
大型薄壁Y形环件轧制-旋压复合成形方法.pdf

努力****爱敏


1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

大型薄壁Y形环件轧制-旋压复合成形方法.pdf
本发明涉及一种大型薄壁Y形环件轧制‑旋压复合成形方法,包括以下步骤:S1、将环形毛坯置于轧制‑旋压复合成形装置内,所述环形顶板与约束模同轴安装,环形挡板安装在芯辊上,旋轮侧面与环形毛坯上端面紧密接触;S2、约束模带动环形毛坯、旋轮和芯辊绕自身轴旋转,芯辊沿环形毛坯径向进给,同时旋轮做进给运动,在芯辊、旋轮和约束模的共同作用下,环形毛坯发生连续局部塑性变形,变形分为三个阶段;S3、成形结束时,约束模停止转动,旋轮和芯辊脱离环件,环形顶板向上运动将成形的目标薄壁Y形环件从约束模中顶出。本发明通过轧制和多道次旋

薄壁深杯形件多工艺复合旋压成形机理研究.pptx
薄壁深杯形件多工艺复合旋压成形机理研究目录添加章节标题研究背景和意义研究背景研究意义薄壁深杯形件多工艺复合旋压成形工艺介绍复合旋压工艺简介薄壁深杯形件的特点多工艺复合旋压成形工艺流程成形机理的理论分析金属流动和变形分析应力应变分析缺陷形成机制成形极限和破裂行为实验研究和结果分析实验材料和设备实验过程和方法实验结果和数据分析结果与理论分析的对比验证工艺参数优化和成形质量提升工艺参数对成形质量的影响参数优化方法与实践成形质量的评估与控制实际生产中的应用和效果结论与展望研究结论总结研究成果的应用前景对未来研究的
一种用于成形大型薄壁筒形件对轮旋压设备.pdf
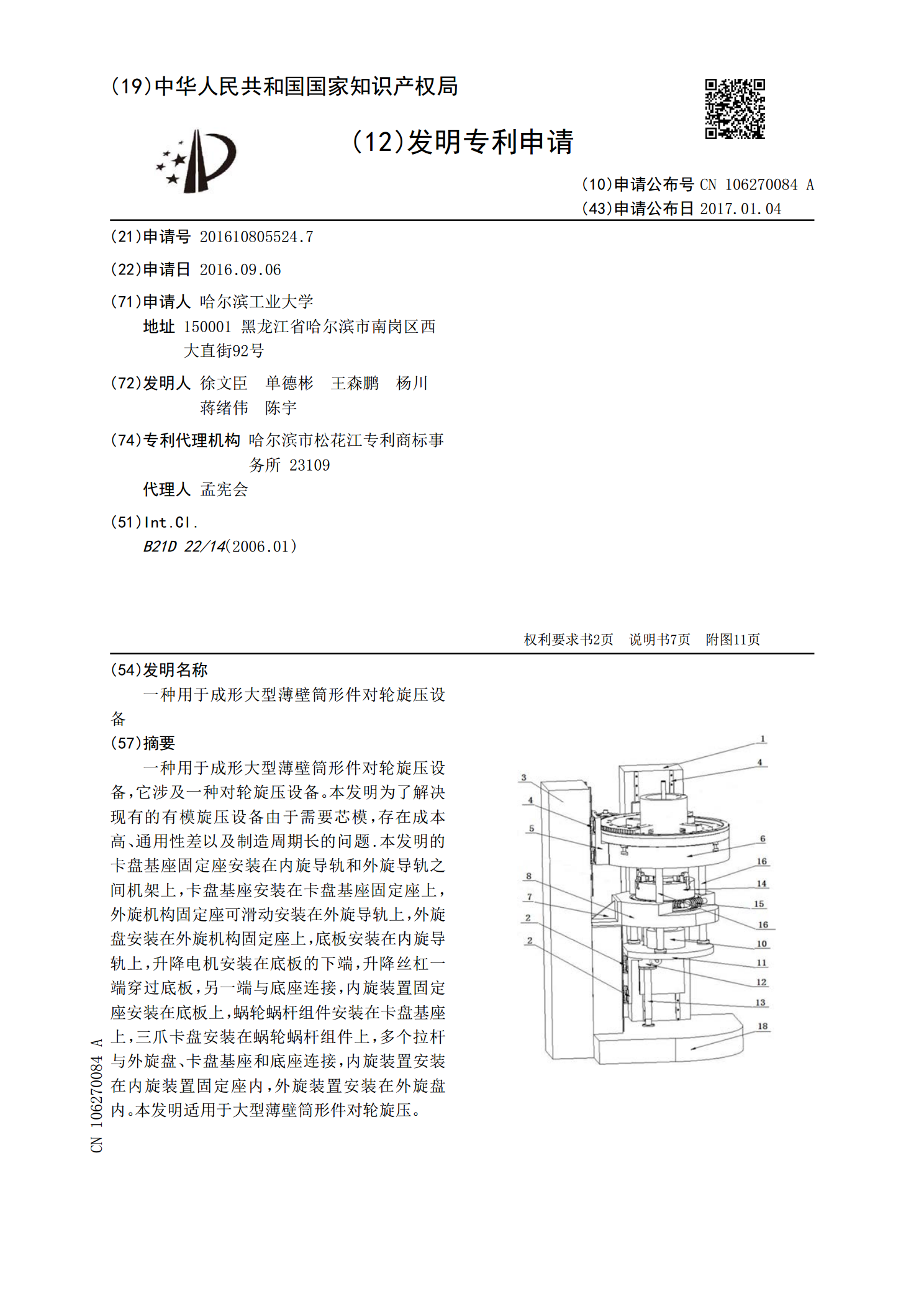
一种用于成形大型薄壁筒形件对轮旋压设备,它涉及一种对轮旋压设备。本发明为了解决现有的有模旋压设备由于需要芯模,存在成本高、通用性差以及制造周期长的问题.本发明的卡盘基座固定座安装在内旋导轨和外旋导轨之间机架上,卡盘基座安装在卡盘基座固定座上,外旋机构固定座可滑动安装在外旋导轨上,外旋盘安装在外旋机构固定座上,底板安装在内旋导轨上,升降电机安装在底板的下端,升降丝杠一端穿过底板,另一端与底座连接,内旋装置固定座安装在底板上,蜗轮蜗杆组件安装在卡盘基座上,三爪卡盘安装在蜗轮蜗杆组件上,多个拉杆与外旋盘、卡盘基

大型薄壁球面封头件的无模分步旋压成形方法.pdf
本发明涉及一种大型薄壁球面封头件旋压成形方法。该方法分为两步完成,第一步,将板坯周向法兰固定在筒形支座上,双旋轮从左右两侧沿锥形母线进给,将平面板坯挤压加工成为锥形件。第二步,在第一步的基础上,两个旋轮沿球型母线进给挤压锥形件,经多道旋压加工最终得到大型球面封头件。本方法在工程上可以实现大型球面封头件整体成形,消除原来使用瓜瓣焊接成形中的焊缝不稳定缺陷,提高封头强度。同时两步加工都在一个筒形支座上进行,节省了开模成本,并且使加工工艺流程更加简便。

一种深杯形薄壁零件电流辅助复合旋压成形装置及方法.pdf
本发明公开了一种深杯形薄壁零件电流辅助复合旋压成形装置及方法,包括旋压芯模和尾顶,以及均等分布在旋压芯模圆周的多个旋轮;每个旋轮在旋压芯模的轴向和径向上均错距布置;每个旋轮的旋压面包括拉深旋压面、流动旋压段、整形旋压面;错距布置是每个旋轮的拉深旋压面、流动旋压段和整形旋压面在旋压芯模的轴向和径向上均错距分布。旋压工艺中由于各个旋轮用于拉深旋压的弧形型面形状结构的不同,在旋压芯模每旋转一圈的周期内,各旋轮侧重对坯料的不同部位施加压力,有利于增加道次压下量,减少旋压道次,不仅能提高生产效率,还有利于减小由于材