
一种风电叶片腹板模具粘接挡边的安装方法.pdf

是立****92

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种风电叶片腹板模具粘接挡边的安装方法.pdf
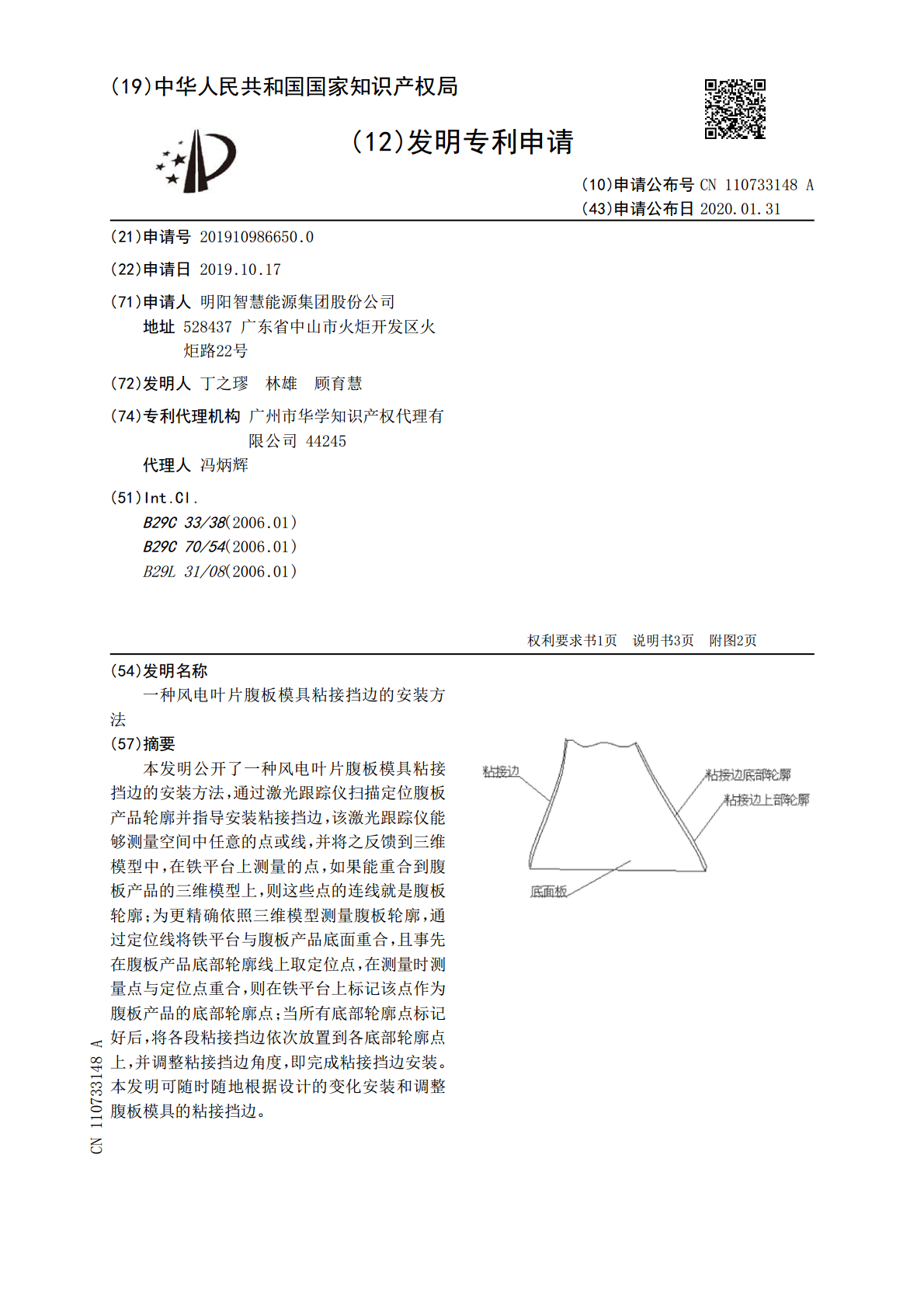
本发明公开了一种风电叶片腹板模具粘接挡边的安装方法,通过激光跟踪仪扫描定位腹板产品轮廓并指导安装粘接挡边,该激光跟踪仪能够测量空间中任意的点或线,并将之反馈到三维模型中,在铁平台上测量的点,如果能重合到腹板产品的三维模型上,则这些点的连线就是腹板轮廓;为更精确依照三维模型测量腹板轮廓,通过定位线将铁平台与腹板产品底面重合,且事先在腹板产品底部轮廓线上取定位点,在测量时测量点与定位点重合,则在铁平台上标记该点作为腹板产品的底部轮廓点;当所有底部轮廓点标记好后,将各段粘接挡边依次放置到各底部轮廓点上,并调整粘
风电叶片腹板快速粘接结构及其快速成型方法.pdf
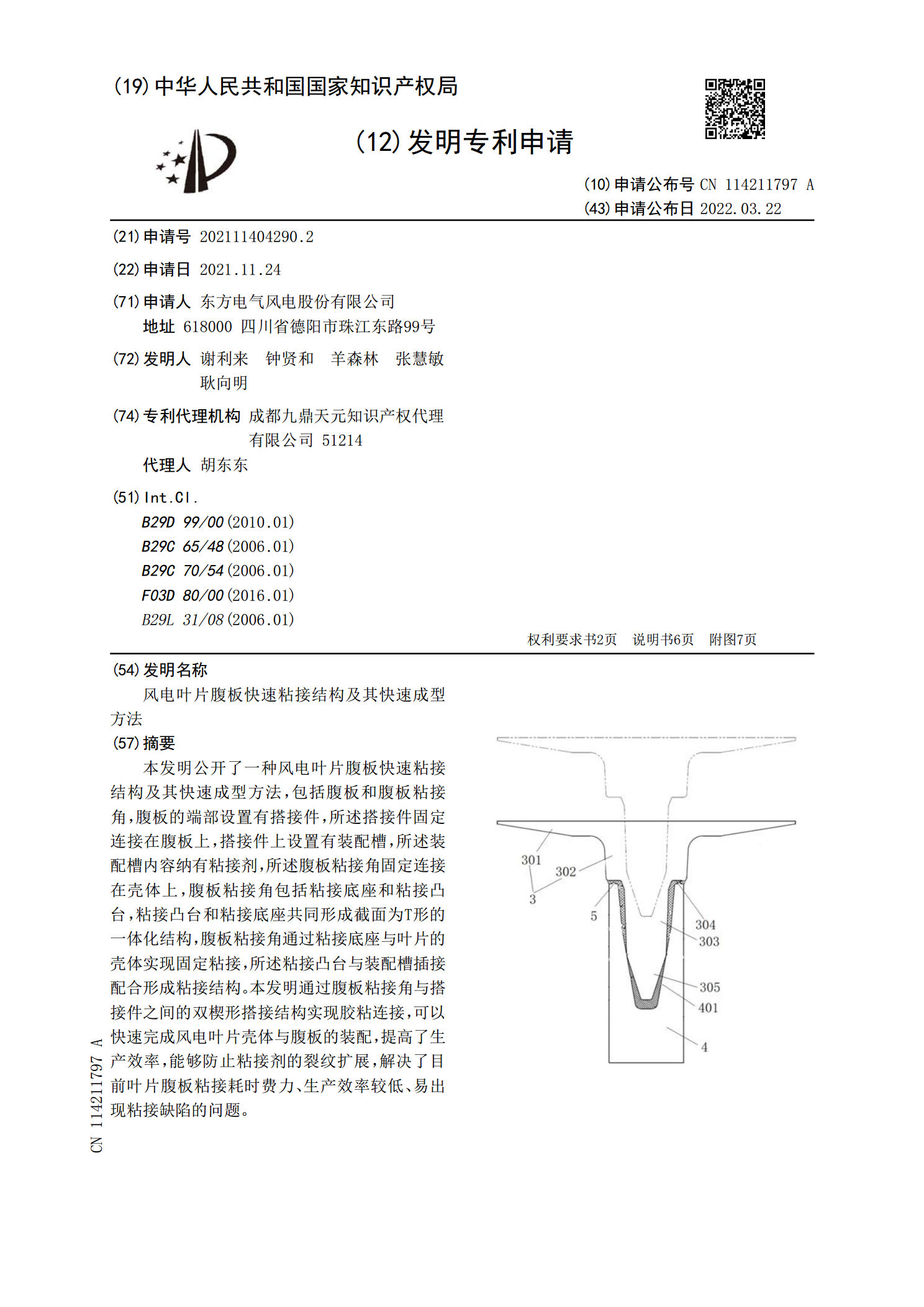
本发明公开了一种风电叶片腹板快速粘接结构及其快速成型方法,包括腹板和腹板粘接角,腹板的端部设置有搭接件,所述搭接件固定连接在腹板上,搭接件上设置有装配槽,所述装配槽内容纳有粘接剂,所述腹板粘接角固定连接在壳体上,腹板粘接角包括粘接底座和粘接凸台,粘接凸台和粘接底座共同形成截面为T形的一体化结构,腹板粘接角通过粘接底座与叶片的壳体实现固定粘接,所述粘接凸台与装配槽插接配合形成粘接结构。本发明通过腹板粘接角与搭接件之间的双楔形搭接结构实现胶粘连接,可以快速完成风电叶片壳体与腹板的装配,提高了生产效率,能够防止
一种风轮叶片腹板粘接定位安装方法.pdf
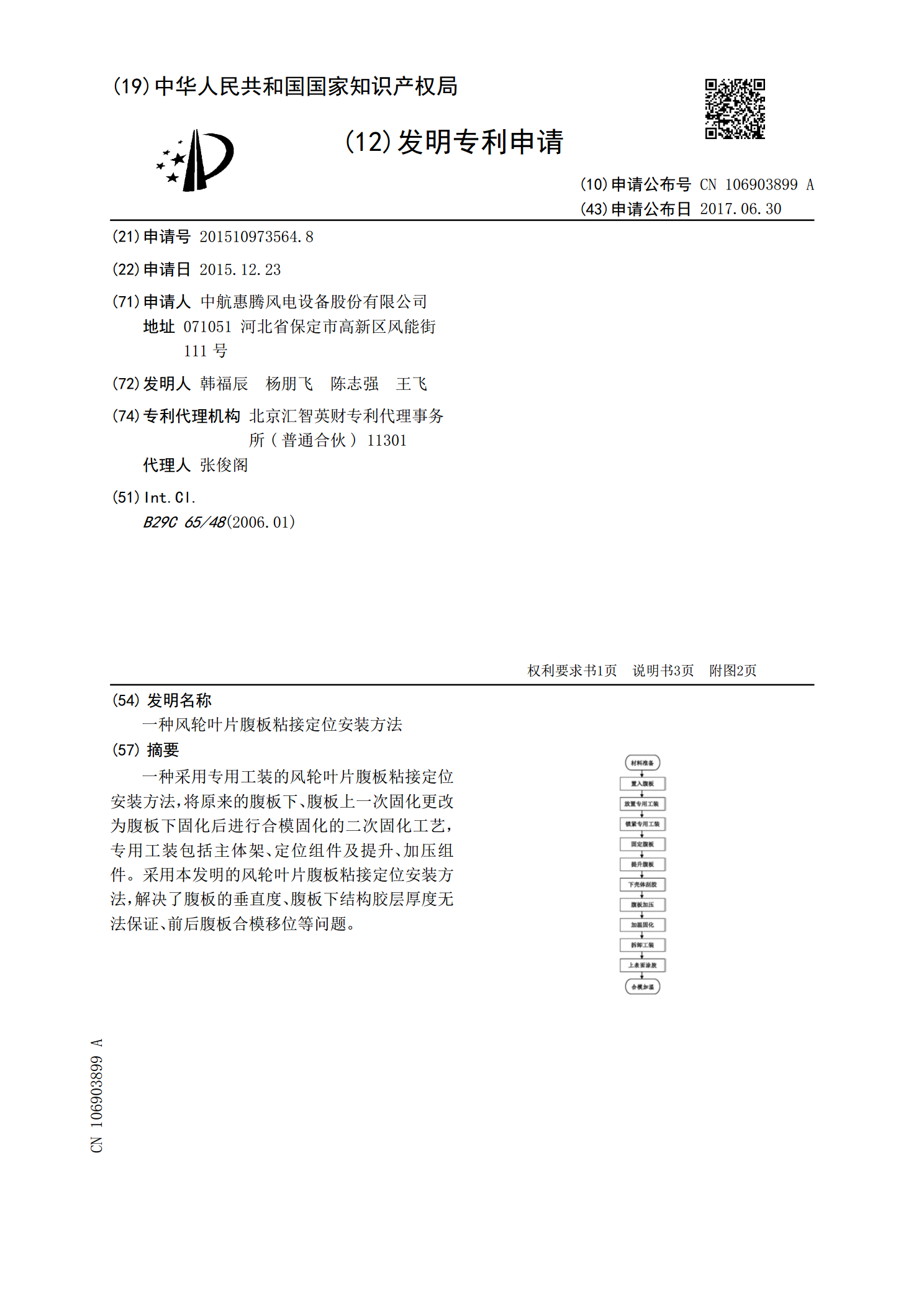
一种采用专用工装的风轮叶片腹板粘接定位安装方法,将原来的腹板下、腹板上一次固化更改为腹板下固化后进行合模固化的二次固化工艺,专用工装包括主体架、定位组件及提升、加压组件。采用本发明的风轮叶片腹板粘接定位安装方法,解决了腹板的垂直度、腹板下结构胶层厚度无法保证、前后腹板合模移位等问题。

风电叶片腹板模具.pdf
本发明提出一种风电叶片腹板模具,包括水平设置的表面钢板以及多个翻边装置。表面钢板沿预成型的腹板的长向延伸设置,多个翻边装置沿表面钢板的长向排列设置于表面钢板的两侧;每个翻边装置包括底板以及倾斜设置于底板上的内侧斜板和外侧斜板;底板的一侧与内侧斜板连接,另一侧设有长孔;外侧斜板的上端与内侧斜板相连,下端连接于底板的上表面并位于内侧斜板和长孔之间;其中,底板通过设置于长孔中的紧固件位置可调地固定连接于表面钢板,以调节表面钢板两侧的翻边装置之间的相对距离,内侧斜板的底缘与表面钢板贴合并点焊连接。通过调节翻边装置

一种风电叶片第二粘接角模具及其制备方法.pdf
本发明公开了一种风电叶片第二粘接角模具及其制备方法,包括钢架、型板、加热管及面板,所述钢架顶部间隔螺栓连接有若干所述型板,紧贴每块所述型板的上表面间隔开设有加热管槽,所述加热管贯穿每块所述型板的加热管槽;所述面板由若干铁板组成,该若干铁板过渡焊接于所述型板的上表面,并与所述型板上表面焊接,所述面板上表面螺栓连接有两条三角翻边;相邻所述型板形成的间隙与所述面板之间粘贴有铝粉,所述加热管处于所述铝粉内。本发明通过将第二粘接角模具加工为钢制模具,钢制模具加工完成需要20天,而玻璃钢模具加工完成需要50天,相对于