
一种风电叶片第二粘接角模具及其制备方法.pdf

Ja****20


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种风电叶片第二粘接角模具及其制备方法.pdf
本发明公开了一种风电叶片第二粘接角模具及其制备方法,包括钢架、型板、加热管及面板,所述钢架顶部间隔螺栓连接有若干所述型板,紧贴每块所述型板的上表面间隔开设有加热管槽,所述加热管贯穿每块所述型板的加热管槽;所述面板由若干铁板组成,该若干铁板过渡焊接于所述型板的上表面,并与所述型板上表面焊接,所述面板上表面螺栓连接有两条三角翻边;相邻所述型板形成的间隙与所述面板之间粘贴有铝粉,所述加热管处于所述铝粉内。本发明通过将第二粘接角模具加工为钢制模具,钢制模具加工完成需要20天,而玻璃钢模具加工完成需要50天,相对于

一种粘接模块及其尺寸设计方法、风电叶片及其粘接方法.pdf
本发明提供一种粘接模块及其尺寸设计方法、风电叶片及其粘接方法,粘接模块适于风电叶片的粘接,风电叶片包括第一粘接部和第二粘接部,粘接模块包括第一材料层,第一材料层包括第一表面和第二表面,第一表面和第二表面设置有第二材料层,其中,第一材料层为热固性材料,第二材料层为热塑性材料,第一表面上的第二材料层适于粘接第一粘接部,第二表面上的第二材料层适于粘接第二粘接部。粘接模块适于拼接式的设置方式,粘接区域无需人工涂覆粘接胶,提高了粘接效率;同时,粘接模块用于风电叶片的粘接时,不易在风电叶片壳体的内腔产生残留胶块,从而
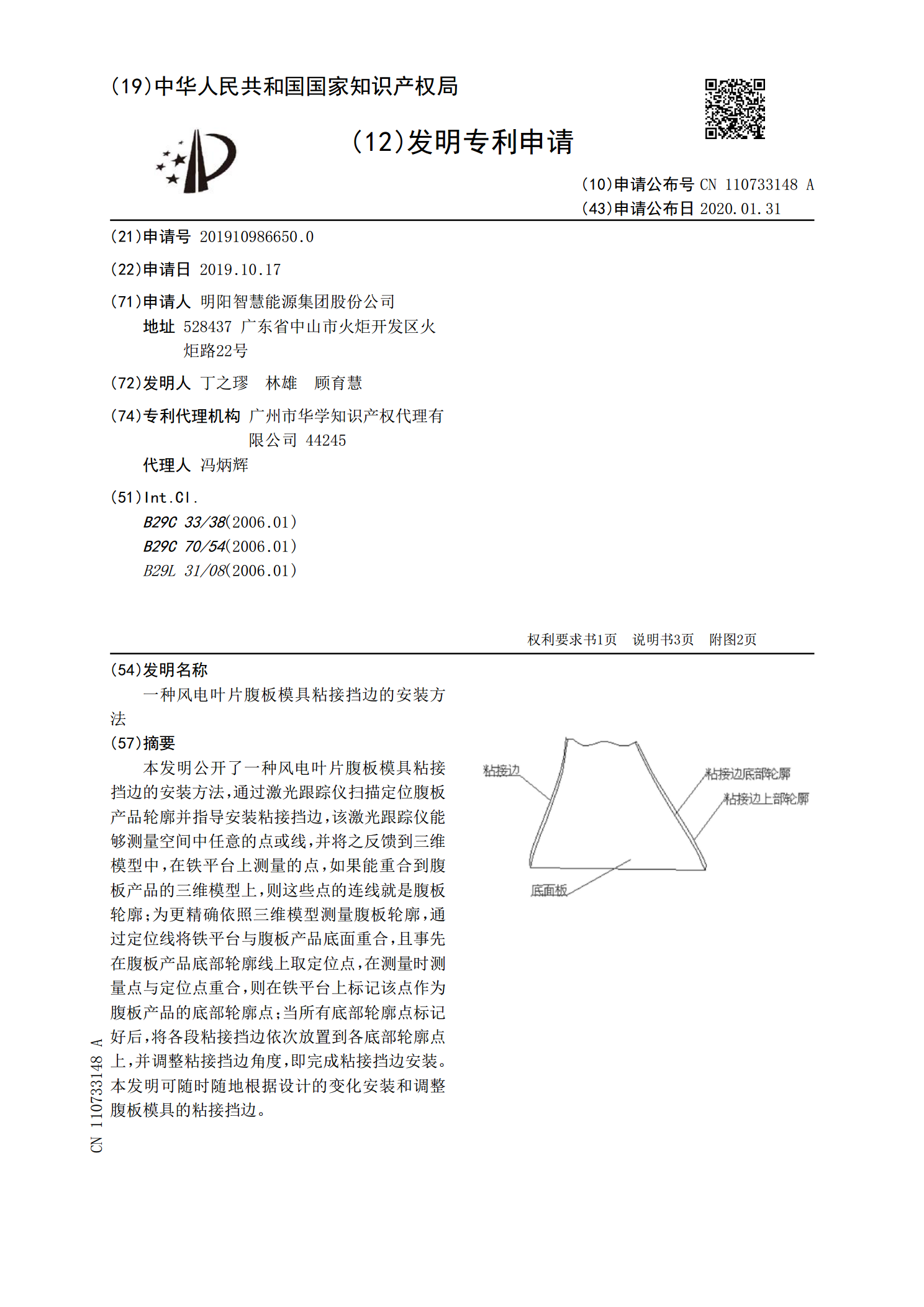
一种风电叶片腹板模具粘接挡边的安装方法.pdf
本发明公开了一种风电叶片腹板模具粘接挡边的安装方法,通过激光跟踪仪扫描定位腹板产品轮廓并指导安装粘接挡边,该激光跟踪仪能够测量空间中任意的点或线,并将之反馈到三维模型中,在铁平台上测量的点,如果能重合到腹板产品的三维模型上,则这些点的连线就是腹板轮廓;为更精确依照三维模型测量腹板轮廓,通过定位线将铁平台与腹板产品底面重合,且事先在腹板产品底部轮廓线上取定位点,在测量时测量点与定位点重合,则在铁平台上标记该点作为腹板产品的底部轮廓点;当所有底部轮廓点标记好后,将各段粘接挡边依次放置到各底部轮廓点上,并调整粘
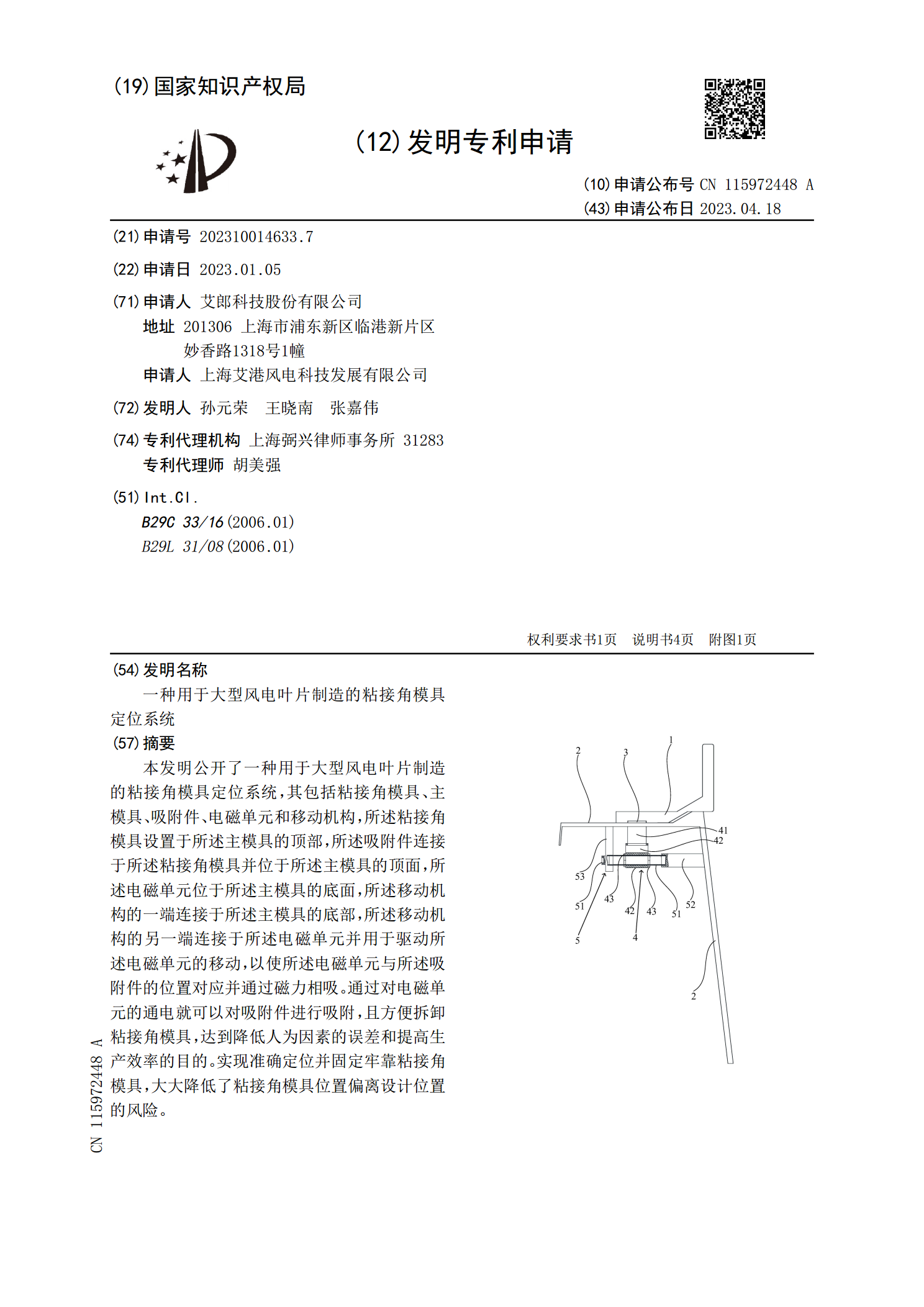
一种用于大型风电叶片制造的粘接角模具定位系统.pdf
本发明公开了一种用于大型风电叶片制造的粘接角模具定位系统,其包括粘接角模具、主模具、吸附件、电磁单元和移动机构,所述粘接角模具设置于所述主模具的顶部,所述吸附件连接于所述粘接角模具并位于所述主模具的顶面,所述电磁单元位于所述主模具的底面,所述移动机构的一端连接于所述主模具的底部,所述移动机构的另一端连接于所述电磁单元并用于驱动所述电磁单元的移动,以使所述电磁单元与所述吸附件的位置对应并通过磁力相吸。通过对电磁单元的通电就可以对吸附件进行吸附,且方便拆卸粘接角模具,达到降低人为因素的误差和提高生产效率的目的
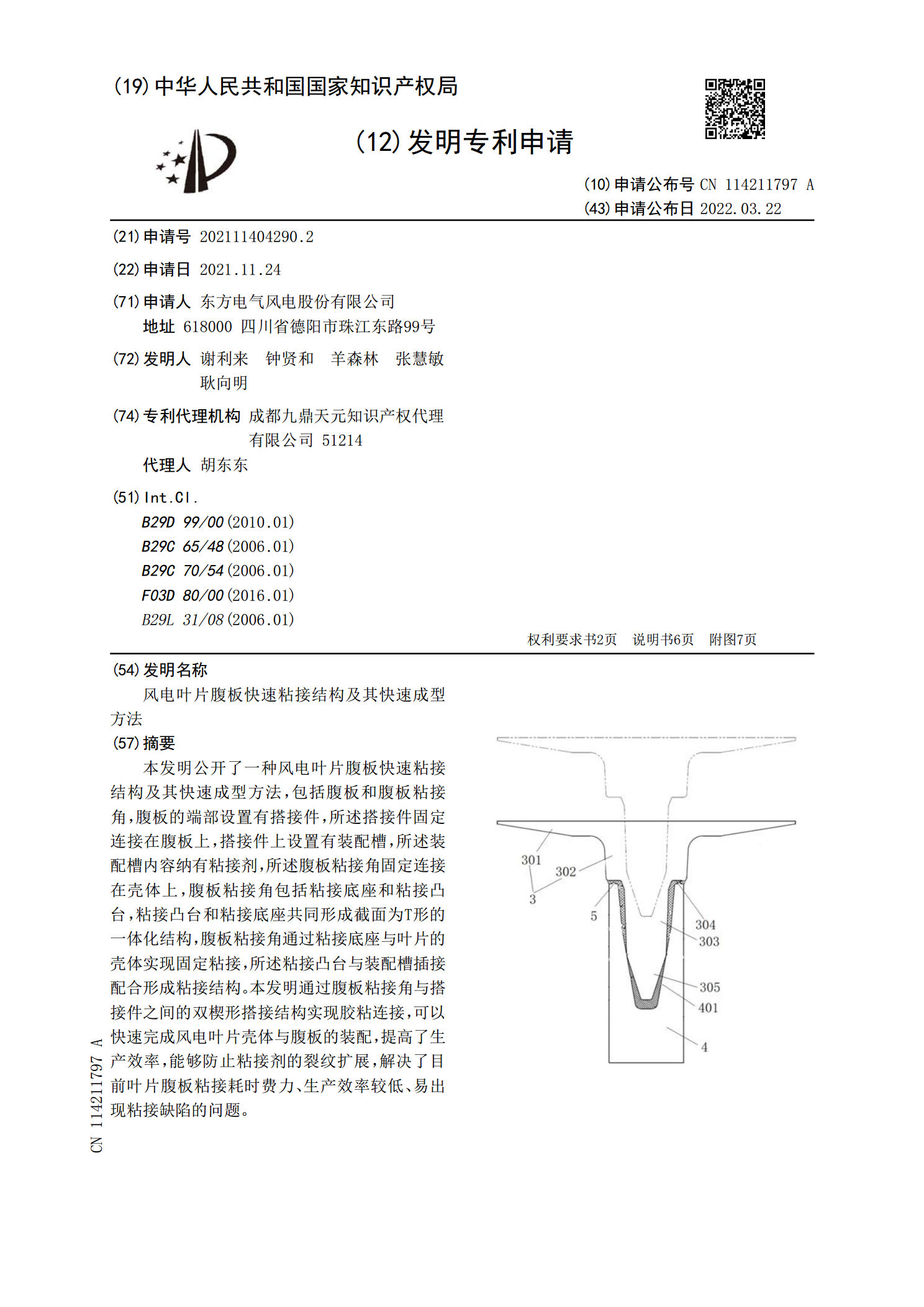
风电叶片腹板快速粘接结构及其快速成型方法.pdf
本发明公开了一种风电叶片腹板快速粘接结构及其快速成型方法,包括腹板和腹板粘接角,腹板的端部设置有搭接件,所述搭接件固定连接在腹板上,搭接件上设置有装配槽,所述装配槽内容纳有粘接剂,所述腹板粘接角固定连接在壳体上,腹板粘接角包括粘接底座和粘接凸台,粘接凸台和粘接底座共同形成截面为T形的一体化结构,腹板粘接角通过粘接底座与叶片的壳体实现固定粘接,所述粘接凸台与装配槽插接配合形成粘接结构。本发明通过腹板粘接角与搭接件之间的双楔形搭接结构实现胶粘连接,可以快速完成风电叶片壳体与腹板的装配,提高了生产效率,能够防止