
一种叶片加工方法.pdf

醉香****mm

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种叶片和叶片加工方法.pdf
本申请涉及一种叶片和叶片加工方法,涉及风电技术领域,该叶片包括多个工作部位;其中,多个工作部位的需求结构强度不同;多个芯材,每个工作部位内均设有芯材;其中,每个工作部位内的芯材上均设置有多个凹槽,不同工作部位的芯材上的多个凹槽的分布密度不同,且分布密度与需求结构强度正相关;不同工作部位内的芯材的材料密度不同,且材料密度与需求结构强度正相关。本申请提供的叶片和叶片加工方法,其可以在满足叶片各部位的结构强度需求的情况下,减轻叶片重量,节省生产成本,改善叶片上的部分部位出现结构强度冗余较大的问题。
一种叶片加工方法.pdf
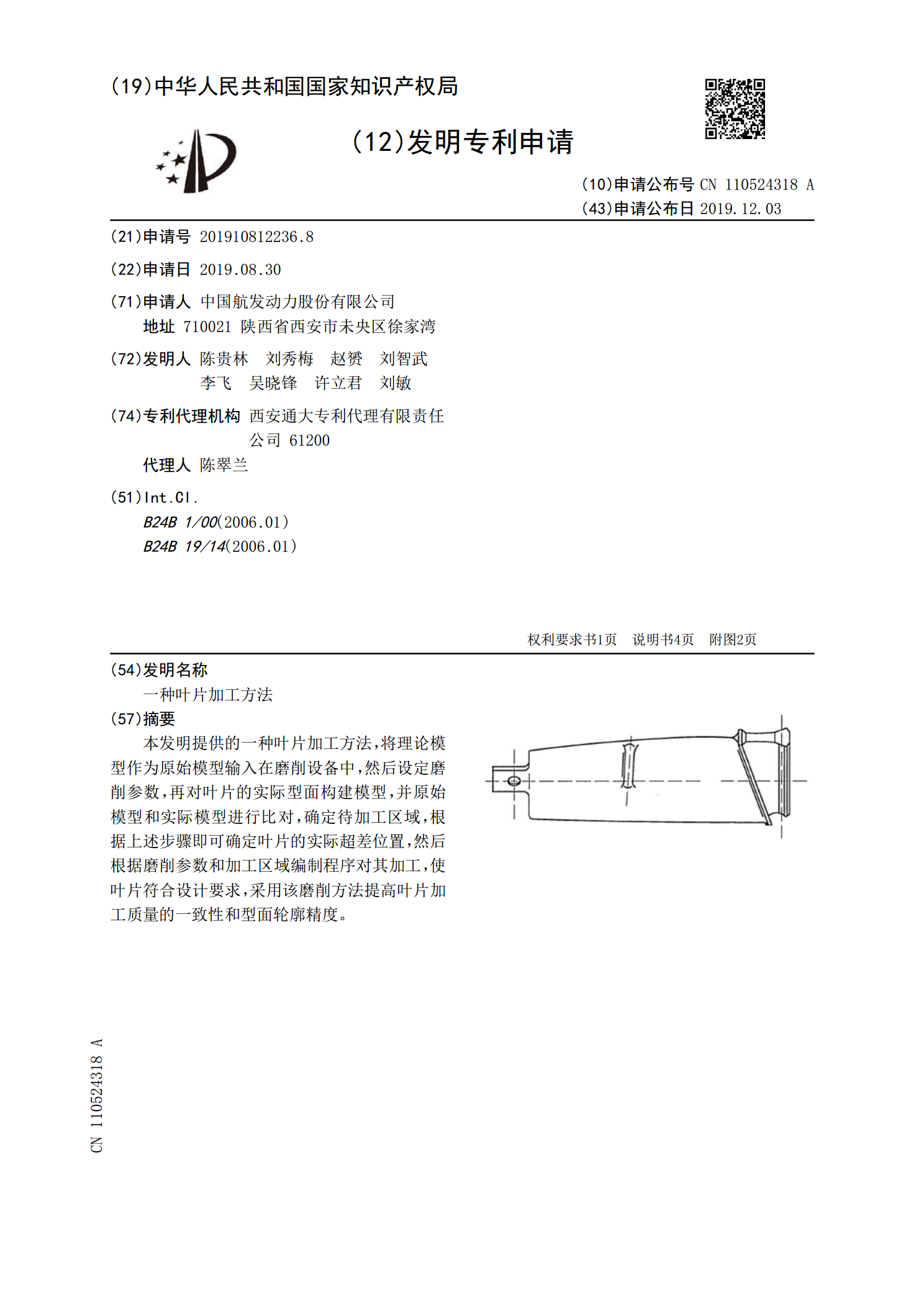
本发明提供的一种叶片加工方法,将理论模型作为原始模型输入在磨削设备中,然后设定磨削参数,再对叶片的实际型面构建模型,并原始模型和实际模型进行比对,确定待加工区域,根据上述步骤即可确定叶片的实际超差位置,然后根据磨削参数和加工区域编制程序对其加工,使叶片符合设计要求,采用该磨削方法提高叶片加工质量的一致性和型面轮廓精度。
一种导流叶片加工方法.pdf
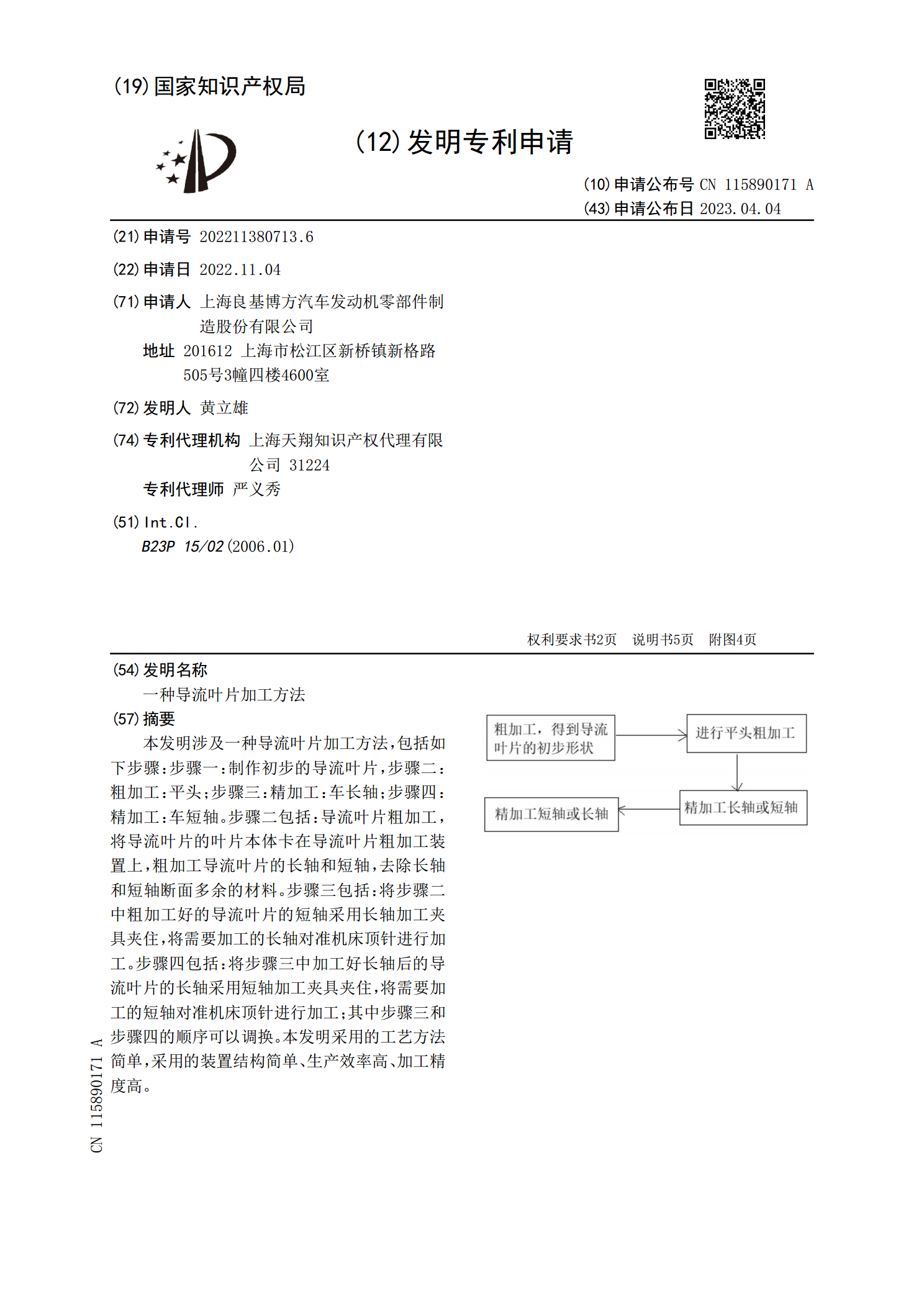
本发明涉及一种导流叶片加工方法,包括如下步骤:步骤一:制作初步的导流叶片,步骤二:粗加工:平头;步骤三:精加工:车长轴;步骤四:精加工:车短轴。步骤二包括:导流叶片粗加工,将导流叶片的叶片本体卡在导流叶片粗加工装置上,粗加工导流叶片的长轴和短轴,去除长轴和短轴断面多余的材料。步骤三包括:将步骤二中粗加工好的导流叶片的短轴采用长轴加工夹具夹住,将需要加工的长轴对准机床顶针进行加工。步骤四包括:将步骤三中加工好长轴后的导流叶片的长轴采用短轴加工夹具夹住,将需要加工的短轴对准机床顶针进行加工;其中步骤三和步骤四
一种高温叶片的加工方法.pdf
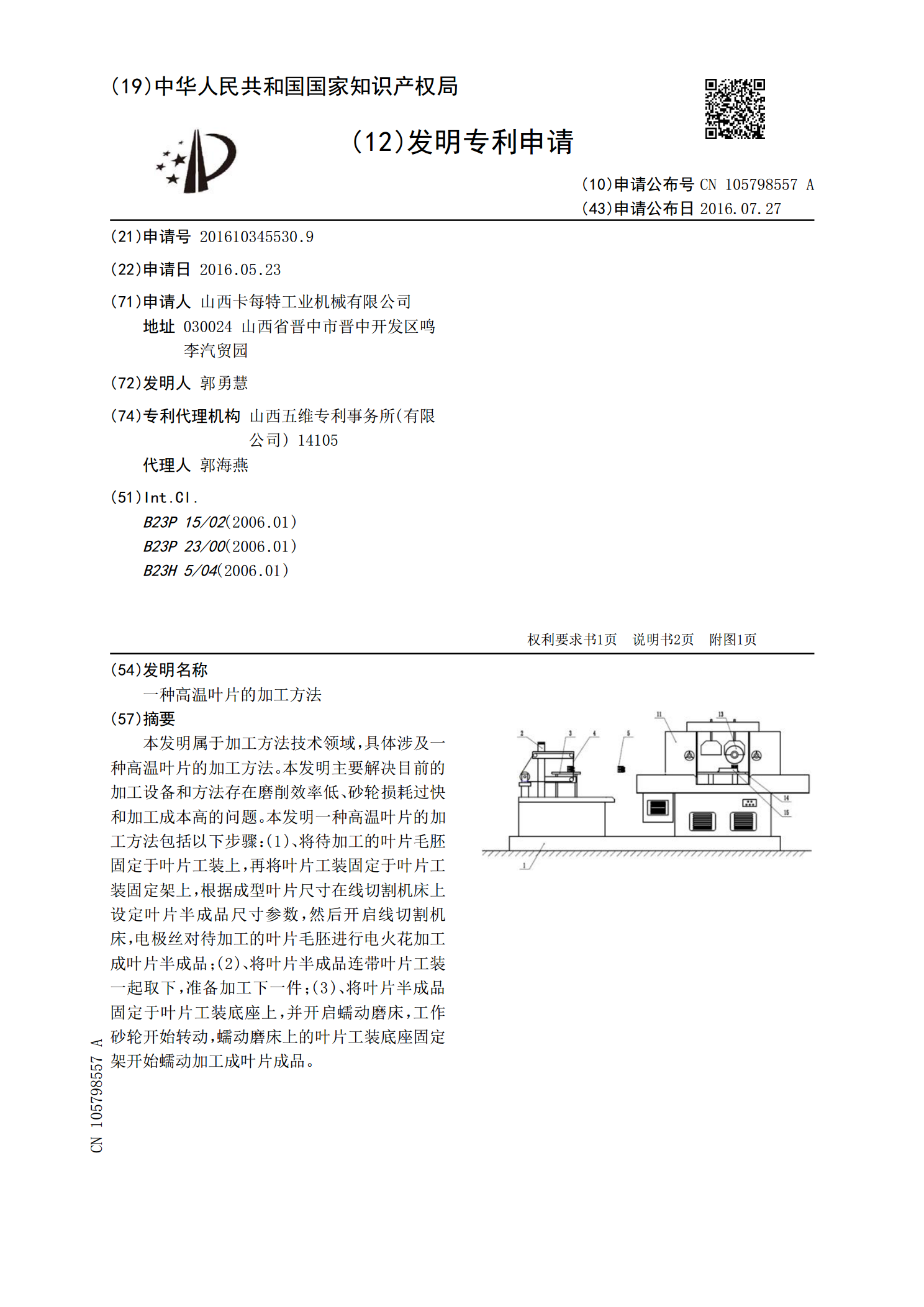
本发明属于加工方法技术领域,具体涉及一种高温叶片的加工方法。本发明主要解决目前的加工设备和方法存在磨削效率低、砂轮损耗过快和加工成本高的问题。本发明一种高温叶片的加工方法包括以下步骤:(1)、将待加工的叶片毛胚固定于叶片工装上,再将叶片工装固定于叶片工装固定架上,根据成型叶片尺寸在线切割机床上设定叶片半成品尺寸参数,然后开启线切割机床,电极丝对待加工的叶片毛胚进行电火花加工成叶片半成品;(2)、将叶片半成品连带叶片工装一起取下,准备加工下一件;(3)、将叶片半成品固定于叶片工装底座上,并开启蠕动磨床,工作
一种涡轮工作叶片机械加工方法.pdf
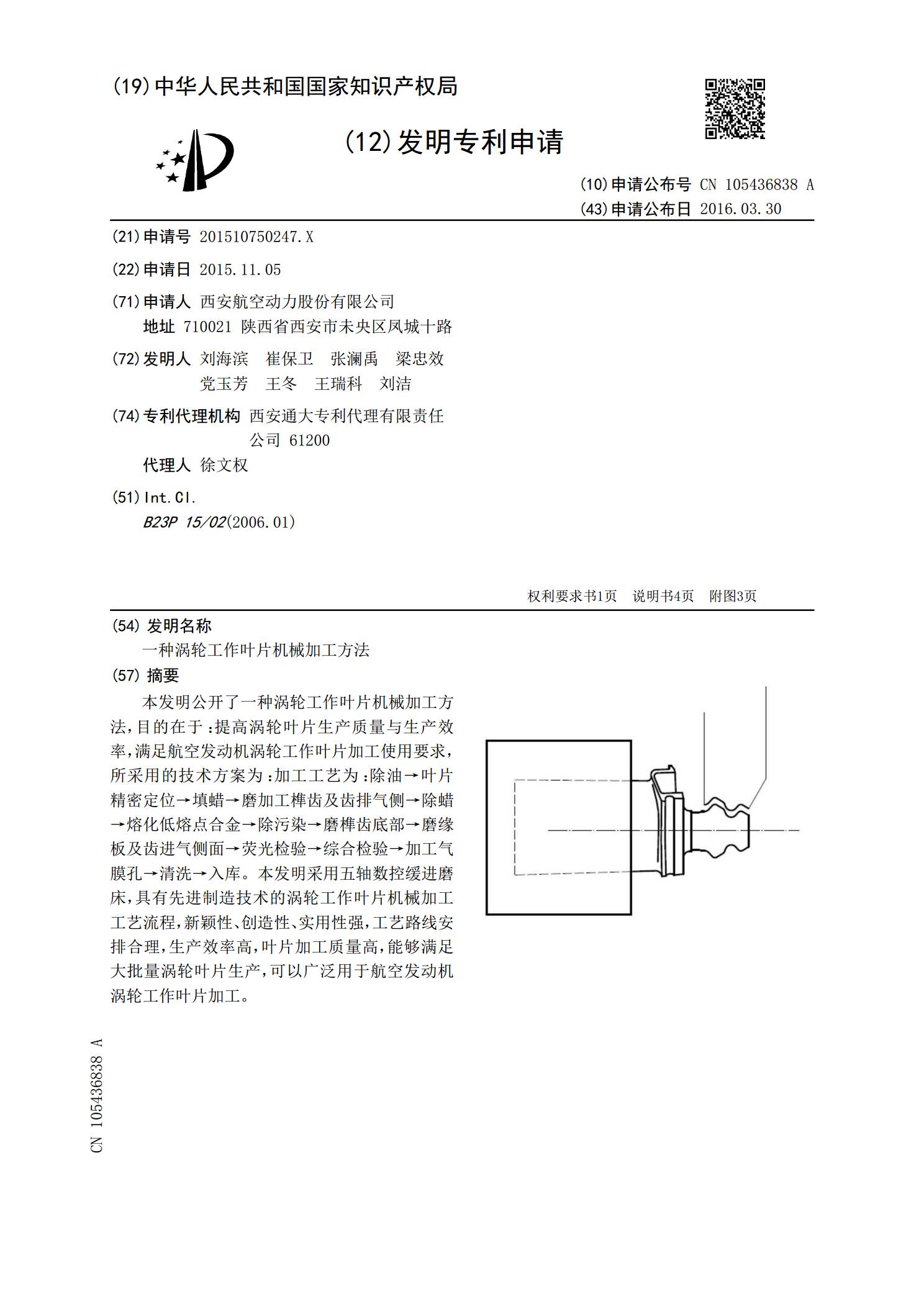
本发明公开了一种涡轮工作叶片机械加工方法,目的在于:提高涡轮叶片生产质量与生产效率,满足航空发动机涡轮工作叶片加工使用要求,所采用的技术方案为:加工工艺为:除油→叶片精密定位→填蜡→磨加工榫齿及齿排气侧→除蜡→熔化低熔点合金→除污染→磨榫齿底部→磨缘板及齿进气侧面→荧光检验→综合检验→加工气膜孔→清洗→入库。本发明采用五轴数控缓进磨床,具有先进制造技术的涡轮工作叶片机械加工工艺流程,新颖性、创造性、实用性强,工艺路线安排合理,生产效率高,叶片加工质量高,能够满足大批量涡轮叶片生产,可以广泛用于航空发动机涡