
一种轮辋、轮毂以及轮辋的对焊方法.pdf

书生****12


1/7
2/7

3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮辋、轮毂以及轮辋的对焊方法.pdf
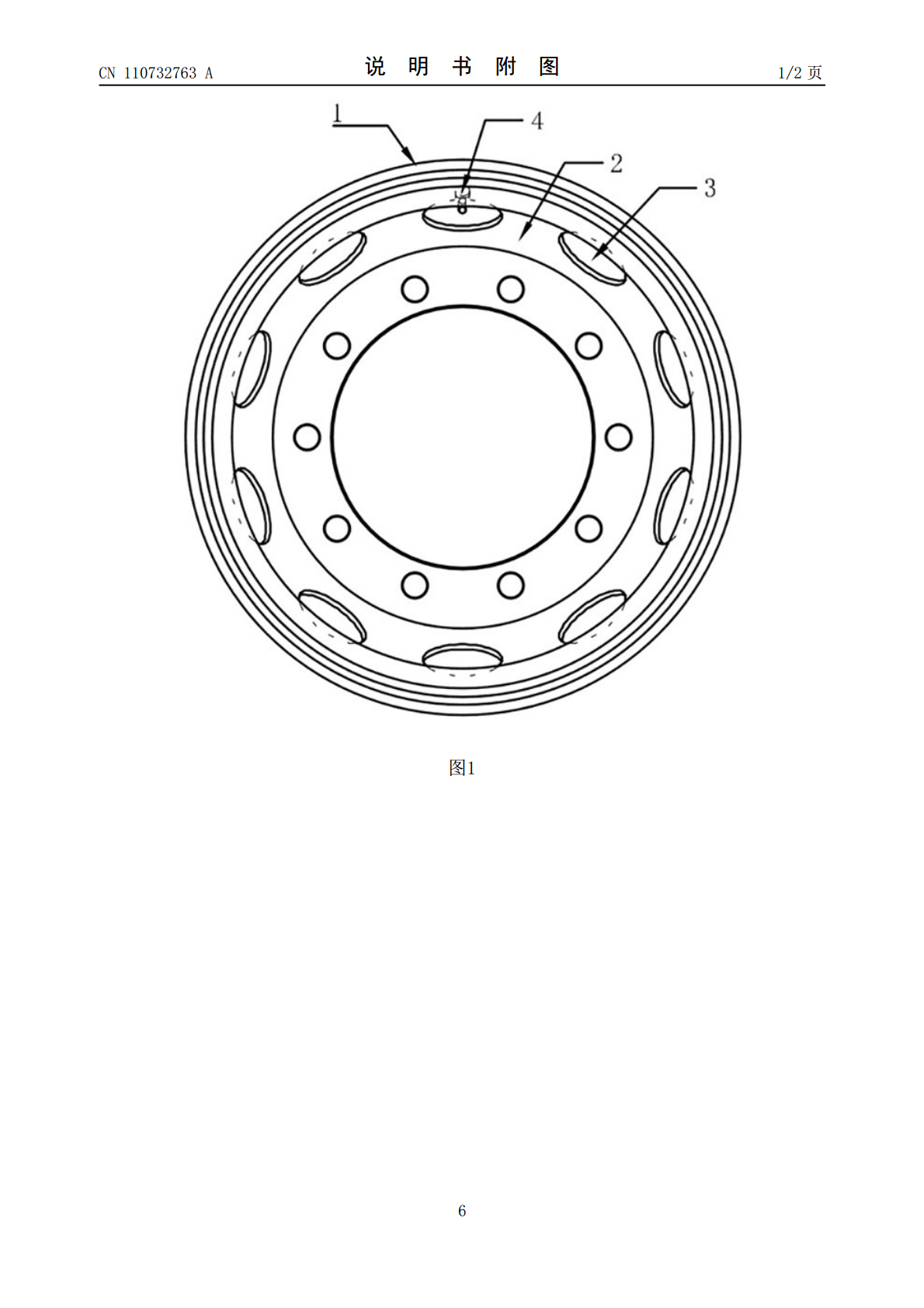
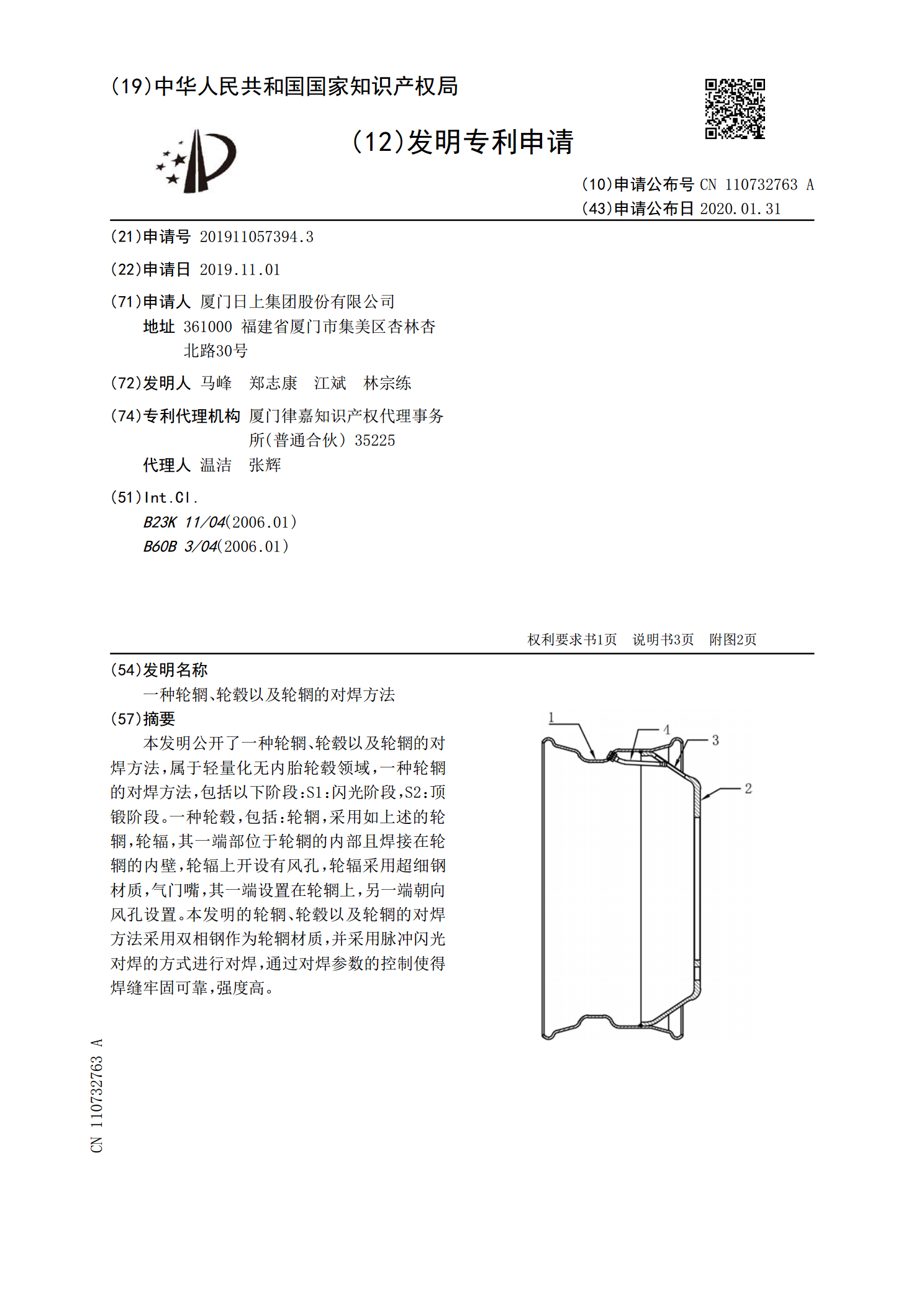
本发明公开了一种轮辋、轮毂以及轮辋的对焊方法,属于轻量化无内胎轮毂领域,一种轮辋的对焊方法,包括以下阶段:S1:闪光阶段,S2:顶锻阶段。一种轮毂,包括:轮辋,采用如上述的轮辋,轮辐,其一端部位于轮辋的内部且焊接在轮辋的内壁,轮辐上开设有风孔,轮辐采用超细钢材质,气门嘴,其一端设置在轮辋上,另一端朝向风孔设置。本发明的轮辋、轮毂以及轮辋的对焊方法采用双相钢作为轮辋材质,并采用脉冲闪光对焊的方式进行对焊,通过对焊参数的控制使得焊缝牢固可靠,强度高。

轮辋的制造方法以及轮辋.pdf
轮辋的制造方法,包括步骤:1、对用于制造轮辋的原材料进行卷圆、镦平,并通过焊接工艺将原材料对焊形成初级轮辋;2、对初级轮辋进行扩口操作形成次级轮辋,并对次级轮辋进行三次滚型在次级轮辋的边缘形成弧形的预卷边;3、对次级轮辋进行扩涨操作形成三级轮辋,然后对三级轮辋再次进行滚型,并在三级轮辋的边缘形成有圆管状结构设计的卷边。本发明还提供了一种轮辋,包括有轮辋主体,轮辋主体的边缘设置有圆管状结构设计的卷边。轮辋为圆管状结构设计,其具有较高的结构强度,能够增加轮辋的整体强度。并且,在轮辋主体的边缘设置有圆管状结构设
轮辋、轮毂及轮毂的制造方法.pdf
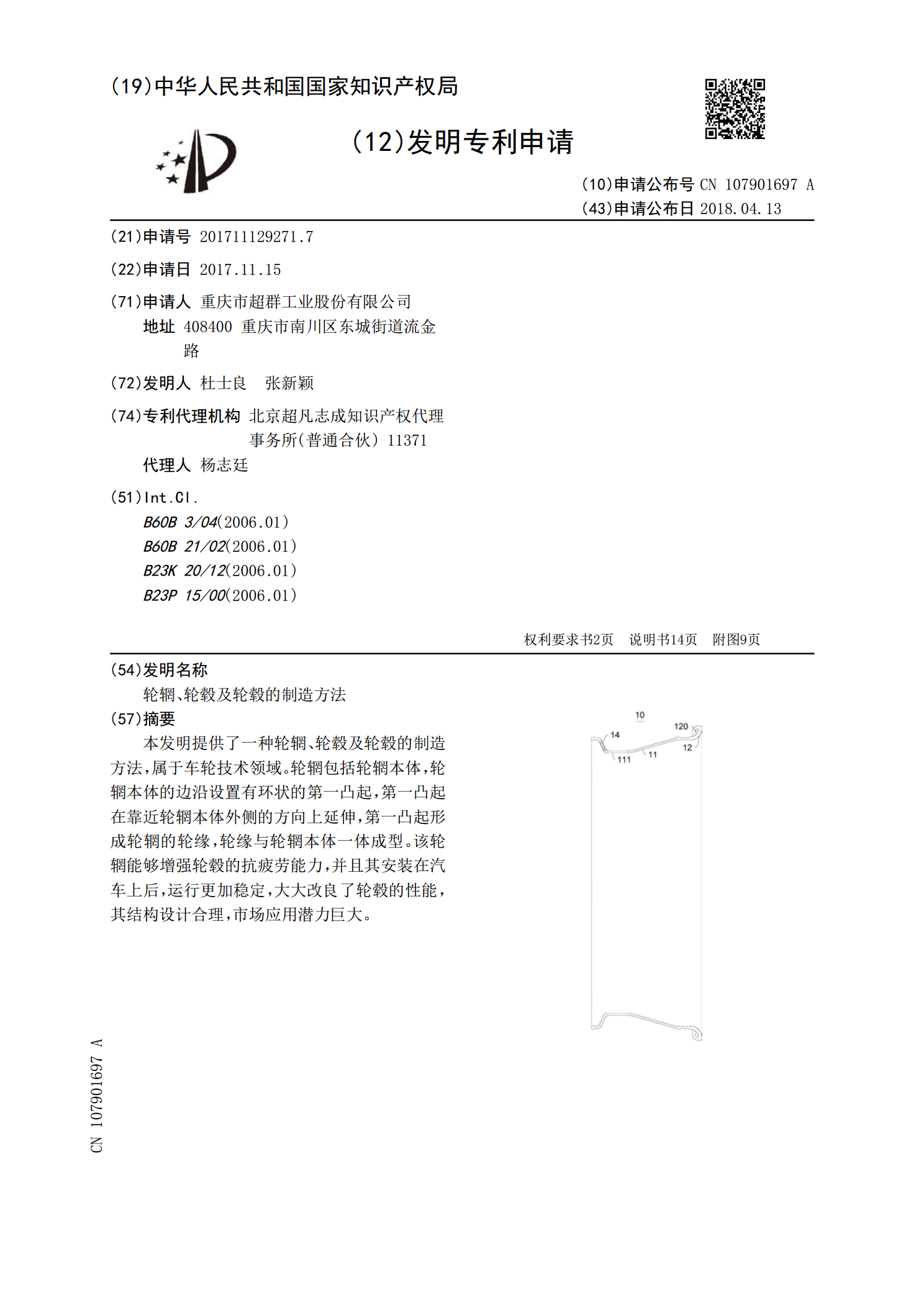
本发明提供了一种轮辋、轮毂及轮毂的制造方法,属于车轮技术领域。轮辋包括轮辋本体,轮辋本体的边沿设置有环状的第一凸起,第一凸起在靠近轮辋本体外侧的方向上延伸,第一凸起形成轮辋的轮缘,轮缘与轮辋本体一体成型。该轮辋能够增强轮毂的抗疲劳能力,并且其安装在汽车上后,运行更加稳定,大大改良了轮毂的性能,其结构设计合理,市场应用潜力巨大。
车轮轮辋的制造方法以及汽车用车轮轮辋的制造方法.pdf
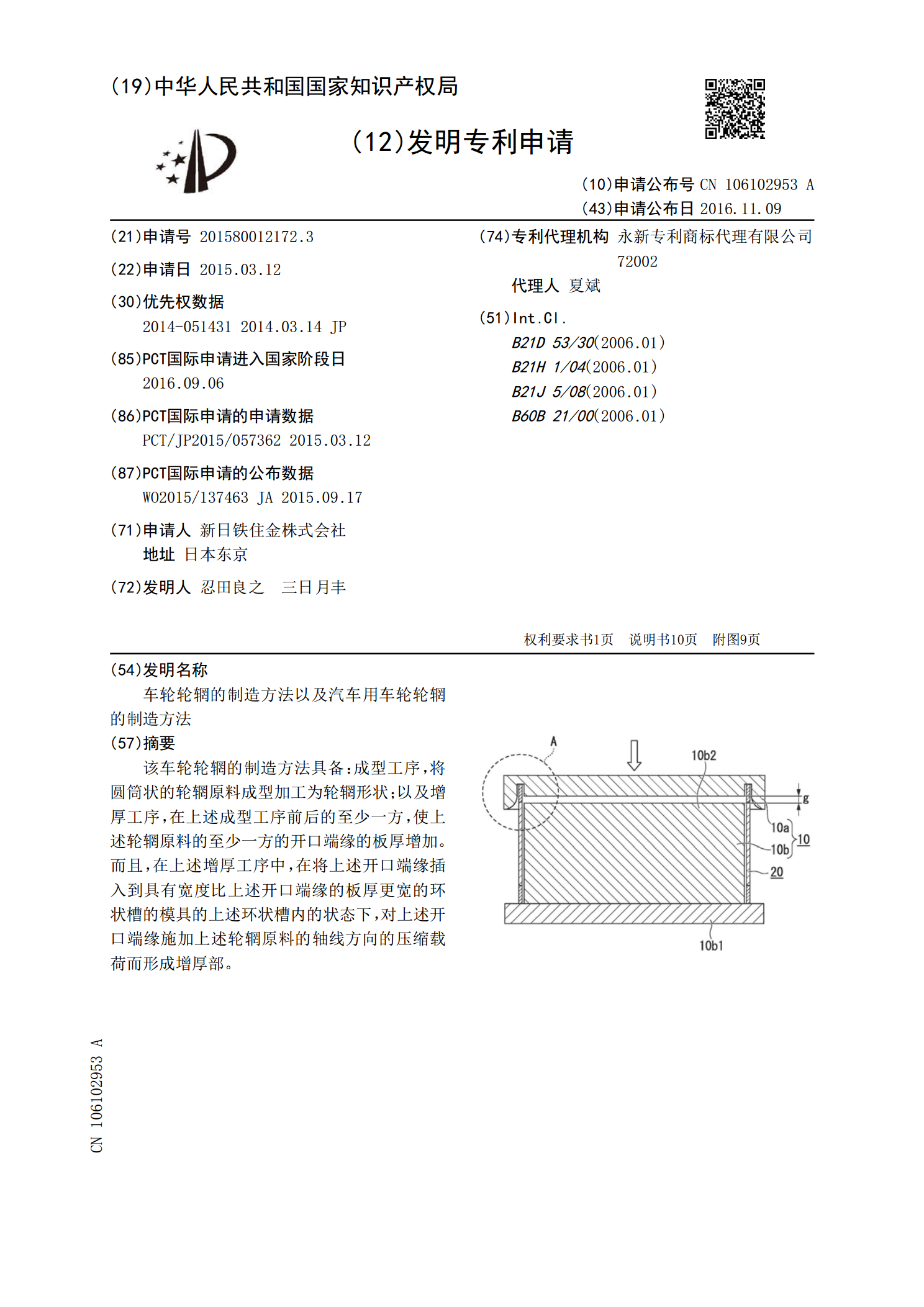
该车轮轮辋的制造方法具备:成型工序,将圆筒状的轮辋原料成型加工为轮辋形状;以及增厚工序,在上述成型工序前后的至少一方,使上述轮辋原料的至少一方的开口端缘的板厚增加。而且,在上述增厚工序中,在将上述开口端缘插入到具有宽度比上述开口端缘的板厚更宽的环状槽的模具的上述环状槽内的状态下,对上述开口端缘施加上述轮辋原料的轴线方向的压缩载荷而形成增厚部。
一种多层轮辋的汽车轮毂、轮毂装配方法及汽车.pdf
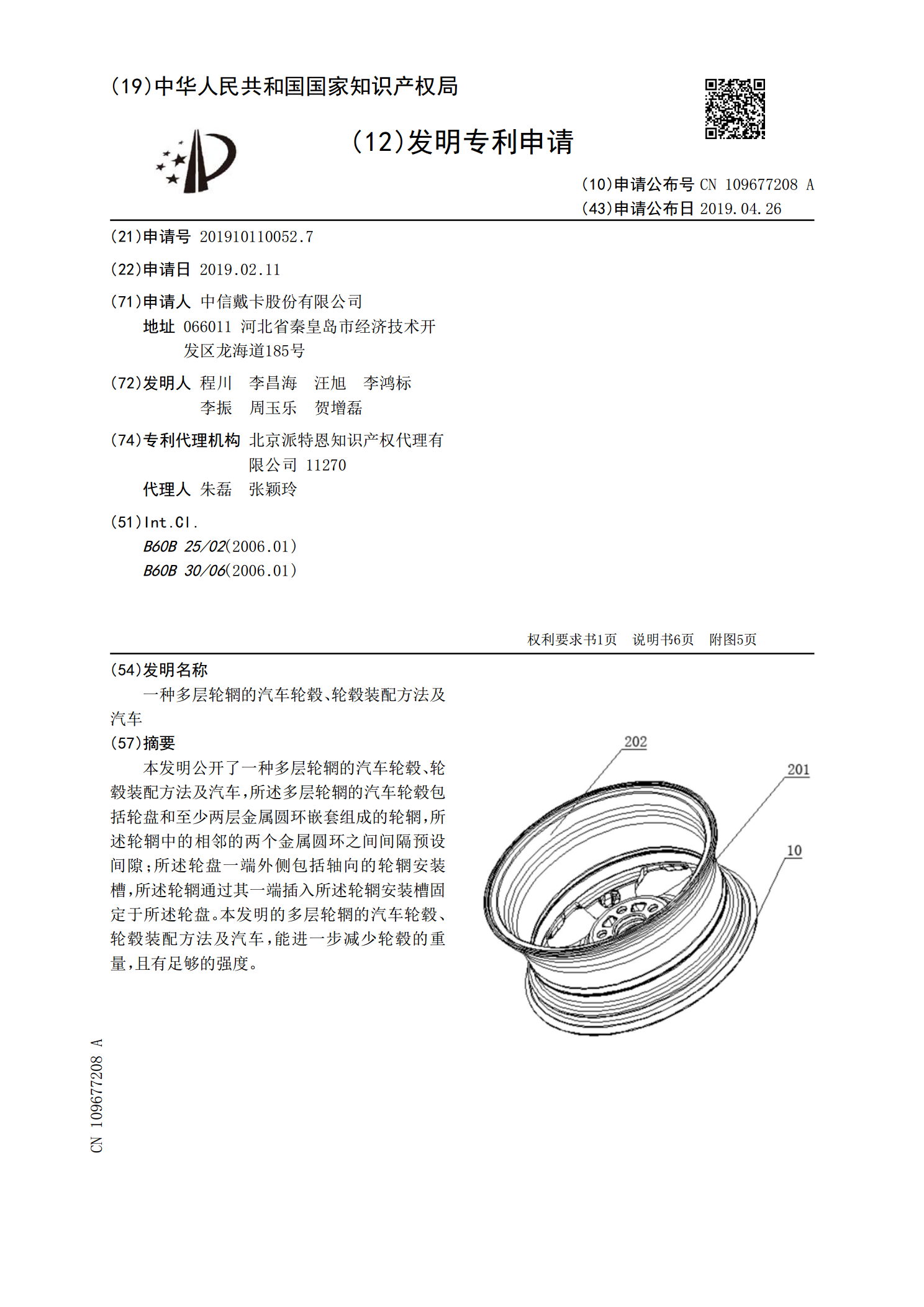
本发明公开了一种多层轮辋的汽车轮毂、轮毂装配方法及汽车,所述多层轮辋的汽车轮毂包括轮盘和至少两层金属圆环嵌套组成的轮辋,所述轮辋中的相邻的两个金属圆环之间间隔预设间隙;所述轮盘一端外侧包括轴向的轮辋安装槽,所述轮辋通过其一端插入所述轮辋安装槽固定于所述轮盘。本发明的多层轮辋的汽车轮毂、轮毂装配方法及汽车,能进一步减少轮毂的重量,且有足够的强度。