
一种风电高轮毂大型齿轮加工方法及其锻造模具.pdf

和裕****az

1/9
2/9
3/9
4/9
5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种风电高轮毂大型齿轮加工方法及其锻造模具.pdf
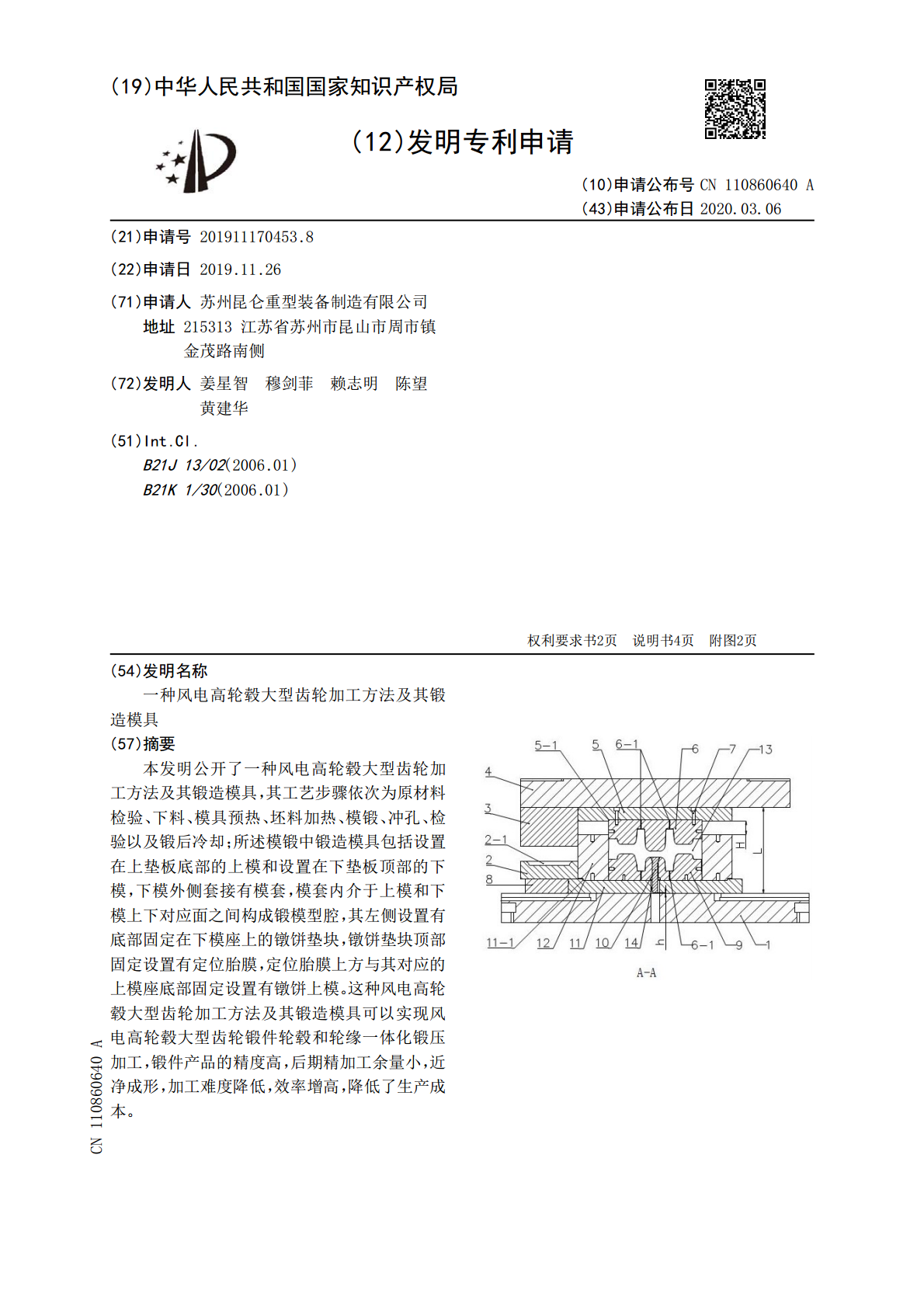
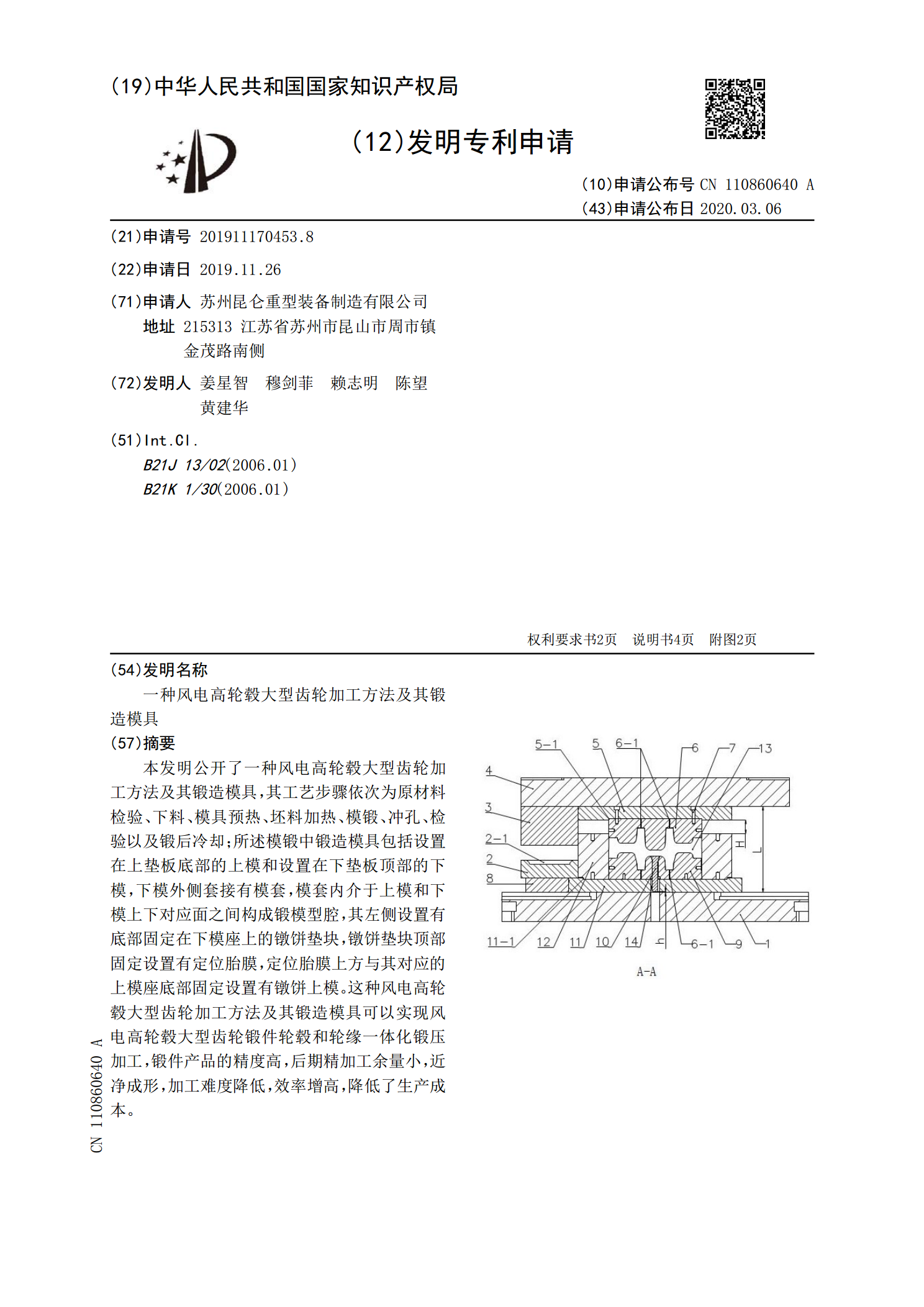
本发明公开了一种风电高轮毂大型齿轮加工方法及其锻造模具,其工艺步骤依次为原材料检验、下料、模具预热、坯料加热、模锻、冲孔、检验以及锻后冷却;所述模锻中锻造模具包括设置在上垫板底部的上模和设置在下垫板顶部的下模,下模外侧套接有模套,模套内介于上模和下模上下对应面之间构成锻模型腔,其左侧设置有底部固定在下模座上的镦饼垫块,镦饼垫块顶部固定设置有定位胎膜,定位胎膜上方与其对应的上模座底部固定设置有镦饼上模。这种风电高轮毂大型齿轮加工方法及其锻造模具可以实现风电高轮毂大型齿轮锻件轮毂和轮缘一体化锻压加工,锻件产品
一种铝合金轮毂的锻造模具及其锻造方法.pdf
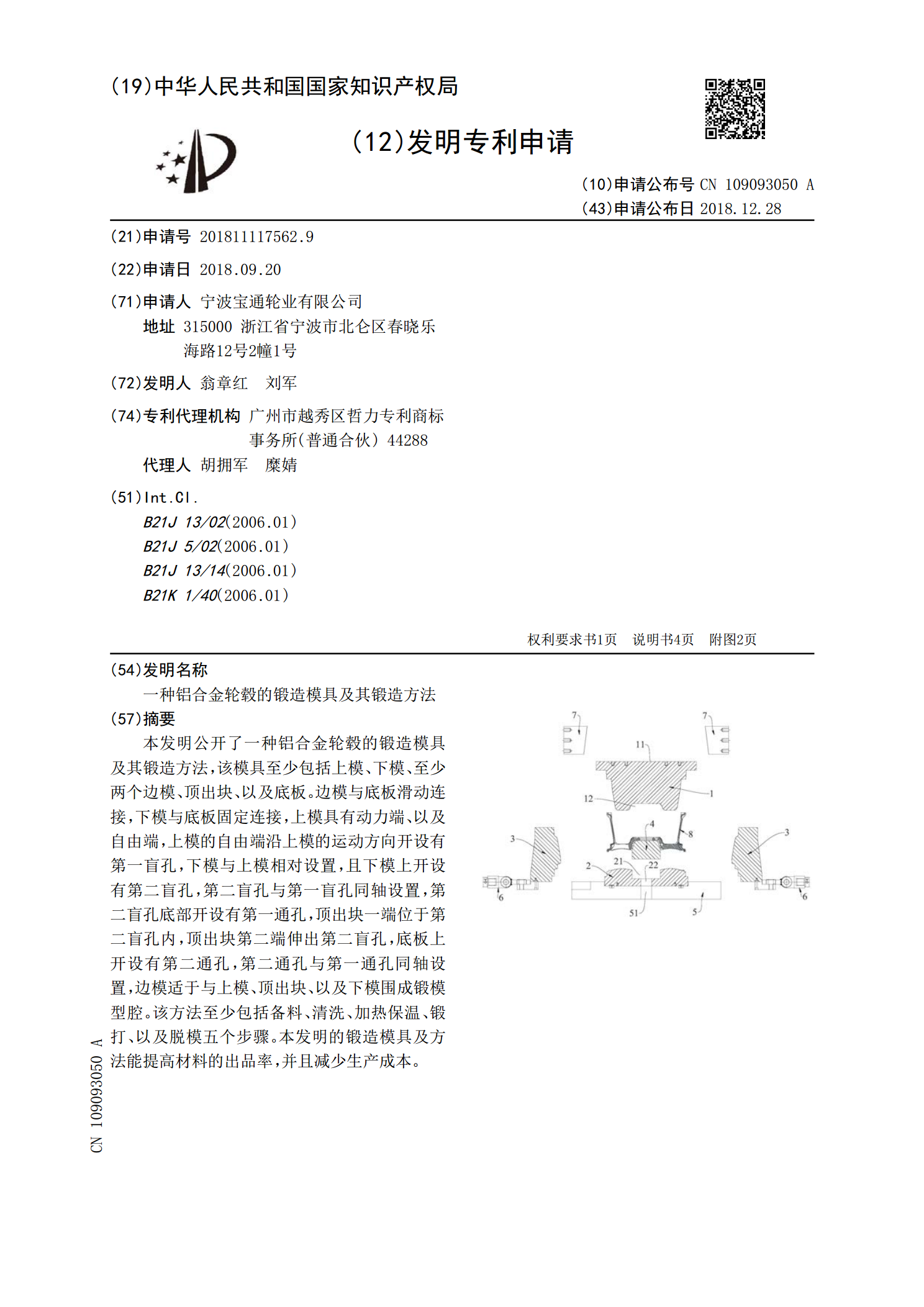
本发明公开了一种铝合金轮毂的锻造模具及其锻造方法,该模具至少包括上模、下模、至少两个边模、顶出块、以及底板。边模与底板滑动连接,下模与底板固定连接,上模具有动力端、以及自由端,上模的自由端沿上模的运动方向开设有第一盲孔,下模与上模相对设置,且下模上开设有第二盲孔,第二盲孔与第一盲孔同轴设置,第二盲孔底部开设有第一通孔,顶出块一端位于第二盲孔内,顶出块第二端伸出第二盲孔,底板上开设有第二通孔,第二通孔与第一通孔同轴设置,边模适于与上模、顶出块、以及下模围成锻模型腔。该方法至少包括备料、清洗、加热保温、锻打、
风电齿轮箱齿圈及其锻造方法.pdf
本发明提供一种风电齿轮箱齿圈及其锻造方法,该风电齿轮箱齿圈按重量百分比计,其成分包含:C:0.38‑0.45%、Si:0.17‑0.37%、Mn:0.60‑0.90%、P:≤0.015%、S:≤0.015%、Cr:0.90‑1.20%、Mo:0.15‑0.30%、Al:0.020‑0.045%、Cu:≤0.30%、Ti≤0.01%,其余为Fe和不可避免的杂质,其中不可避免的杂质为:H的含量不大于2.0PPm、V的含量不大于30PPm、O的含量不大于20PPm。

一种锻造齿轮模具及其锻造工艺.pdf
本发明公开了一种锻造齿轮模具,涉及一种模具,具体包括底座和工作台以及下模和上模,所述底座上通过支撑脚安装工作台,工作台上安装有用于齿轮锻造的下模,工作台的顶面四角处分别通过一根支撑杆与顶板的底面固定连接,顶板的底面中部通过液压缸安装有用于进行锻造工作的冲锤,顶板的四角处均滑动安装有竖直的连接杆,连接杆的顶端分别与升降板的底面四角处固定连接,连接杆的底端分别与安装板的顶面四角处固定连接,安装板位于冲锤的下方,安装板的底面安装有用于锻造齿轮的上模。本发明在实施过程中,通过上模和下模以及滑块的配合作用使齿轮能够

一种风电轮毂内腔斜孔加工工装及其加工方法.pdf
本发明涉及一种风电轮毂内腔斜孔加工工装及其加工方法,包括工作平台、圆柱支承、长条支承和钻孔模板;工作平台上部围绕其中心均布设置有三个扇形块,扇形块确定一个圆形止口并与轮毂主轴孔间隙配合定位于轮毂放置中心;圆柱支承与工作平台同心,长条支承另一端为楔形面,并与钻孔模板滑动配合;钻孔模板上设置有定位孔。其方法包括:1.将定位块通过螺栓与轮毂轴面法兰一圈螺纹孔中与所要加工部位正对的螺纹孔配合;2.将长条支承一端嵌入圆柱支承上端的任意一个方形槽中,并通过螺栓固定;3.旋转120°安装在圆柱支承上端的另一个方形槽中进