
风电叶片腹板快速粘接结构及其快速成型方法.pdf

宁馨****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
风电叶片腹板快速粘接结构及其快速成型方法.pdf
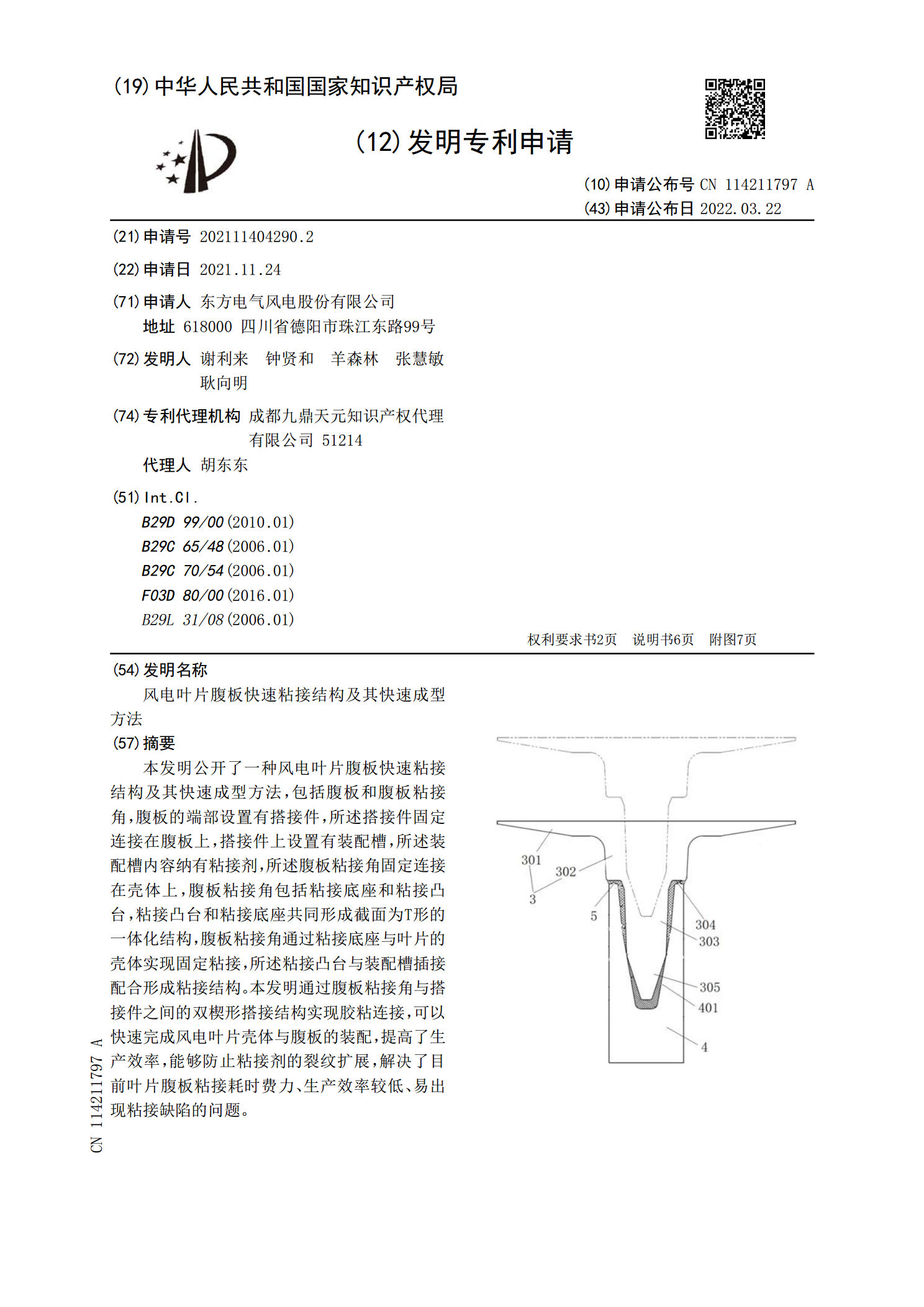
本发明公开了一种风电叶片腹板快速粘接结构及其快速成型方法,包括腹板和腹板粘接角,腹板的端部设置有搭接件,所述搭接件固定连接在腹板上,搭接件上设置有装配槽,所述装配槽内容纳有粘接剂,所述腹板粘接角固定连接在壳体上,腹板粘接角包括粘接底座和粘接凸台,粘接凸台和粘接底座共同形成截面为T形的一体化结构,腹板粘接角通过粘接底座与叶片的壳体实现固定粘接,所述粘接凸台与装配槽插接配合形成粘接结构。本发明通过腹板粘接角与搭接件之间的双楔形搭接结构实现胶粘连接,可以快速完成风电叶片壳体与腹板的装配,提高了生产效率,能够防止

一种粘接模块及其尺寸设计方法、风电叶片及其粘接方法.pdf
本发明提供一种粘接模块及其尺寸设计方法、风电叶片及其粘接方法,粘接模块适于风电叶片的粘接,风电叶片包括第一粘接部和第二粘接部,粘接模块包括第一材料层,第一材料层包括第一表面和第二表面,第一表面和第二表面设置有第二材料层,其中,第一材料层为热固性材料,第二材料层为热塑性材料,第一表面上的第二材料层适于粘接第一粘接部,第二表面上的第二材料层适于粘接第二粘接部。粘接模块适于拼接式的设置方式,粘接区域无需人工涂覆粘接胶,提高了粘接效率;同时,粘接模块用于风电叶片的粘接时,不易在风电叶片壳体的内腔产生残留胶块,从而
一种风电叶片腹板模具粘接挡边的安装方法.pdf
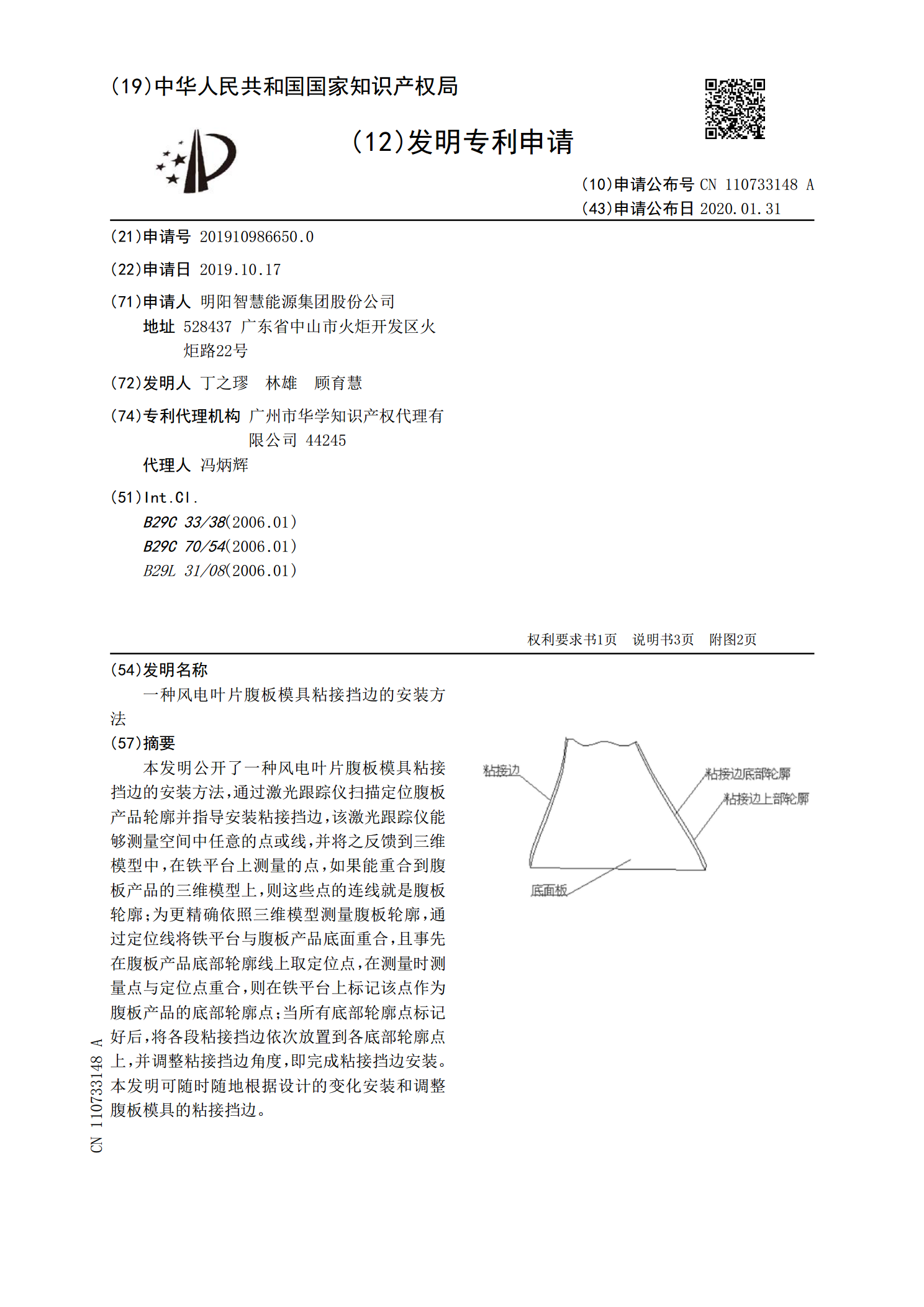
本发明公开了一种风电叶片腹板模具粘接挡边的安装方法,通过激光跟踪仪扫描定位腹板产品轮廓并指导安装粘接挡边,该激光跟踪仪能够测量空间中任意的点或线,并将之反馈到三维模型中,在铁平台上测量的点,如果能重合到腹板产品的三维模型上,则这些点的连线就是腹板轮廓;为更精确依照三维模型测量腹板轮廓,通过定位线将铁平台与腹板产品底面重合,且事先在腹板产品底部轮廓线上取定位点,在测量时测量点与定位点重合,则在铁平台上标记该点作为腹板产品的底部轮廓点;当所有底部轮廓点标记好后,将各段粘接挡边依次放置到各底部轮廓点上,并调整粘

风电叶片二次合模用腹板粘接结构胶研究.docx
风电叶片二次合模用腹板粘接结构胶研究风电叶片是风力发电机组的核心部件,其质量和性能直接影响着风力发电机组的稳定运行和发电效率。叶片的制造过程中,叶片的结构胶是连接叶片外壳和叶片内部结构的关键材料,其粘接强度和耐久性对叶片的使用寿命有着重要影响。为了提高叶片的性能和延长使用寿命,目前研究人员开始关注风电叶片的二次合模技术,并通过利用腹板粘接结构胶来解决叶片制造过程中的一些技术难题。本文将以风电叶片二次合模用腹板粘接结构胶研究为题目,探讨风电叶片二次合模技术及其对叶片性能的影响。一、风电叶片二次合模技术的原理
一种模块化叶片快速粘接工装及粘接工艺.pdf
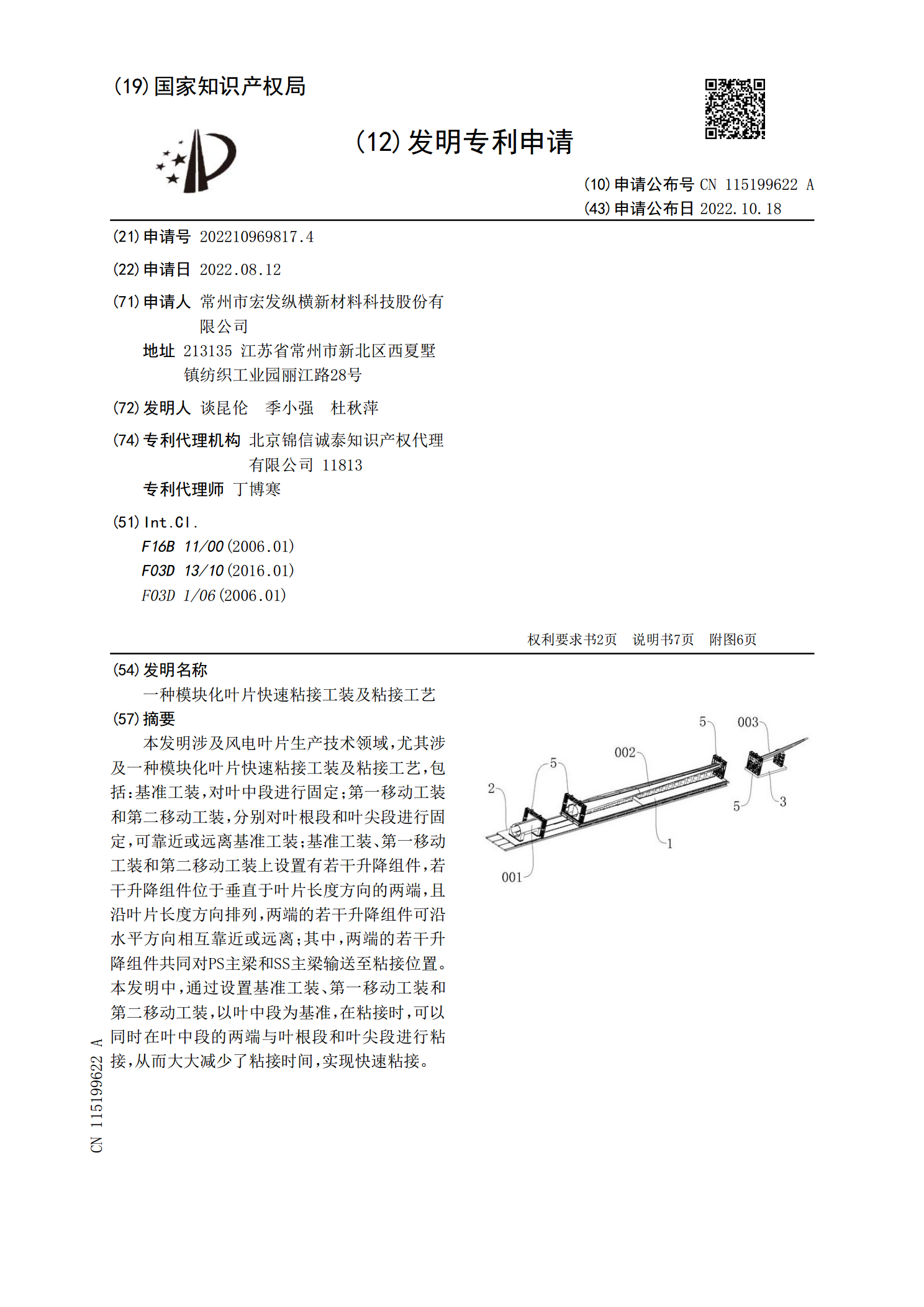
本发明涉及风电叶片生产技术领域,尤其涉及一种模块化叶片快速粘接工装及粘接工艺,包括:基准工装,对叶中段进行固定;第一移动工装和第二移动工装,分别对叶根段和叶尖段进行固定,可靠近或远离基准工装;基准工装、第一移动工装和第二移动工装上设置有若干升降组件,若干升降组件位于垂直于叶片长度方向的两端,且沿叶片长度方向排列,两端的若干升降组件可沿水平方向相互靠近或远离;其中,两端的若干升降组件共同对PS主梁和SS主梁输送至粘接位置。本发明中,通过设置基准工装、第一移动工装和第二移动工装,以叶中段为基准,在粘接时,可以