
一种风电轮毂内腔斜孔加工工装及其加工方法.pdf

是你****嘉嘉

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种风电轮毂内腔斜孔加工工装及其加工方法.pdf
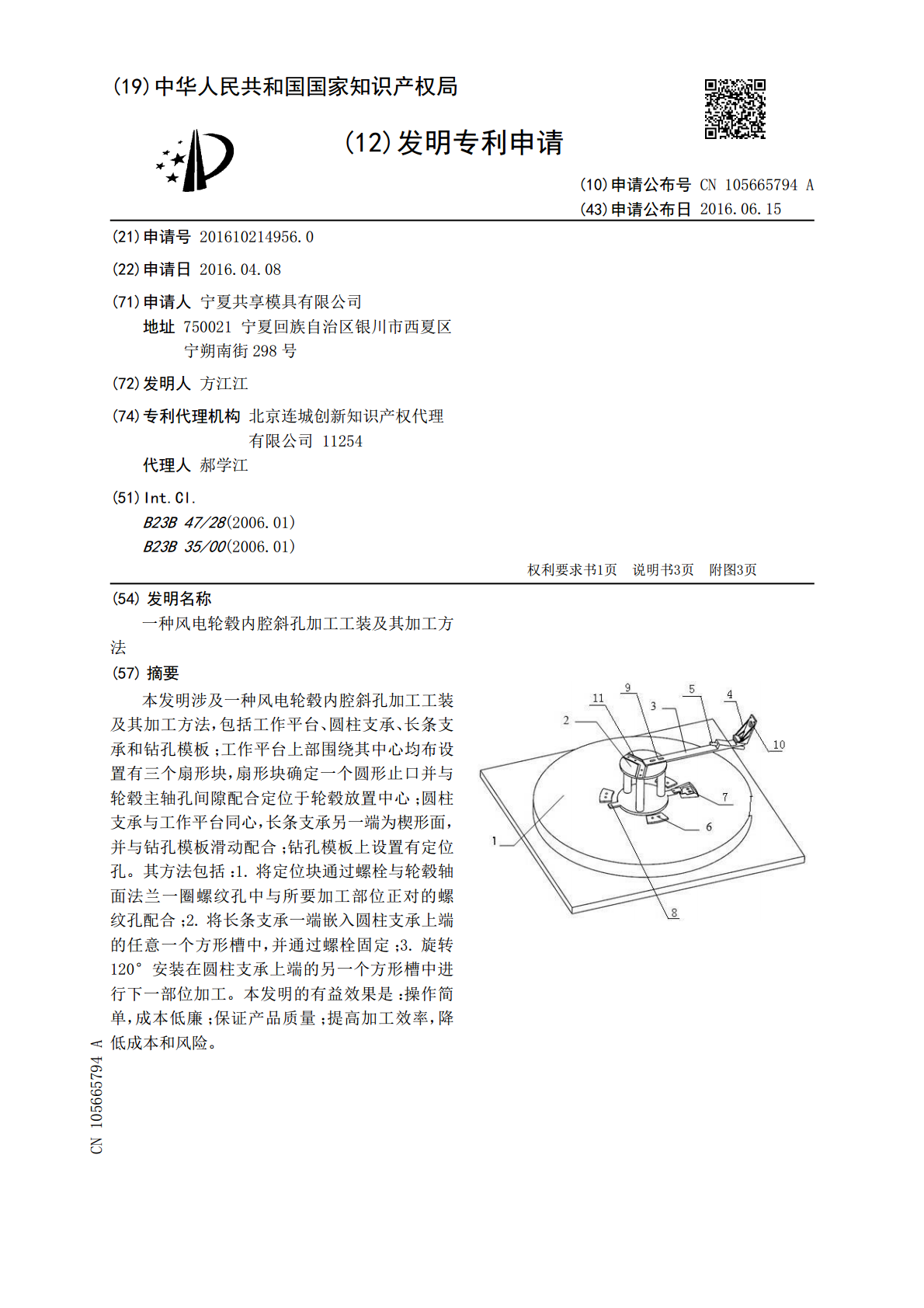
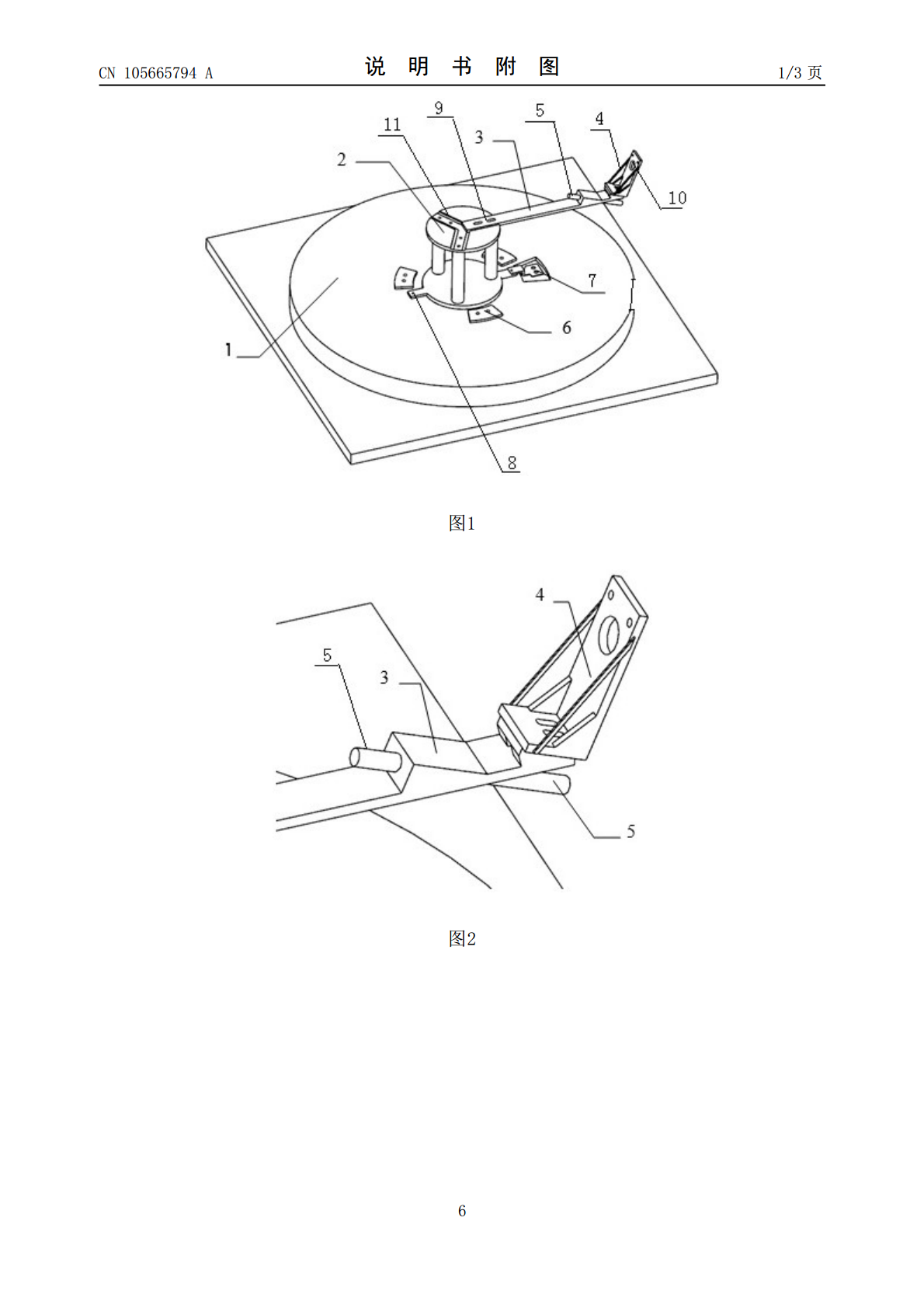
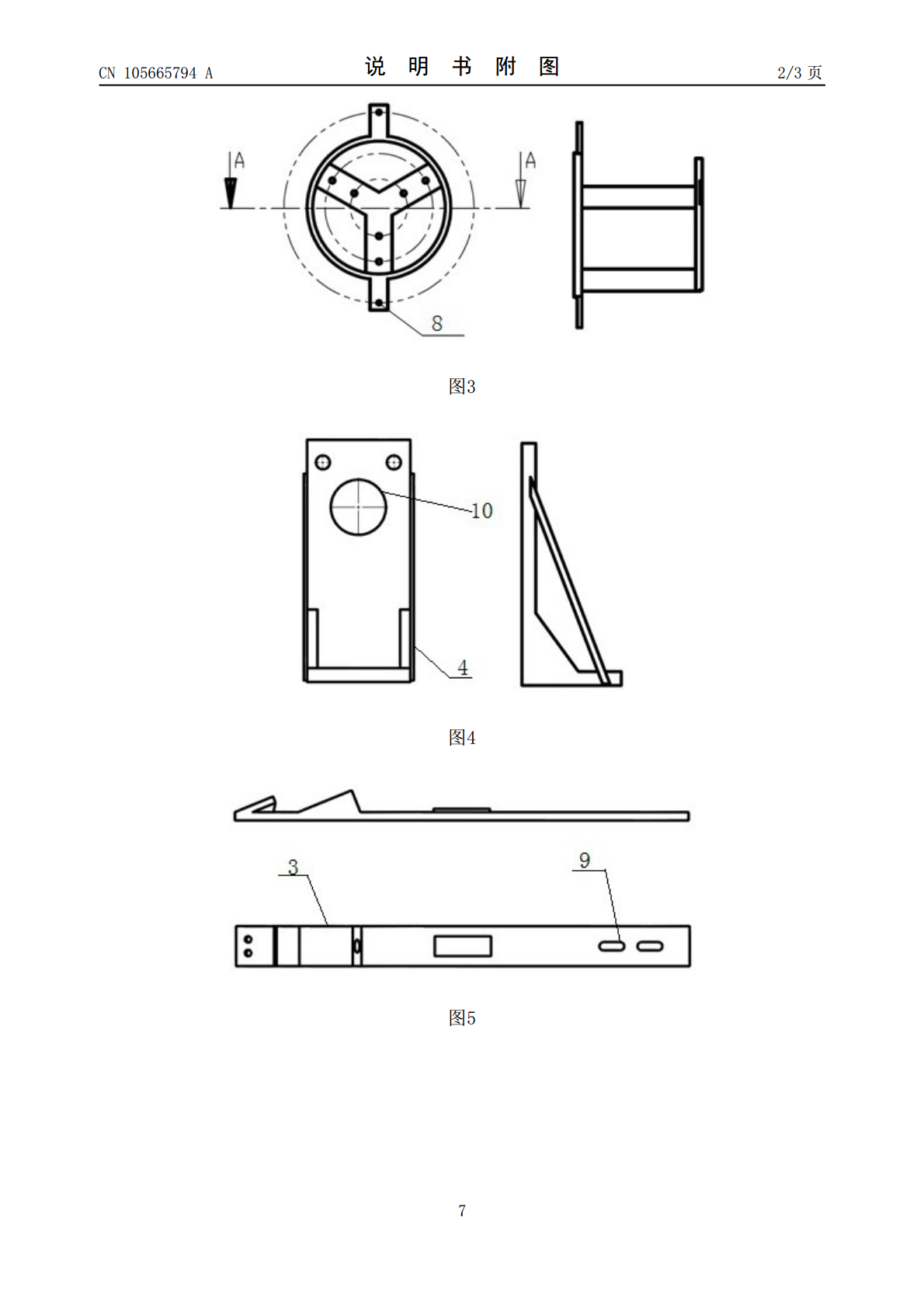
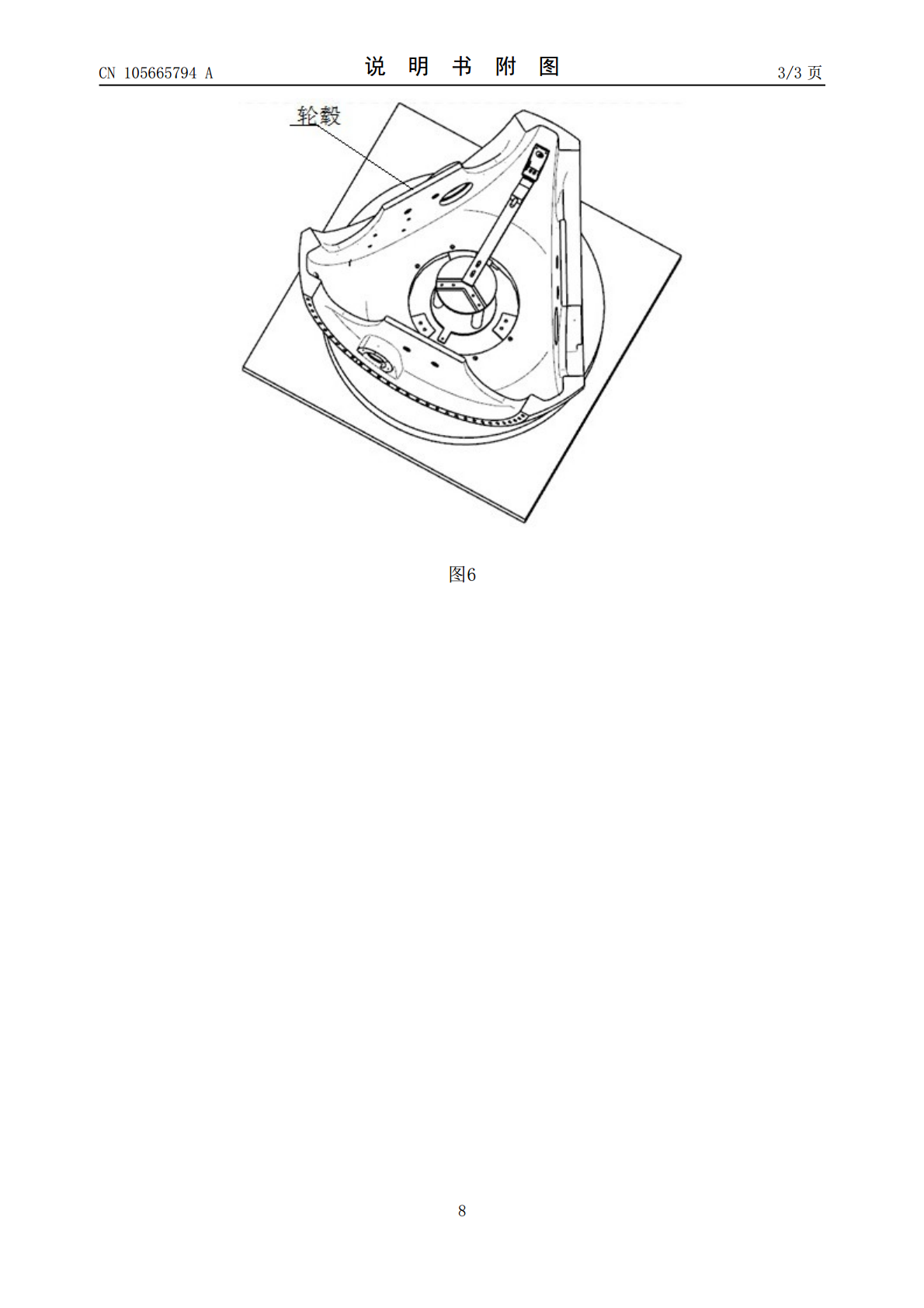
本发明涉及一种风电轮毂内腔斜孔加工工装及其加工方法,包括工作平台、圆柱支承、长条支承和钻孔模板;工作平台上部围绕其中心均布设置有三个扇形块,扇形块确定一个圆形止口并与轮毂主轴孔间隙配合定位于轮毂放置中心;圆柱支承与工作平台同心,长条支承另一端为楔形面,并与钻孔模板滑动配合;钻孔模板上设置有定位孔。其方法包括:1.将定位块通过螺栓与轮毂轴面法兰一圈螺纹孔中与所要加工部位正对的螺纹孔配合;2.将长条支承一端嵌入圆柱支承上端的任意一个方形槽中,并通过螺栓固定;3.旋转120°安装在圆柱支承上端的另一个方形槽中进

斜齿轮内孔键槽加工的工装.pdf
本发明公开了一种斜齿轮内孔键槽加工的工装,底板的上表面上设有槽,在槽内间隔地设置主动齿轮定位销和从动齿轮定位销,底板的上表面上设有主动齿轮轴向压紧装置和从动齿轮轴向压紧装置,主动齿轮轴向压紧装置围绕在主动齿轮定位销的周围,从动齿轮轴向压紧装置围绕在从动齿轮定位销的周围,底板的上表面上还设有插入到齿轮齿槽中的定位装置。通过本发明的工装对被加工的斜齿轮进行定位并夹持,可以保证齿轮内孔键槽中心与对应的轮齿中心相对位置加工精度要求。
用于加工风电轮毂内侧电机孔的螺纹孔的工装及方法.pdf
本发明涉及一种用于加工风电轮毂内侧电机孔的螺纹孔的工装及方法,包括旋转装置和固定板;所述旋转装置包括柱形套筒、多个滚轴、转轴、盖板、支座和固定板;所述柱形套筒的上方具有开口,所述柱形套筒的底部内侧中心具有一个圆柱形的凹陷区,所述柱形套筒的底部外侧设有螺纹盲孔,多个所述滚轴的轴面两两相切并内接于所述柱形套筒,所述转轴安装在多个所述滚轴形成的空腔内并与各所述滚轴轴面相切;所述转轴的两端设有圆柱形的凸台,所述盖板中心具有圆孔,所述转轴一端的凸台和所述凹陷区配合,所述转轴另一端的凸台穿过所述圆孔和所述支座的底部中

一种斜孔加工装夹工装.pdf
本实用新型涉及机械工装领域,特别是一种斜孔加工装夹工装,包括底板模块、活动板、固定板,第一圆锥定心块、第二圆锥定心块和旋转定位机构,固定板固接于底板模块的一端,活动板与底板模块滑动连接,第一圆锥定心块和第二圆锥定心块同轴相对设置并分别与固定板和活动板转动连接;旋转定位机构包括定位机构和定位环,定位环套设于第二圆锥定心块上,定位环上设置有多个定位孔,定位机构设置于活动板上,定位机构包括定位柱与安装壳,定位柱滑动设置于安装壳中,定位柱沿定位环的径向滑动且其一端插接于定位孔中,本实用新型优点是可对圆筒形零件钻斜
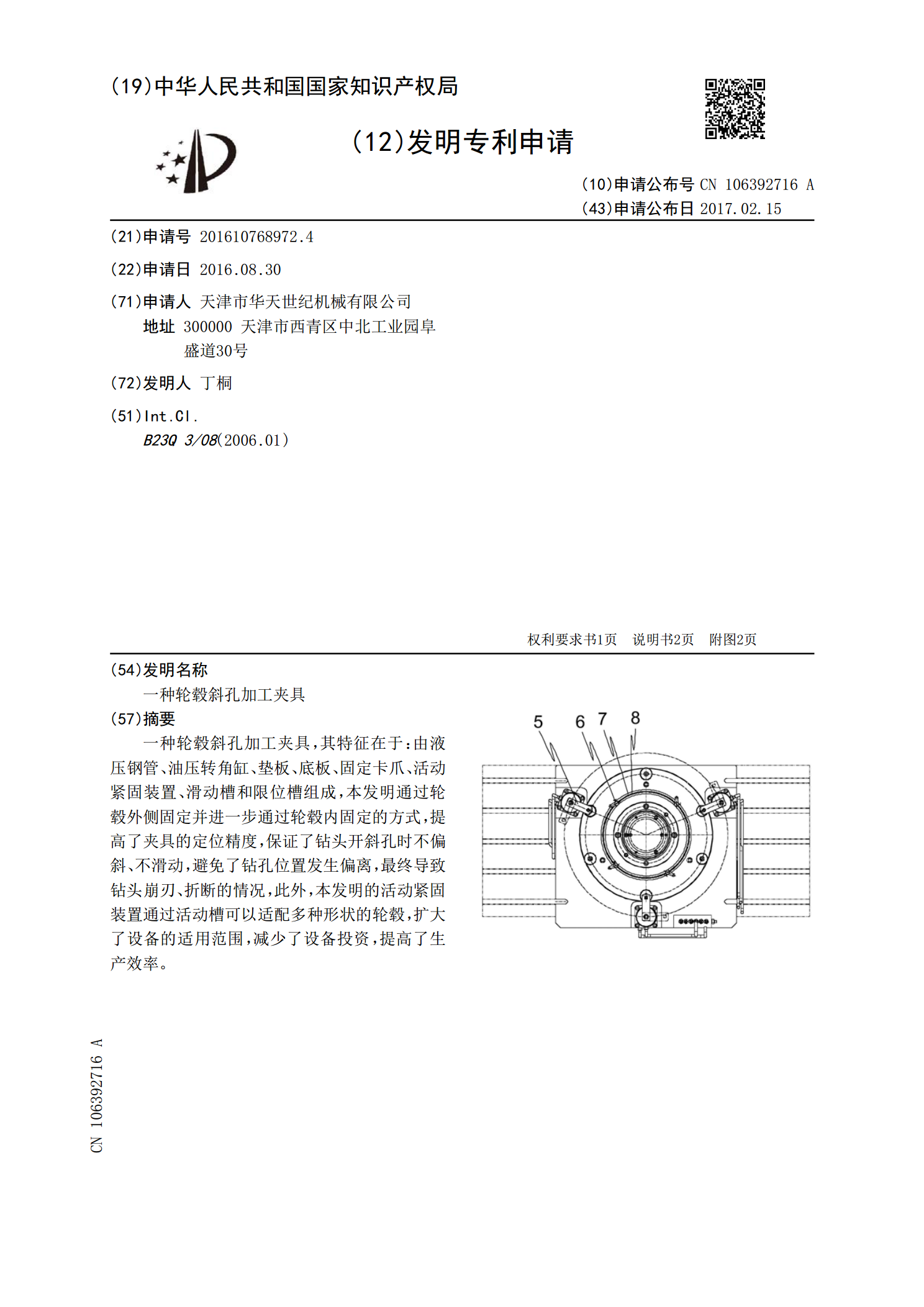
一种轮毂斜孔加工夹具.pdf
一种轮毂斜孔加工夹具,其特征在于:由液压钢管、油压转角缸、垫板、底板、固定卡爪、活动紧固装置、滑动槽和限位槽组成,本发明通过轮毂外侧固定并进一步通过轮毂内固定的方式,提高了夹具的定位精度,保证了钻头开斜孔时不偏斜、不滑动,避免了钻孔位置发生偏离,最终导致钻头崩刃、折断的情况,此外,本发明的活动紧固装置通过活动槽可以适配多种形状的轮毂,扩大了设备的适用范围,减少了设备投资,提高了生产效率。