
大型薄壁零件旋压成形的坯料稳定性控制方法.pdf

猫巷****志敏


1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型薄壁零件旋压成形的坯料稳定性控制方法.pdf
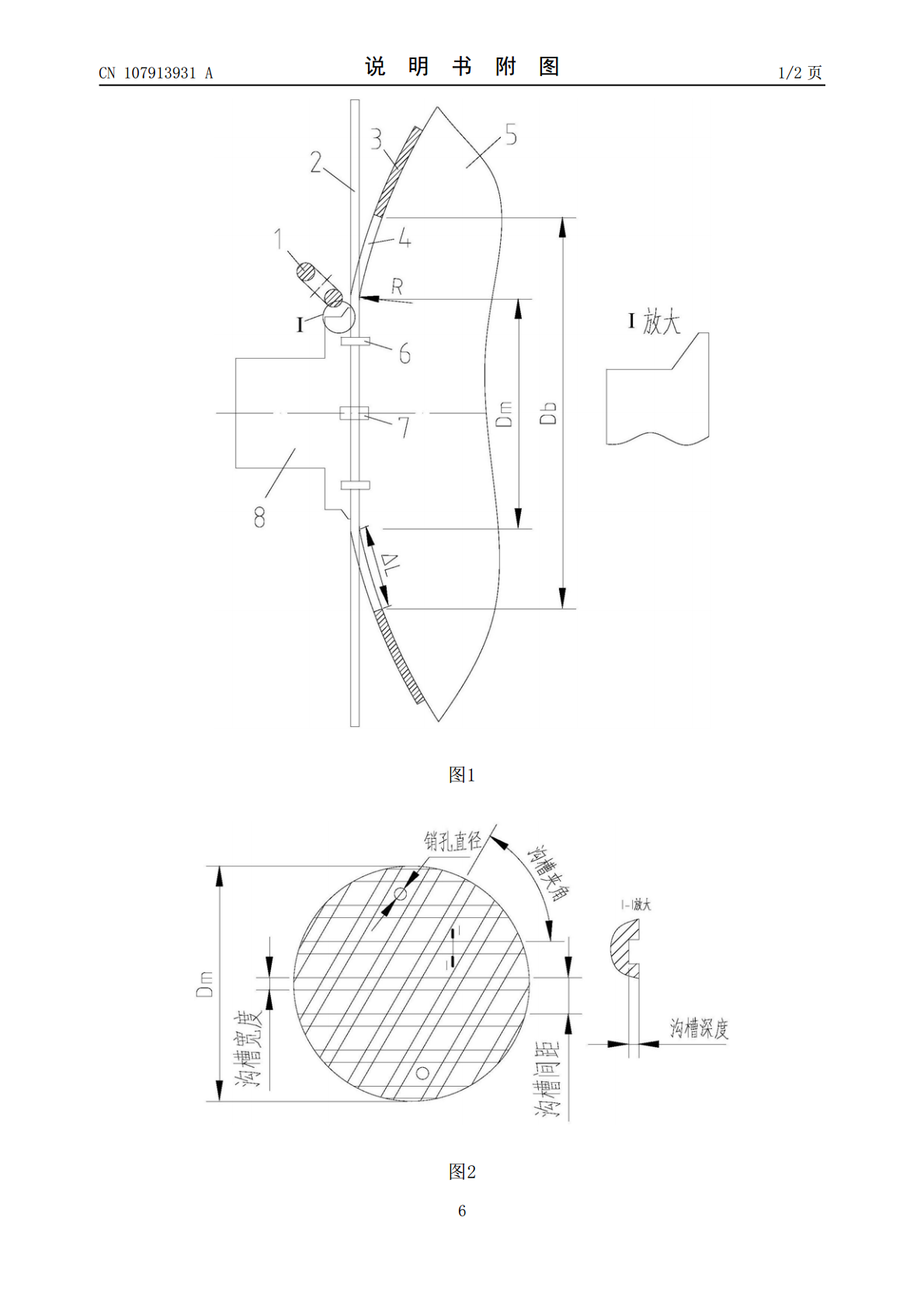
本发明属于塑性加工技术领域,具体公开了一种大型薄壁零件旋压成形的坯料稳定性控制方法,首先制备目标直径的圆形坯料,然后将芯模安装于旋压设备上,零件安装在芯模表面,芯模的底部加工两组沟槽,组成网格,之后安装圆弧旋轮,在坯料外部安装尾顶,最后旋压成形。在芯模底部加工出交叉网格,可明显增大失稳阻力,减小或消除坯料在旋压过程中相对芯模的转动,增加坯料的稳定性。在芯模底部及坯料相应位置加工出止转销钉孔,插入销钉,防止坯料在旋压过程中相对芯模的转动,有效增加坯料的稳定性,旋压过程中,控制旋轮进给比,有效控制旋压力,对整

一种薄壁曲母线形零件的旋压成形方法.pdf
本发明涉及一种薄壁曲母线形零件的旋压成形方法,该成形方法以厚壁筒形件为毛坯,经过回程旋压和分段成形后,利用两旋轮同步进给推动零件向前移动脱离旋压模具实现卸料,实现了薄壁曲母线形零件的一次旋压成形,减少模具数量,减少旋压成形次数,减少工人劳动强度,从而达到降低加工成本,缩短生产周期,提高生产效率,提高零件成形精度的目的,同时也解决了薄壁曲母线形零件卸料难的技术难题。

大型薄壁Y形环件轧制-旋压复合成形方法.pdf
本发明涉及一种大型薄壁Y形环件轧制‑旋压复合成形方法,包括以下步骤:S1、将环形毛坯置于轧制‑旋压复合成形装置内,所述环形顶板与约束模同轴安装,环形挡板安装在芯辊上,旋轮侧面与环形毛坯上端面紧密接触;S2、约束模带动环形毛坯、旋轮和芯辊绕自身轴旋转,芯辊沿环形毛坯径向进给,同时旋轮做进给运动,在芯辊、旋轮和约束模的共同作用下,环形毛坯发生连续局部塑性变形,变形分为三个阶段;S3、成形结束时,约束模停止转动,旋轮和芯辊脱离环件,环形顶板向上运动将成形的目标薄壁Y形环件从约束模中顶出。本发明通过轧制和多道次旋
大型薄壁球面封头的分步精确旋压成形工艺方法.pdf
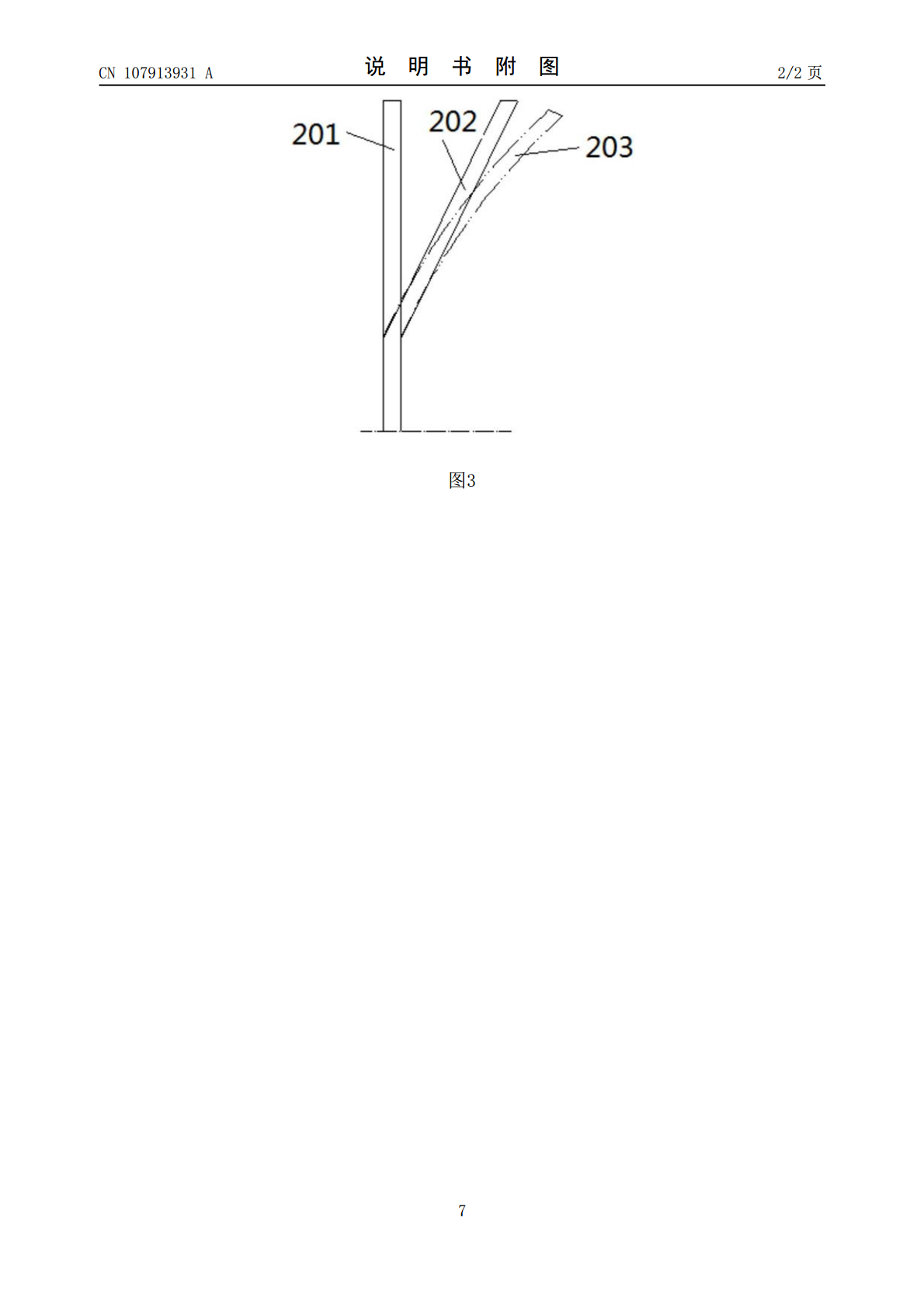
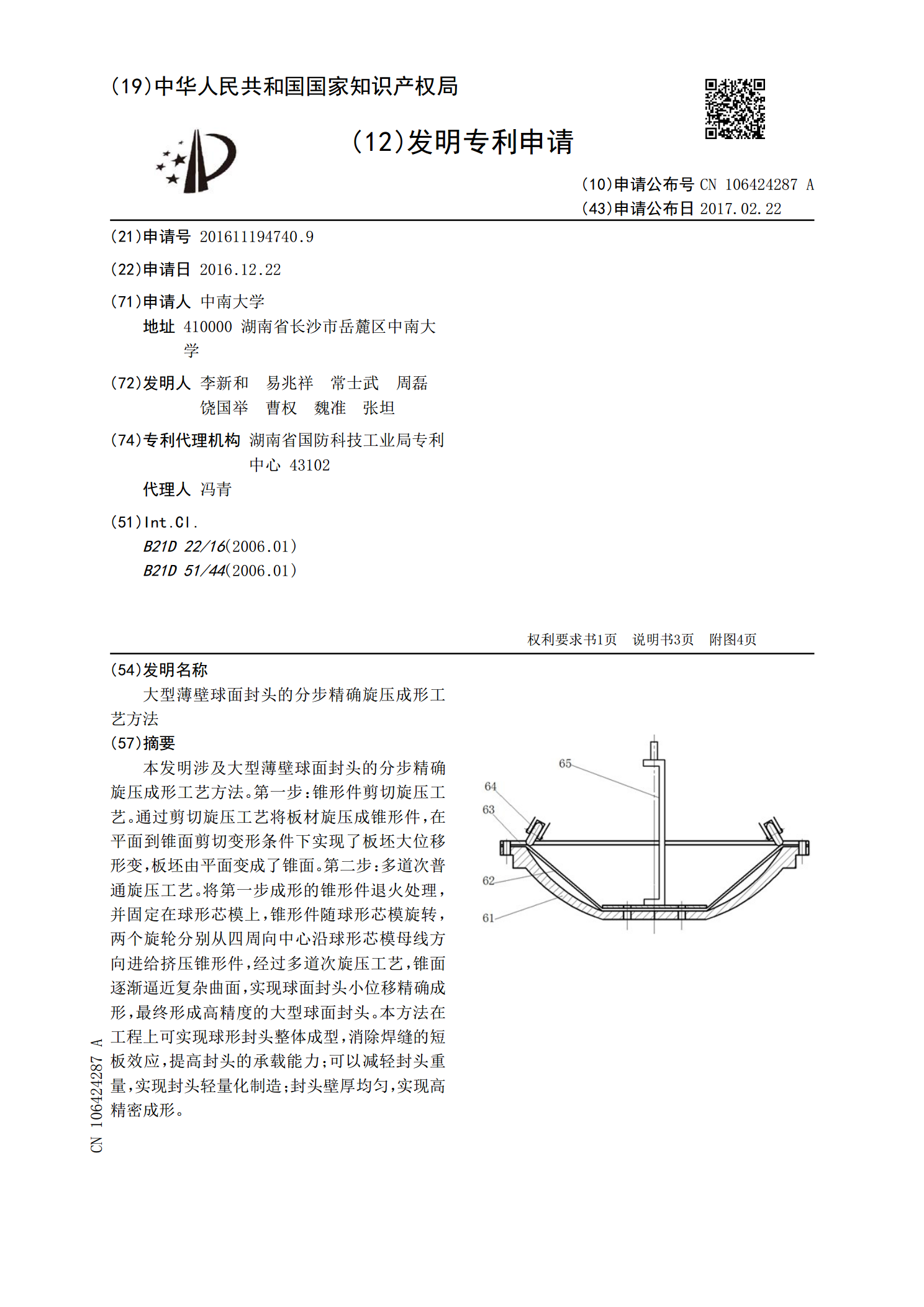
本发明涉及大型薄壁球面封头的分步精确旋压成形工艺方法。第一步:锥形件剪切旋压工艺。通过剪切旋压工艺将板材旋压成锥形件,在平面到锥面剪切变形条件下实现了板坯大位移形变,板坯由平面变成了锥面。第二步:多道次普通旋压工艺。将第一步成形的锥形件退火处理,并固定在球形芯模上,锥形件随球形芯模旋转,两个旋轮分别从四周向中心沿球形芯模母线方向进给挤压锥形件,经过多道次旋压工艺,锥面逐渐逼近复杂曲面,实现球面封头小位移精确成形,最终形成高精度的大型球面封头。本方法在工程上可实现球形封头整体成型,消除焊缝的短板效应,提高封

大型薄壁球面封头件的无模分步旋压成形方法.pdf
本发明涉及一种大型薄壁球面封头件旋压成形方法。该方法分为两步完成,第一步,将板坯周向法兰固定在筒形支座上,双旋轮从左右两侧沿锥形母线进给,将平面板坯挤压加工成为锥形件。第二步,在第一步的基础上,两个旋轮沿球型母线进给挤压锥形件,经多道旋压加工最终得到大型球面封头件。本方法在工程上可以实现大型球面封头件整体成形,消除原来使用瓜瓣焊接成形中的焊缝不稳定缺陷,提高封头强度。同时两步加工都在一个筒形支座上进行,节省了开模成本,并且使加工工艺流程更加简便。