
一种导流叶片加工方法.pdf

醉香****mm

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种导流叶片加工方法.pdf
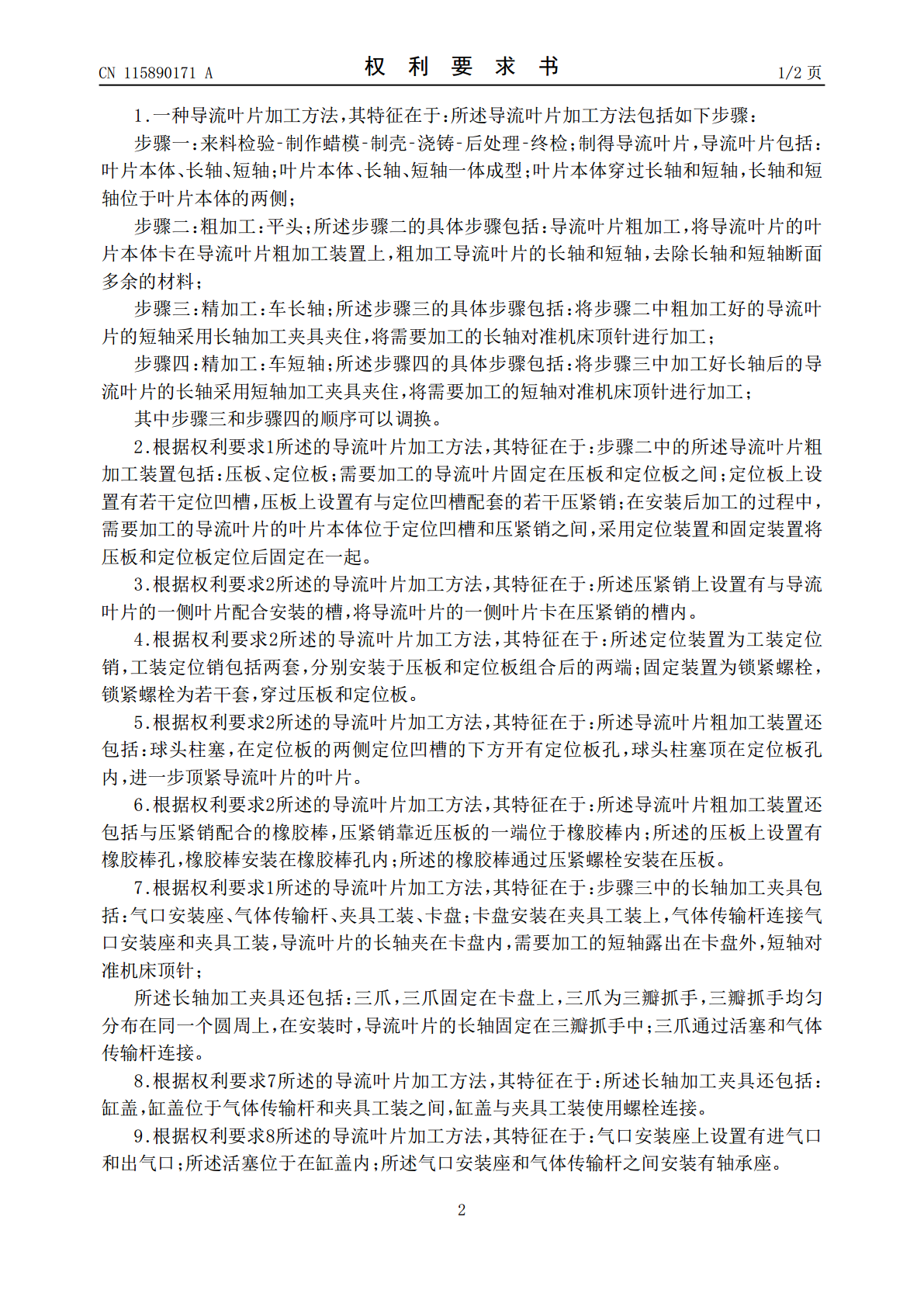
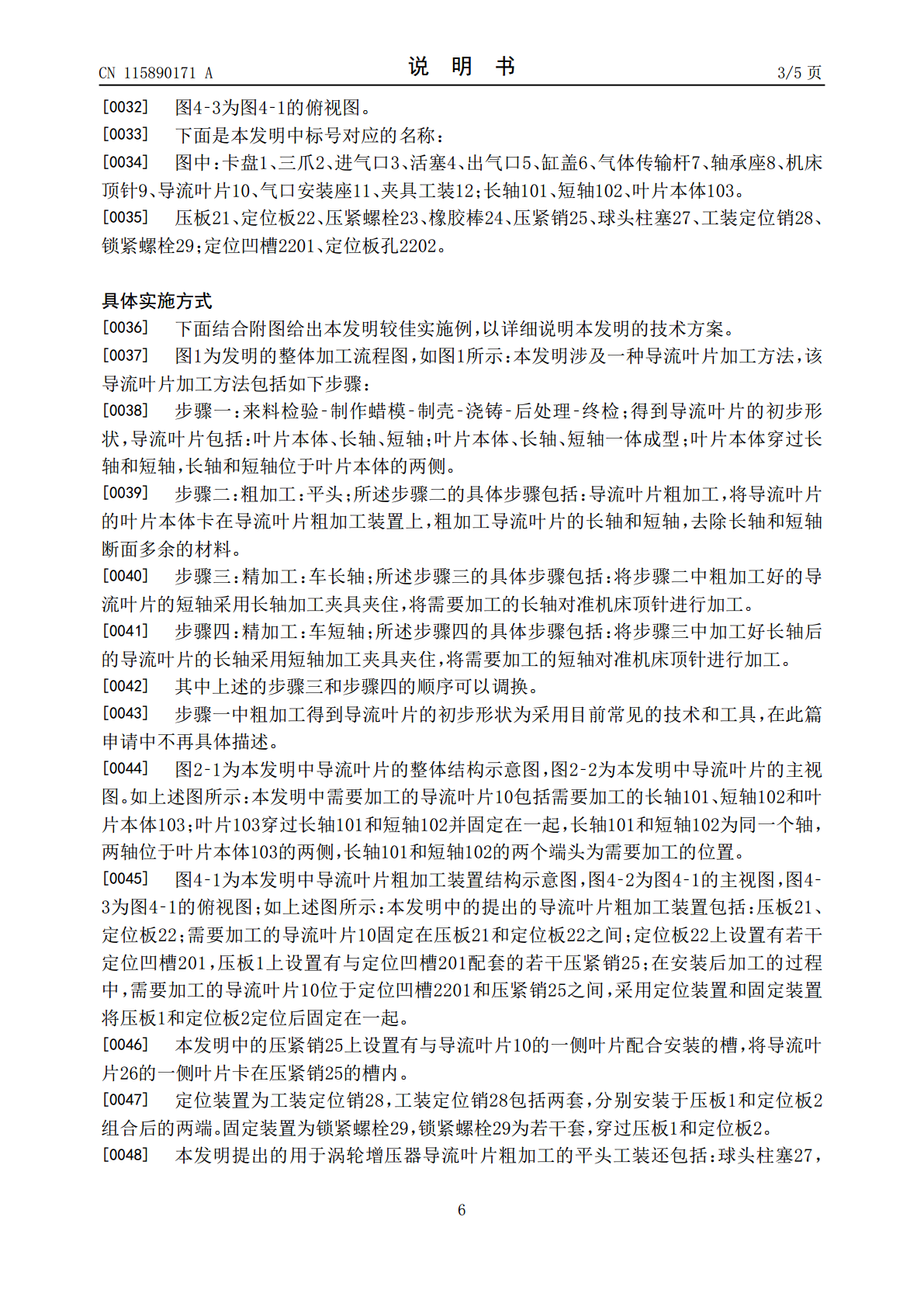
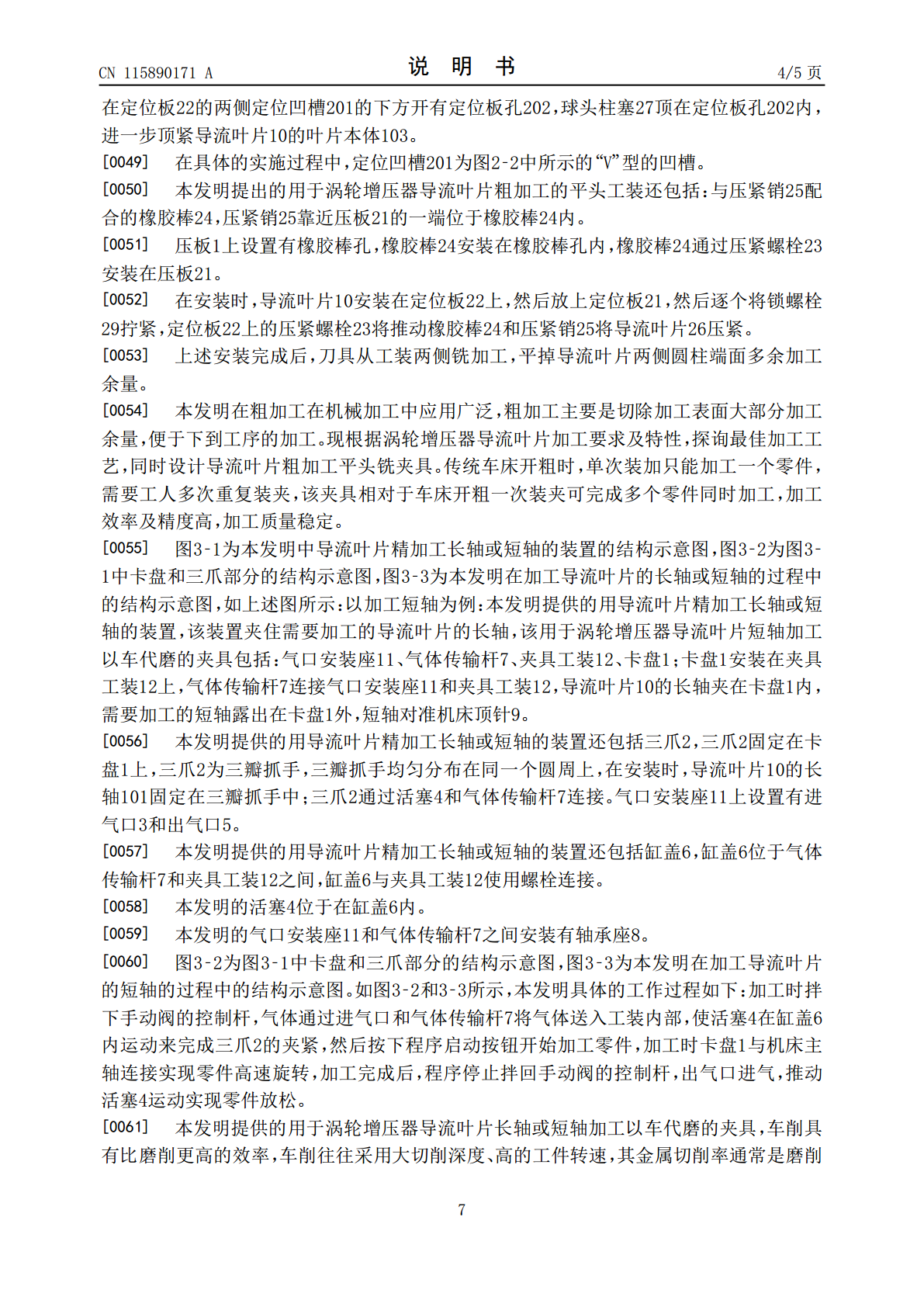
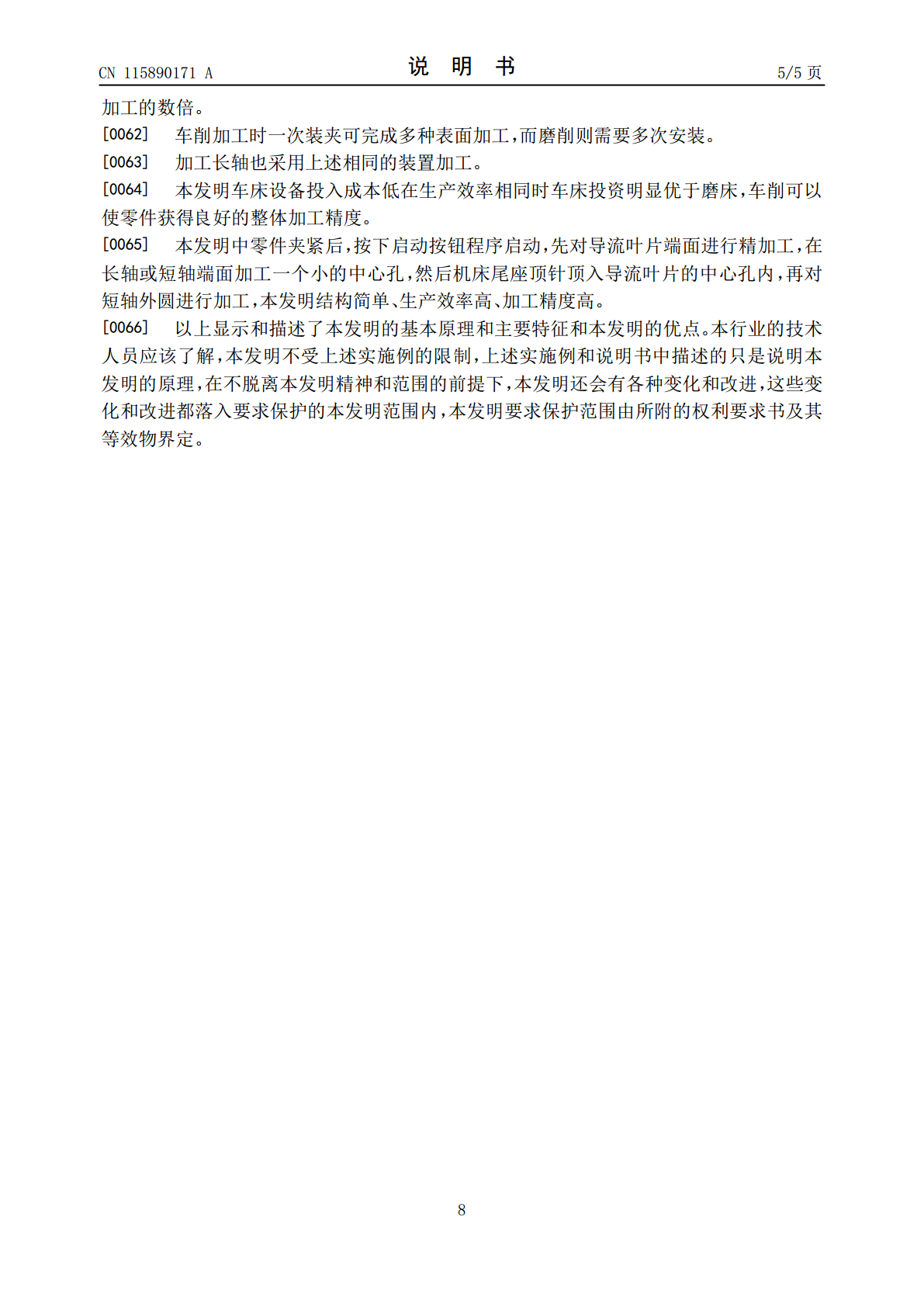
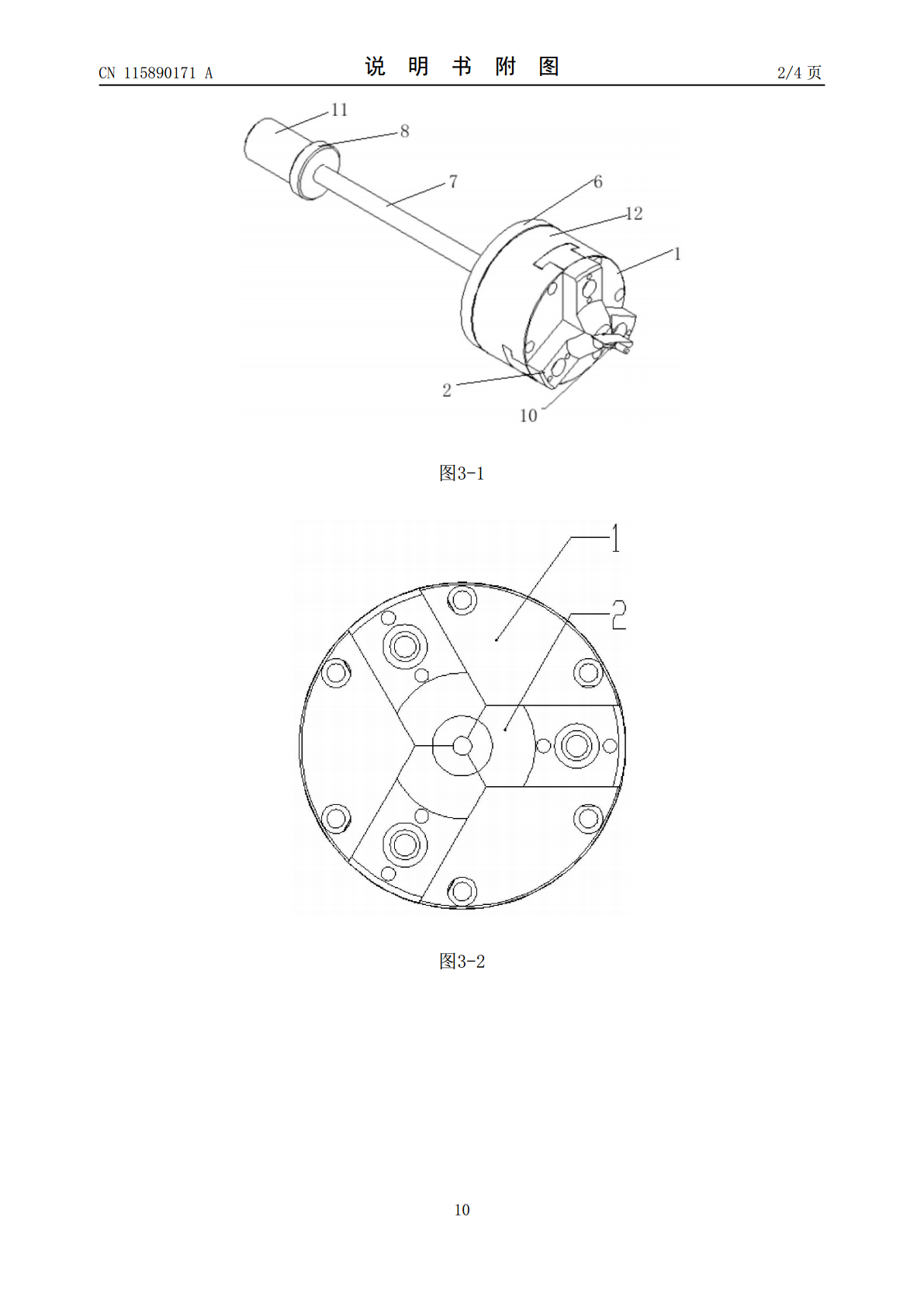
本发明涉及一种导流叶片加工方法,包括如下步骤:步骤一:制作初步的导流叶片,步骤二:粗加工:平头;步骤三:精加工:车长轴;步骤四:精加工:车短轴。步骤二包括:导流叶片粗加工,将导流叶片的叶片本体卡在导流叶片粗加工装置上,粗加工导流叶片的长轴和短轴,去除长轴和短轴断面多余的材料。步骤三包括:将步骤二中粗加工好的导流叶片的短轴采用长轴加工夹具夹住,将需要加工的长轴对准机床顶针进行加工。步骤四包括:将步骤三中加工好长轴后的导流叶片的长轴采用短轴加工夹具夹住,将需要加工的短轴对准机床顶针进行加工;其中步骤三和步骤四

普通导流叶片设计与加工.doc
---普通导流叶片设计与加工毕业设计年级:2014级报名号:007姓名:XXX专业:机械制造及其自动化专业2014年6月西南科技大学本科毕业设计(论文)内容摘要在如今的加工制造业中,叶片因其多向受力不均、外形不规则、工艺复杂而被认定为一种加工比较复杂困难的产品。导流叶片是一种叶形较薄的叶片,因此,这种叶片的加工比较困难,既要考虑叶片加工时的振动,又要考虑实际加工效率问题,所以,设计一种简单实用,装夹方便的工装,对零件的成批量生产具有重要意义。本文就是针对这种叶片特点来制定的一种加工工艺,

一种GH4648合金导流窗叶片的加工工艺方法.pdf
一种GH4648合金导流窗叶片的加工工艺方法,辊锻毛坯的制备,保证了叶片型面精锻成形能满足设计要求;该叶片的辊锻过程为:原始坯料→辊锻毛坯→辊锻叶身型面→成品叶片。通过对现行工艺及相关图纸分析可知,针对叶身精确成型,叶身Cmax处留余量0.4mm,盆、背面各0.2mm,Cq和Ch留余量0.15mm;为防止前后缘因变形量过大而产生裂纹,并考虑前后缘在切边后需进行抛光,故设计时该尺寸均加大0.10mm,在精轧后成品检验时允许每个截面边缘有0.10mm的卡点。本发明的优点:得到叶身型面无切削的表面完整性好的叶片
一种风机叶片导流条的安装方法.pdf
本发明实施例公开了一种风机叶片导流条的安装方法,用于加强风机叶片的防雷性能。本发明实施例方法包括:确定在风机叶片中导流条的安装位置为目标区域;使用砂轮打磨所述目标区域的叶片表面,形成安装槽;在所述安装槽中均匀涂抹助粘剂;将导流条压入所述安装槽中;在所述导流条边缘添加密封剂,使得所述风机叶片与所述导流条之间平滑过渡。因此,提供含有粘接层的雷电导流条,此类型导流条背面带有高性能粘接胶带,不仅能提供牢固、持久、可靠的连接,并且安装方便,耗时少,对风机工作影响小。

一种叶片和叶片加工方法.pdf
本申请涉及一种叶片和叶片加工方法,涉及风电技术领域,该叶片包括多个工作部位;其中,多个工作部位的需求结构强度不同;多个芯材,每个工作部位内均设有芯材;其中,每个工作部位内的芯材上均设置有多个凹槽,不同工作部位的芯材上的多个凹槽的分布密度不同,且分布密度与需求结构强度正相关;不同工作部位内的芯材的材料密度不同,且材料密度与需求结构强度正相关。本申请提供的叶片和叶片加工方法,其可以在满足叶片各部位的结构强度需求的情况下,减轻叶片重量,节省生产成本,改善叶片上的部分部位出现结构强度冗余较大的问题。