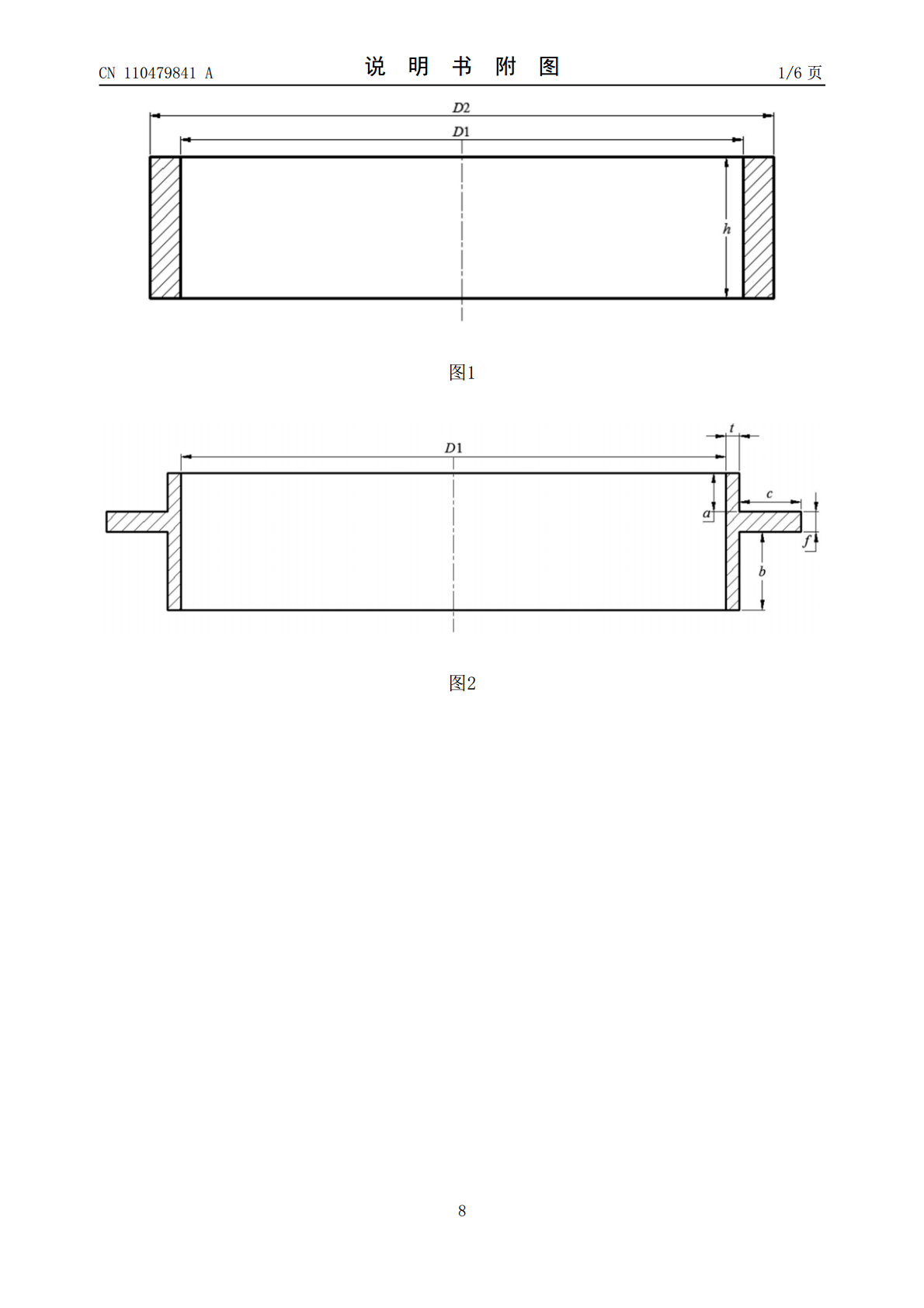
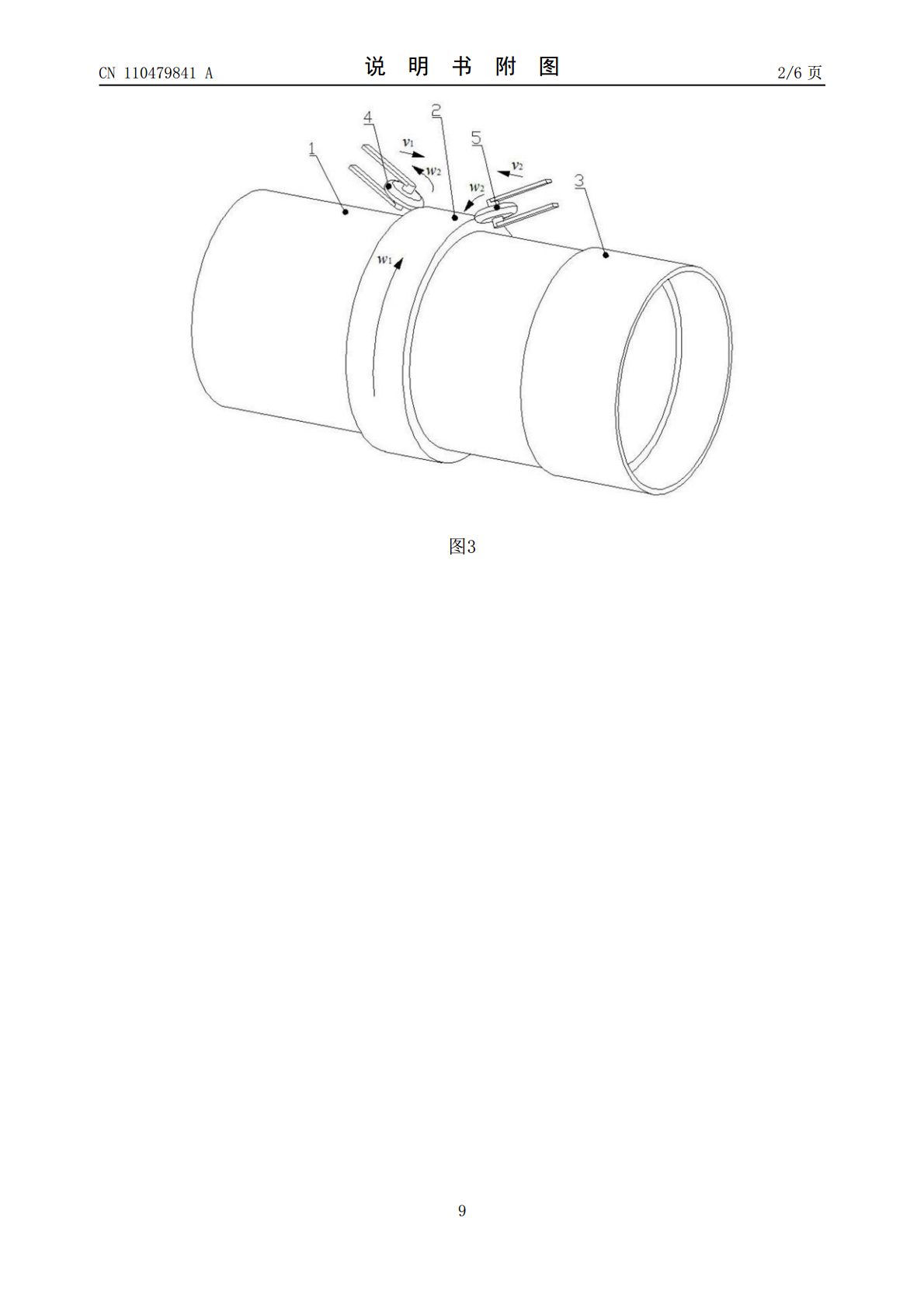
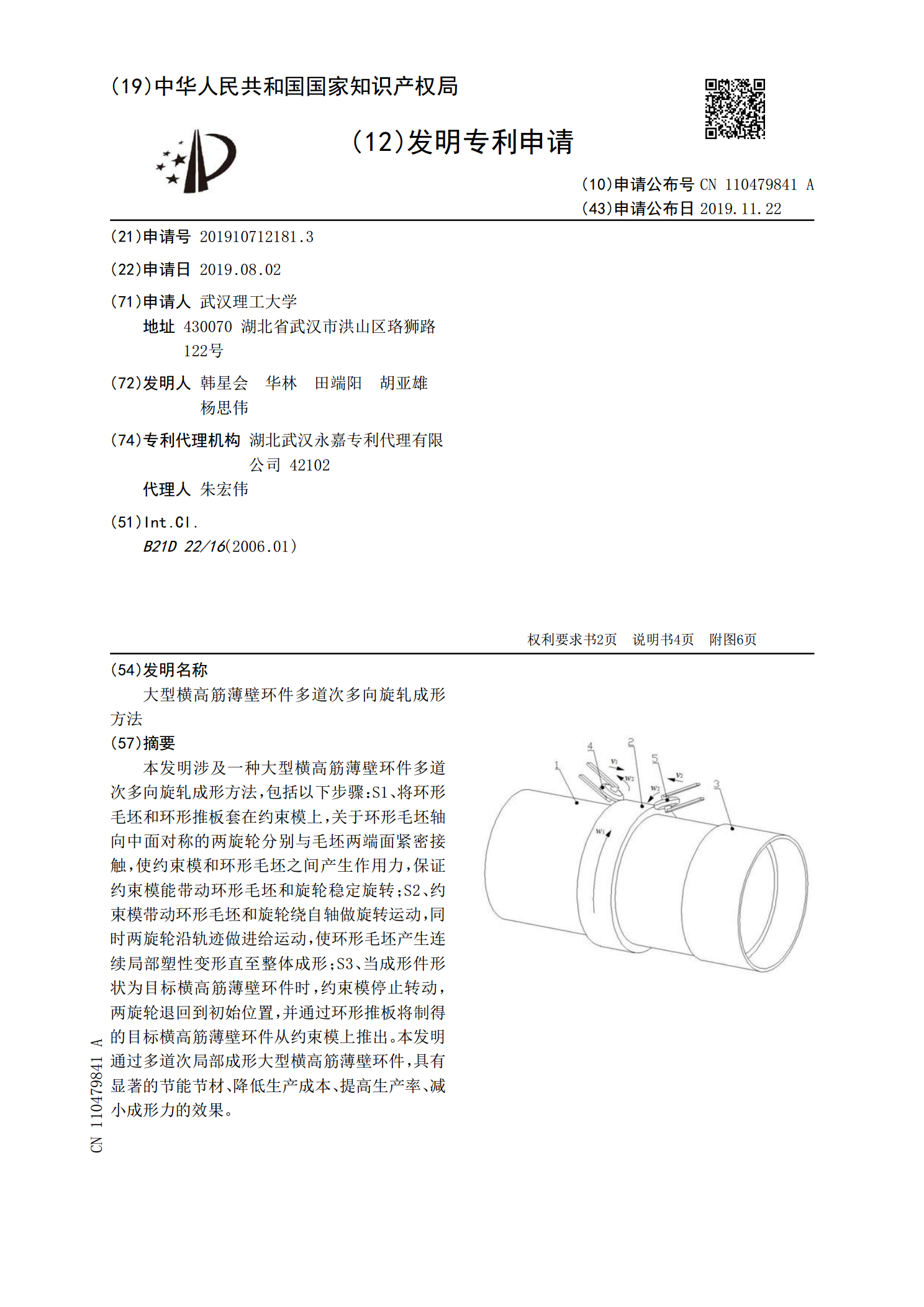
本发明涉及一种大型横高筋薄壁环件多道次多向旋轧成形方法,包括以下步骤:S1、将环形毛坯和环形推板套在约束模上,关于环形毛坯轴向中面对称的两旋轮分别与毛坯两端面紧密接触,使约束模和环形毛坯之间产生作用力,保证约束模能带动环形毛坯和旋轮稳定旋转;S2、约束模带动环形毛坯和旋轮绕自轴做旋转运动,同时两旋轮沿轨迹做进给运动,使环形毛坯产生连续局部塑性变形直至整体成形;S3、当成形件形状为目标横高筋薄壁环件时,约束模停止转动,两旋轮退回到初始位置,并通过环形推板将制得的目标横高筋薄壁环件从约束模上推出。本发明通过多

大型薄壁Y形环件轧制-旋压复合成形方法.pdf
本发明涉及一种大型薄壁Y形环件轧制‑旋压复合成形方法,包括以下步骤:S1、将环形毛坯置于轧制‑旋压复合成形装置内,所述环形顶板与约束模同轴安装,环形挡板安装在芯辊上,旋轮侧面与环形毛坯上端面紧密接触;S2、约束模带动环形毛坯、旋轮和芯辊绕自身轴旋转,芯辊沿环形毛坯径向进给,同时旋轮做进给运动,在芯辊、旋轮和约束模的共同作用下,环形毛坯发生连续局部塑性变形,变形分为三个阶段;S3、成形结束时,约束模停止转动,旋轮和芯辊脱离环件,环形顶板向上运动将成形的目标薄壁Y形环件从约束模中顶出。本发明通过轧制和多道次旋

锥形薄壁零件多道次充液成形方法.docx
锥形薄壁零件多道次充液成形方法题目:锥形薄壁零件多道次充液成形方法摘要:锥形薄壁零件在现代制造工程中具有重要的应用价值,但由于其特殊的形状和薄壁结构,常常难以通过传统的加工方法实现高质量的成形。本文以锥形薄壁零件的多道次充液成形方法为研究对象,综述了该方法的研究现状和发展趋势,分析了其在精密制造领域的应用前景,为该领域的研究和实践提供了一定的参考和借鉴。关键词:锥形薄壁零件、多道次充液成形、精密制造、应用前景一、引言锥形薄壁零件是一类具有特殊形状和薄壁结构的工程零件,在航空航天、汽车制造、电子设备等领域得

大型薄壁零件旋压成形的坯料稳定性控制方法.pdf
本发明属于塑性加工技术领域,具体公开了一种大型薄壁零件旋压成形的坯料稳定性控制方法,首先制备目标直径的圆形坯料,然后将芯模安装于旋压设备上,零件安装在芯模表面,芯模的底部加工两组沟槽,组成网格,之后安装圆弧旋轮,在坯料外部安装尾顶,最后旋压成形。在芯模底部加工出交叉网格,可明显增大失稳阻力,减小或消除坯料在旋压过程中相对芯模的转动,增加坯料的稳定性。在芯模底部及坯料相应位置加工出止转销钉孔,插入销钉,防止坯料在旋压过程中相对芯模的转动,有效增加坯料的稳定性,旋压过程中,控制旋轮进给比,有效控制旋压力,对整

大型薄壁球面封头件的无模分步旋压成形方法.pdf
本发明涉及一种大型薄壁球面封头件旋压成形方法。该方法分为两步完成,第一步,将板坯周向法兰固定在筒形支座上,双旋轮从左右两侧沿锥形母线进给,将平面板坯挤压加工成为锥形件。第二步,在第一步的基础上,两个旋轮沿球型母线进给挤压锥形件,经多道旋压加工最终得到大型球面封头件。本方法在工程上可以实现大型球面封头件整体成形,消除原来使用瓜瓣焊接成形中的焊缝不稳定缺陷,提高封头强度。同时两步加工都在一个筒形支座上进行,节省了开模成本,并且使加工工艺流程更加简便。