
用于制造车轴轴身的方法以及车轴轴身.pdf

雨巷****怡轩

1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于制造车轴轴身的方法以及车轴轴身.pdf
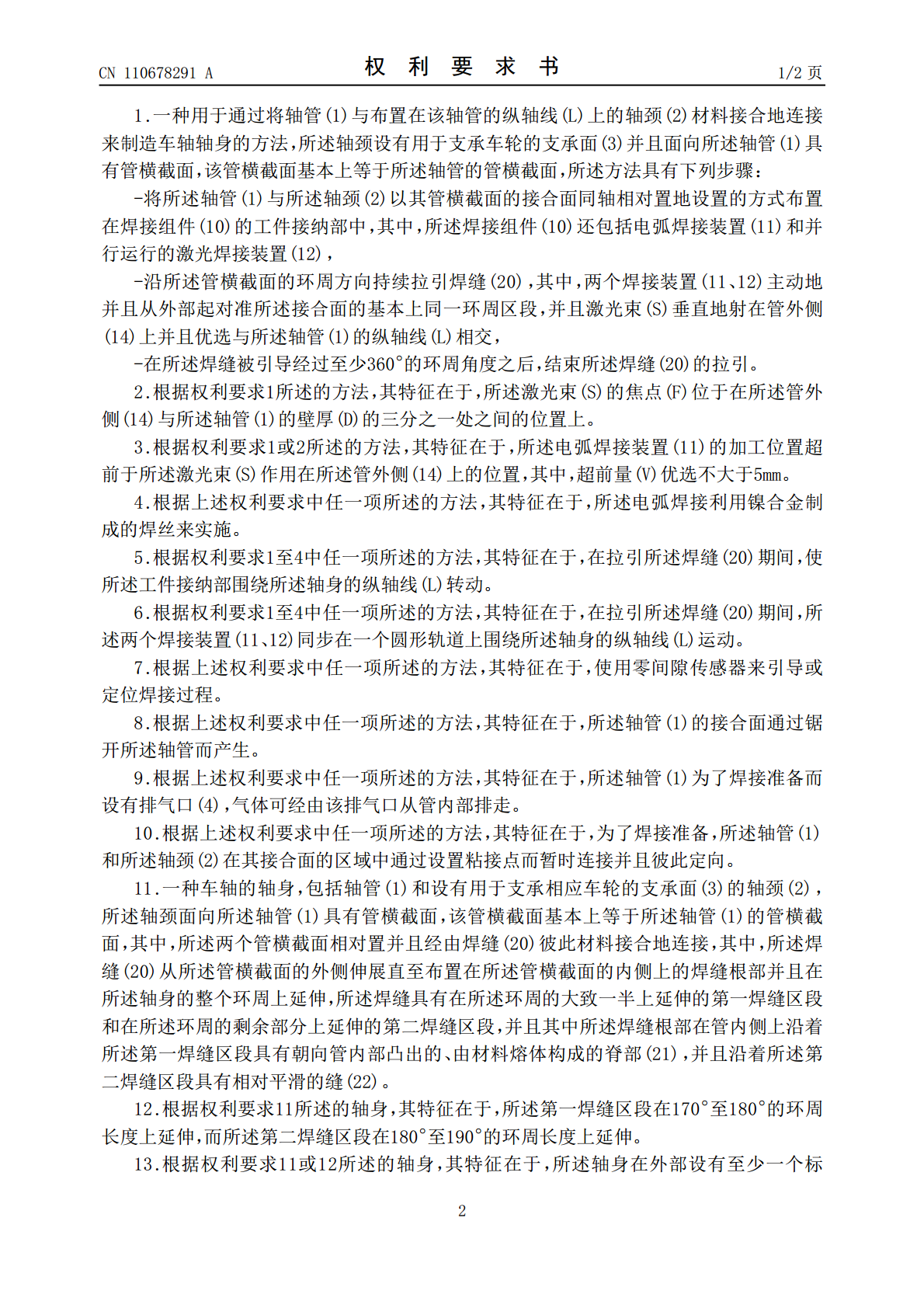
提出一种用于通过将轴管(1)与布置在该轴管的纵轴线(L)上的轴颈(2)材料接合地连接来制造车轴轴身的方法,轴颈设有用于支承车轮的支承面(3)并且面向轴管(1)具有管横截面,该管横截面基本上等于轴管的管横截面。为了针对制造包括轴管和紧固在其上的轴颈的轴身而开发在行驶动力学负荷方面优化的焊接方法,轴身在行驶运行时通常承受所述负荷,所述方法具有下列步骤:将轴管(1)与轴颈(2)以其管横截面的接合面同轴相对置地设置的方式布置在焊接组件(10)的工件接纳部中,焊接组件(10)还包括电弧焊接装置(11)和并行运行的激

一种从火车车轴轴身检测轴颈的B超成像方法.pdf
本发明公开了一种从火车车轴轴身检测轴颈根部的B超成像方法,包括如下步骤:S1:使用折射波为横波的探头放到待检测轮轴的轴身处;S2:通过探头卡具工装,使声束指向轴端同时通过车轴中心,并最终落到探头对面的轴颈根部表面;S3:调整探伤仪参数,使轴颈根部的超声回波被采集到;S4:利用斜折射的横波到达探测面的时间差,形成探测面轴向的距离波幅曲线,用灰度表示波幅,得到一条灰度调制的像素线,随着车轴的旋转,得到多达1000条的平行像素线,形成探测面的表面展开图。本发明从轴身探测轴颈根部的方法可以识别靠人眼不易识别的超声

用于制造车轴组件的方法.pdf
本发明涉及一种用于制造机动车用的车轴组件(1)的方法,在该方法中将至少两个金属的车轴构件(3、4、5、6)相互材料锁合地接合。所述车轴组件(1)尤其是组合拉杆轴,在该组合拉杆轴中侧向的纵拉杆(3)通过横向型材(2)相互连接。利用通过焊接操作引发的热量来调节所述车轴组件(1)的目标几何结构。所述焊接操作可以是有针对性地定位的焊缝(S)、附加焊缝或盲焊缝。利用焊接热量来实现补偿变形并且补偿变形状态和/或调整该车轴组件(1)。

车轴计轴传感装置.pdf
一种输出二个计轴信号的车轴计轴传感装置,每个计轴信号均由安装在左、右道轨的两个车轮传感器对车轮进行检测,只有安装在左、右道轨的两个车轮传感器同时检测到车轮并输出有效信号时,才使输出的计轴信号有效。计轴信号由脉冲干扰消除单元滤除窄脉冲干扰和信号边沿的抖动干扰,进一步提高了抗干扰能力,且能够过滤的正窄脉冲和负窄脉冲的最大宽度分别可通过改变充电时间常数和放电时间常数进行调整。所述装置能够应用在对道轨上机车、列车进行车轮检测与计轴的场合。
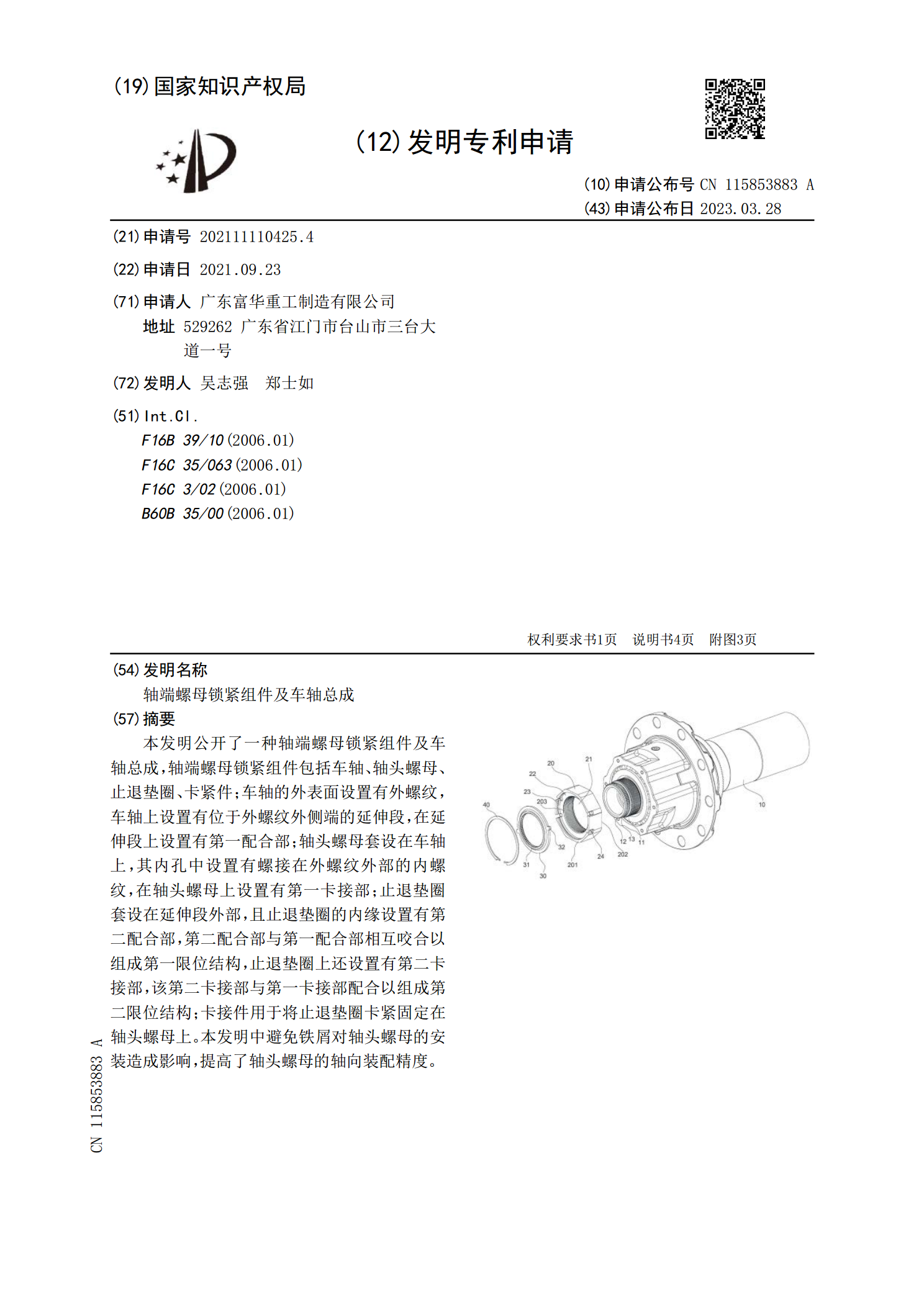
轴端螺母锁紧组件及车轴总成.pdf
本发明公开了一种轴端螺母锁紧组件及车轴总成,轴端螺母锁紧组件包括车轴、轴头螺母、止退垫圈、卡紧件;车轴的外表面设置有外螺纹,车轴上设置有位于外螺纹外侧端的延伸段,在延伸段上设置有第一配合部;轴头螺母套设在车轴上,其内孔中设置有螺接在外螺纹外部的内螺纹,在轴头螺母上设置有第一卡接部;止退垫圈套设在延伸段外部,且止退垫圈的内缘设置有第二配合部,第二配合部与第一配合部相互咬合以组成第一限位结构,止退垫圈上还设置有第二卡接部,该第二卡接部与第一卡接部配合以组成第二限位结构;卡接件用于将止退垫圈卡紧固定在轴头螺母上