
轮胎螺母冲压方法及成型模具及装配装置.pdf

春兰****89


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轮胎螺母冲压方法及成型模具及装配装置.pdf
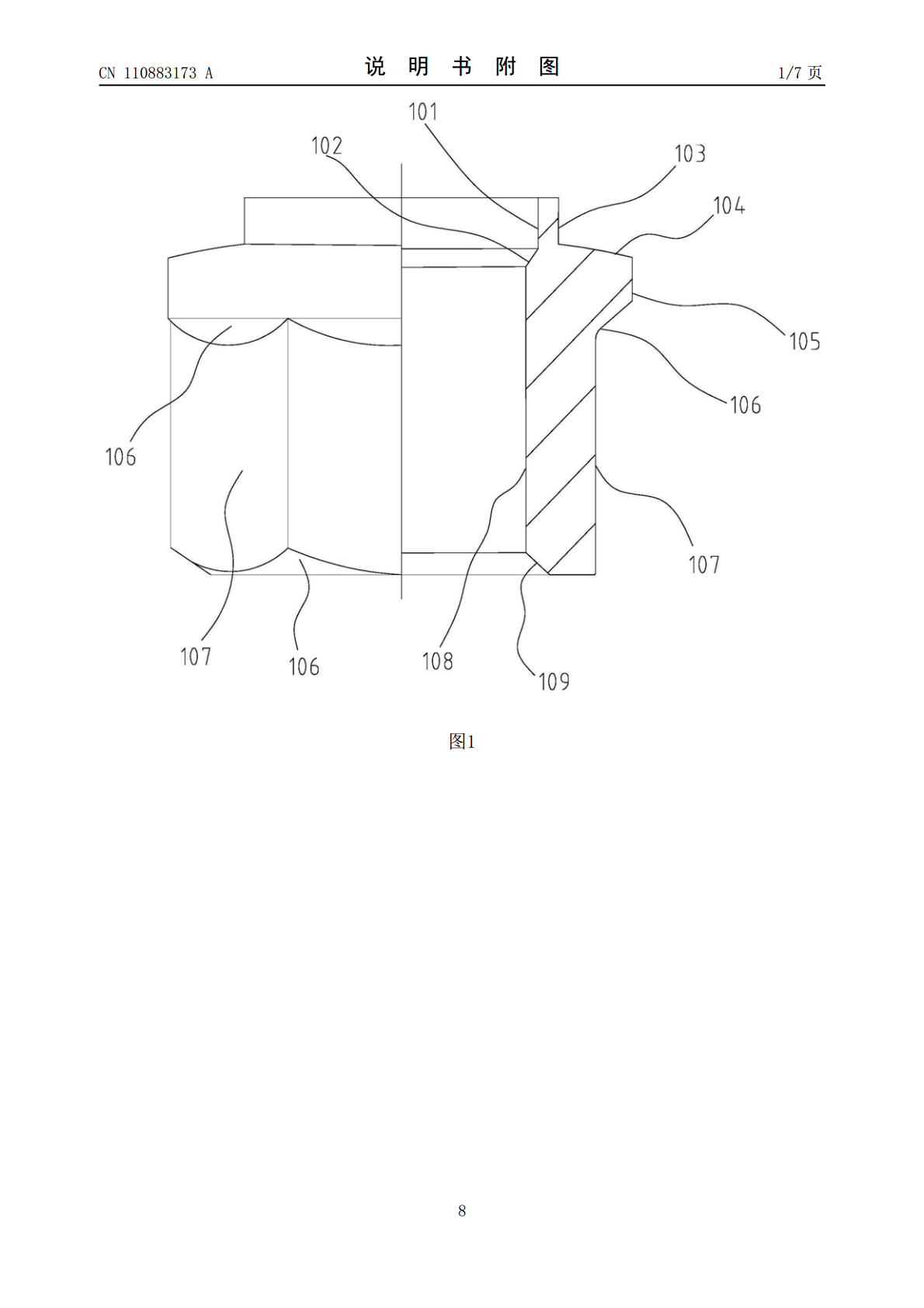
本申请公开了轮胎螺母冲压方法及成型模具及装配装置,所提供的成型模具包括挤压模组包括挤压底模及挤压动模,所述挤压底模包括第一模芯套筒、第二模芯套筒及底模杆,所述第一模芯套筒及底模杆分别直接或间接固定在第二模芯套筒两侧,所述第一模芯套筒上设置有外方壁面成型面及过度倒角面成型面,所述挤压动模包括动模杆及动模套,所述动模套直接或间接套设在动模杆上,所述动模杆上设置有第一内倒角成型面,所述动模套与所述底模杆共同作用挤压出第一外圆面及台阶面,所述底模杆用于挤压出第二内倒角,所述第一内倒角成型面用于在圆板上挤压出第一内
冲压成型方法、冲压模具及冲压系统.pdf
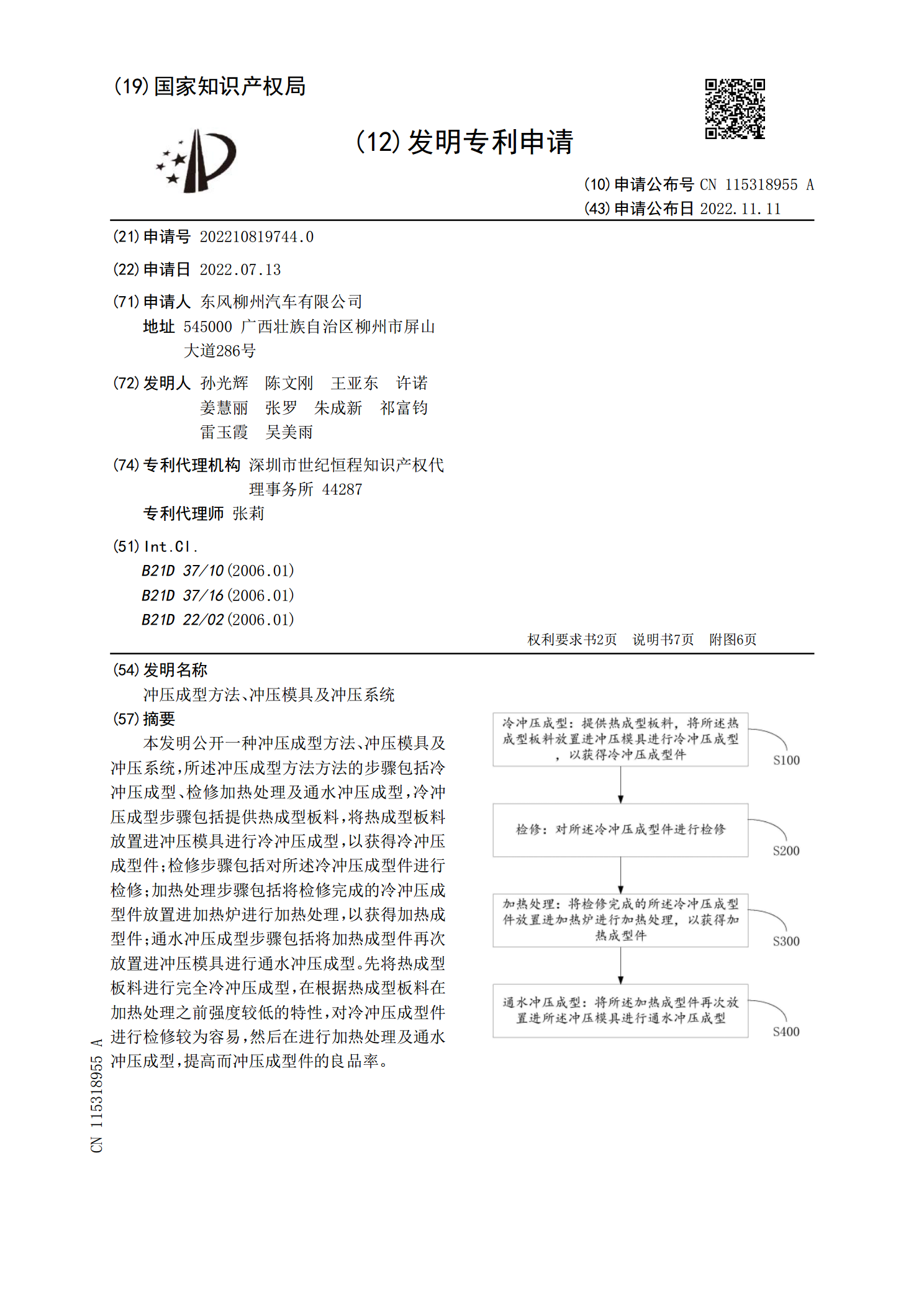
本发明公开一种冲压成型方法、冲压模具及冲压系统,所述冲压成型方法方法的步骤包括冷冲压成型、检修加热处理及通水冲压成型,冷冲压成型步骤包括提供热成型板料,将热成型板料放置进冲压模具进行冷冲压成型,以获得冷冲压成型件;检修步骤包括对所述冷冲压成型件进行检修;加热处理步骤包括将检修完成的冷冲压成型件放置进加热炉进行加热处理,以获得加热成型件;通水冲压成型步骤包括将加热成型件再次放置进冲压模具进行通水冲压成型。先将热成型板料进行完全冷冲压成型,在根据热成型板料在加热处理之前强度较低的特性,对冷冲压成型件进行检修较

成型装置及轮胎成型方法.pdf
本发明公开了一种成型装置及轮胎成型方法,成型装置包括横纵正交轨道单元、传递机构、胎体贴合单元、钢丝圈放置单元、带束层贴合单元、成型单元、定型单元和卸胎机构;横纵正交轨道单元将成型装置分成四个区域,并将各个单元合理布置,还通过传递机构建立了各个单元之间的联系;轮胎成型方法,包括步骤:1)钢丝圈与胎体贴合复合件粘附在一起并送至成型单元,2)带束层贴合复合件送至成型单元,3)胎体贴合复合件和带束层贴合复合件复合成胎壳并送至定型单元,4)胎壳缠绕胎面构成胎坯并送至卸胎机构拆卸。本发明在工艺流程不发生变化以及产品质
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
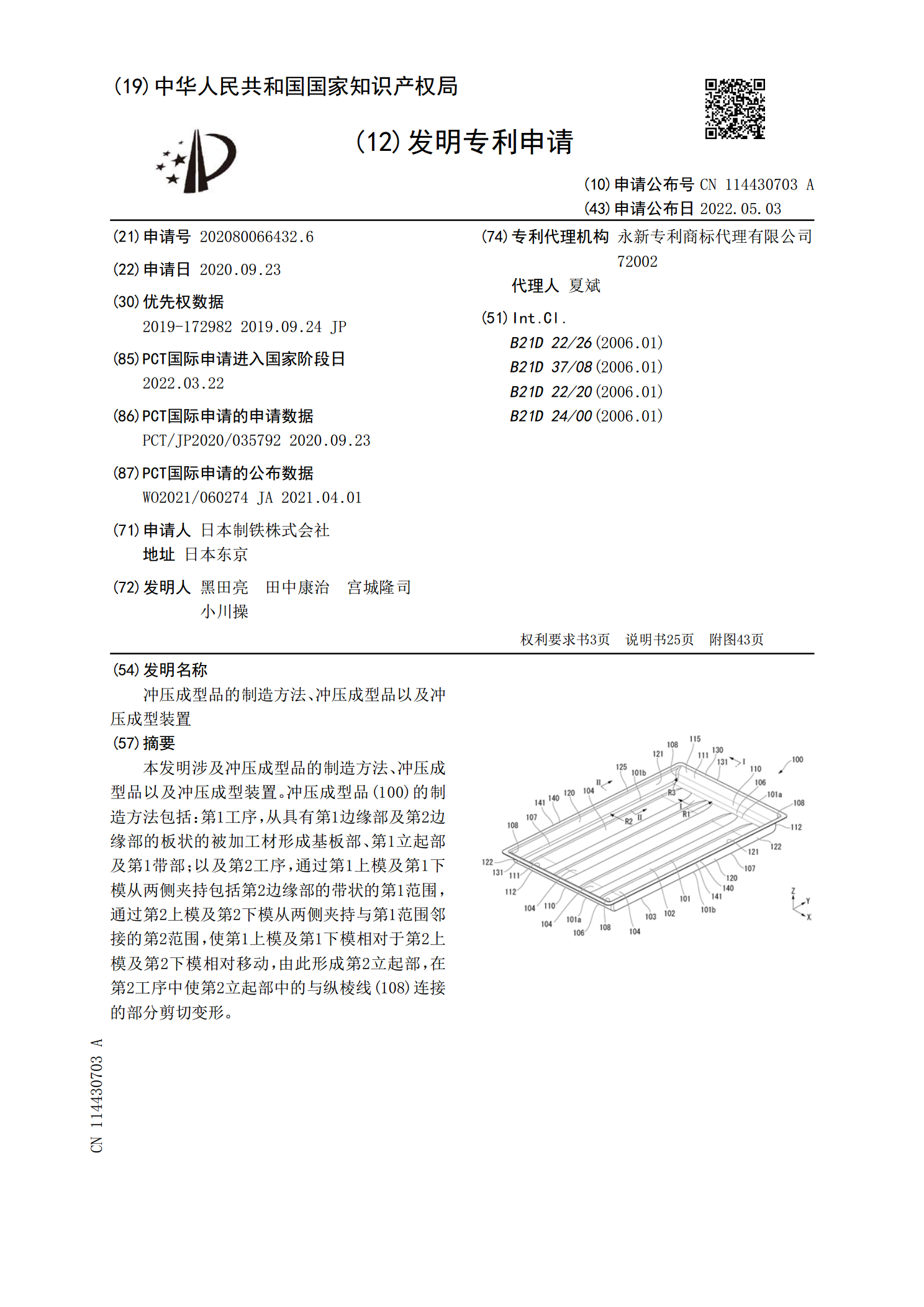
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。

轮胎成型用模具、轮胎和轮胎的制造方法.pdf
在该轮胎中,通过具有接地面成型部的轮胎成型用模具来成型胎面部接地面。通过投射具有特定球度的球形投射材料并引起前述球形投射材料碰撞而形成该接地面成型部的至少部分。