
锥形薄壁零件多道次充液成形方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锥形薄壁零件多道次充液成形方法.docx
锥形薄壁零件多道次充液成形方法题目:锥形薄壁零件多道次充液成形方法摘要:锥形薄壁零件在现代制造工程中具有重要的应用价值,但由于其特殊的形状和薄壁结构,常常难以通过传统的加工方法实现高质量的成形。本文以锥形薄壁零件的多道次充液成形方法为研究对象,综述了该方法的研究现状和发展趋势,分析了其在精密制造领域的应用前景,为该领域的研究和实践提供了一定的参考和借鉴。关键词:锥形薄壁零件、多道次充液成形、精密制造、应用前景一、引言锥形薄壁零件是一类具有特殊形状和薄壁结构的工程零件,在航空航天、汽车制造、电子设备等领域得

基于DEFORM-3D的薄壁锥形零件挤压成形分析.docx
基于DEFORM-3D的薄壁锥形零件挤压成形分析基于DEFORM-3D的薄壁锥形零件挤压成形分析摘要:挤压是一种常用的金属成形方法,可用于制造薄壁零件。本文基于DEFORM-3D数值模拟软件,对薄壁锥形零件的挤压成形过程进行分析。首先,建立了薄壁锥形零件的CAD模型,并进行了网格划分。然后,对成形过程中的力学行为进行了有限元模拟,包括应力分布、变形分布等。最后,通过实验验证了数值模拟的准确性和可行性。关键词:挤压成形,薄壁零件,DEFORM-3D,有限元模拟,力学行为1.引言薄壁零件在工业制造中应用广泛,
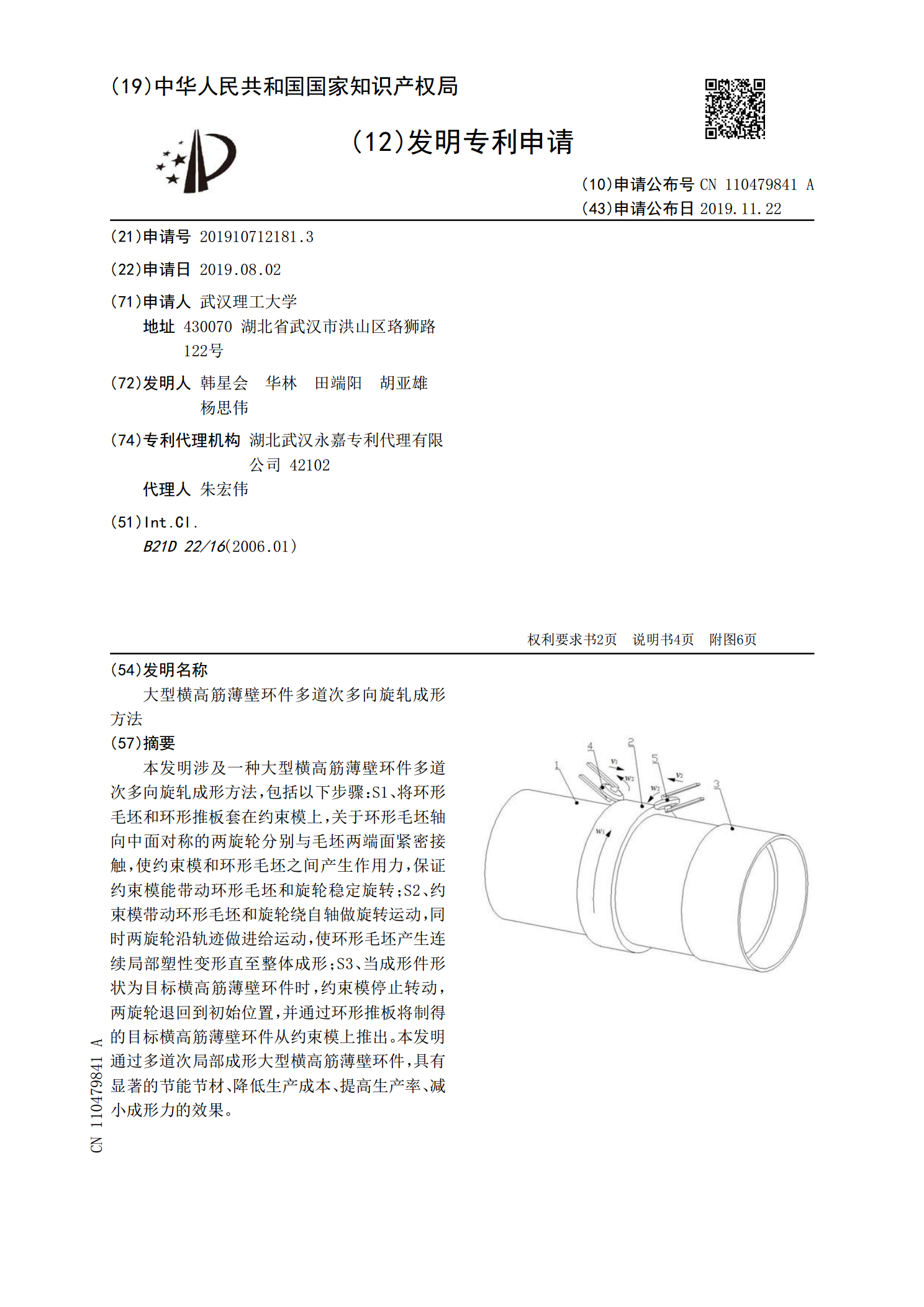
大型横高筋薄壁环件多道次多向旋轧成形方法.pdf
本发明涉及一种大型横高筋薄壁环件多道次多向旋轧成形方法,包括以下步骤:S1、将环形毛坯和环形推板套在约束模上,关于环形毛坯轴向中面对称的两旋轮分别与毛坯两端面紧密接触,使约束模和环形毛坯之间产生作用力,保证约束模能带动环形毛坯和旋轮稳定旋转;S2、约束模带动环形毛坯和旋轮绕自轴做旋转运动,同时两旋轮沿轨迹做进给运动,使环形毛坯产生连续局部塑性变形直至整体成形;S3、当成形件形状为目标横高筋薄壁环件时,约束模停止转动,两旋轮退回到初始位置,并通过环形推板将制得的目标横高筋薄壁环件从约束模上推出。本发明通过多

某零件的多道次渐进成形实验研究.docx
某零件的多道次渐进成形实验研究标题:多道次渐进成形实验研究引言:多道次渐进成形是一种重要的金属加工技术,广泛应用于零件制造。本论文旨在研究多道次渐进成形实验,并对其加工过程和性能进行分析,从而验证其可行性和优势。一、多道次渐进成形的概述1.1多道次渐进成形的定义和原理1.2多道次渐进成形的应用领域1.3多道次渐进成形的优势和挑战二、多道次渐进成形实验研究的设计2.1实验目的和研究内容2.2实验材料和工艺参数的选择2.3多道次渐进成形实验装置的设计与搭建三、多道次渐进成形实验过程与分析3.1实验样品的加工过
航天薄壁弯管零件充液压弯成形技术.pptx
汇报人:目录PARTONEPARTTWO技术定义技术原理技术特点技术应用领域PARTTHREE技术起源技术发展阶段技术现状技术发展趋势PARTFOUR零件准备充液成形弯曲加工质量检测成品处理PARTFIVE技术优势技术局限性技术改进方向技术推广价值PARTSIX应用案例一:某型火箭发动机薄壁弯管零件的制造应用案例二:某型卫星燃料管道的制造应用案例三:某型导弹导引头的制造应用案例四:某型飞机液压系统的制造PARTSEVEN技术发展前景分析技术创新方向探索技术与产业融合发展展望THANKYOU