
成型装置及轮胎成型方法.pdf

努力****振宇

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

成型装置及轮胎成型方法.pdf
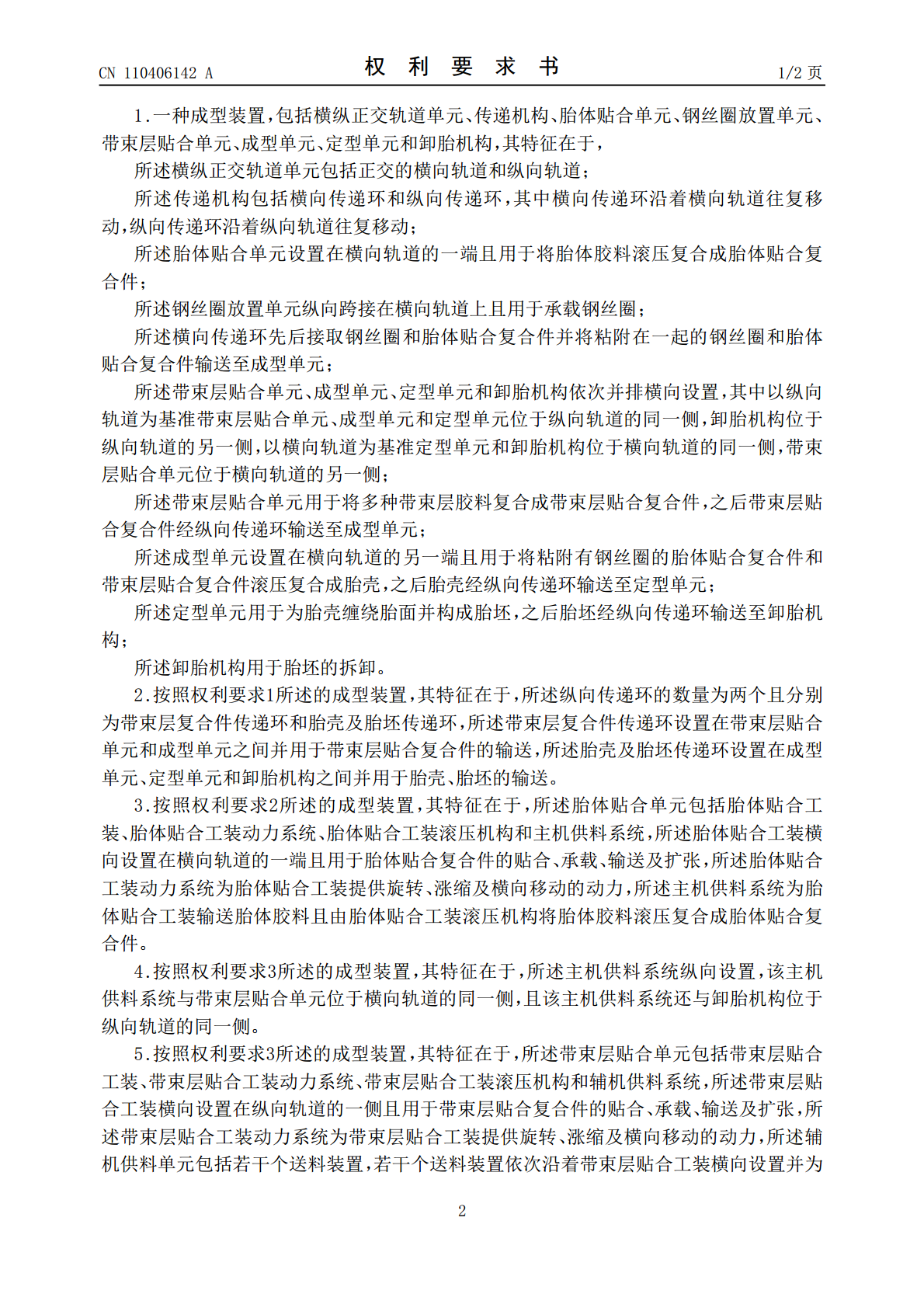
本发明公开了一种成型装置及轮胎成型方法,成型装置包括横纵正交轨道单元、传递机构、胎体贴合单元、钢丝圈放置单元、带束层贴合单元、成型单元、定型单元和卸胎机构;横纵正交轨道单元将成型装置分成四个区域,并将各个单元合理布置,还通过传递机构建立了各个单元之间的联系;轮胎成型方法,包括步骤:1)钢丝圈与胎体贴合复合件粘附在一起并送至成型单元,2)带束层贴合复合件送至成型单元,3)胎体贴合复合件和带束层贴合复合件复合成胎壳并送至定型单元,4)胎壳缠绕胎面构成胎坯并送至卸胎机构拆卸。本发明在工艺流程不发生变化以及产品质

生轮胎成型装置以及使用该装置的生轮胎成型方法.pdf
本发明提供一种生轮胎成型装置以及使用该装置的生轮胎成型方法,该装置具有折返单元。该折返单元包括:在胎圈锁紧单元的轴心方向外侧、可向轴心方向内外移动地支撑于移动基台的滑动体;在胎圈锁紧环与轮胎胎体之间通过且向轴心方向内外延伸的可膨胀的橡胶气囊;以及由收纳于该橡胶气囊内的多根提升臂构成的提升臂组。橡胶气囊通过内压填充膨胀,开始使胎体伸出部折返。提升臂通过滑动体的向轴向方向内侧的移动而动作,将已开始折返的胎体伸出部经由橡胶气囊按压、胎体本体部的半径方向外周面上。根据本发明,可以抑制胎侧胶产生划伤、褶皱,使胎体伸
轮胎制造方法及轮胎成型装置.pdf
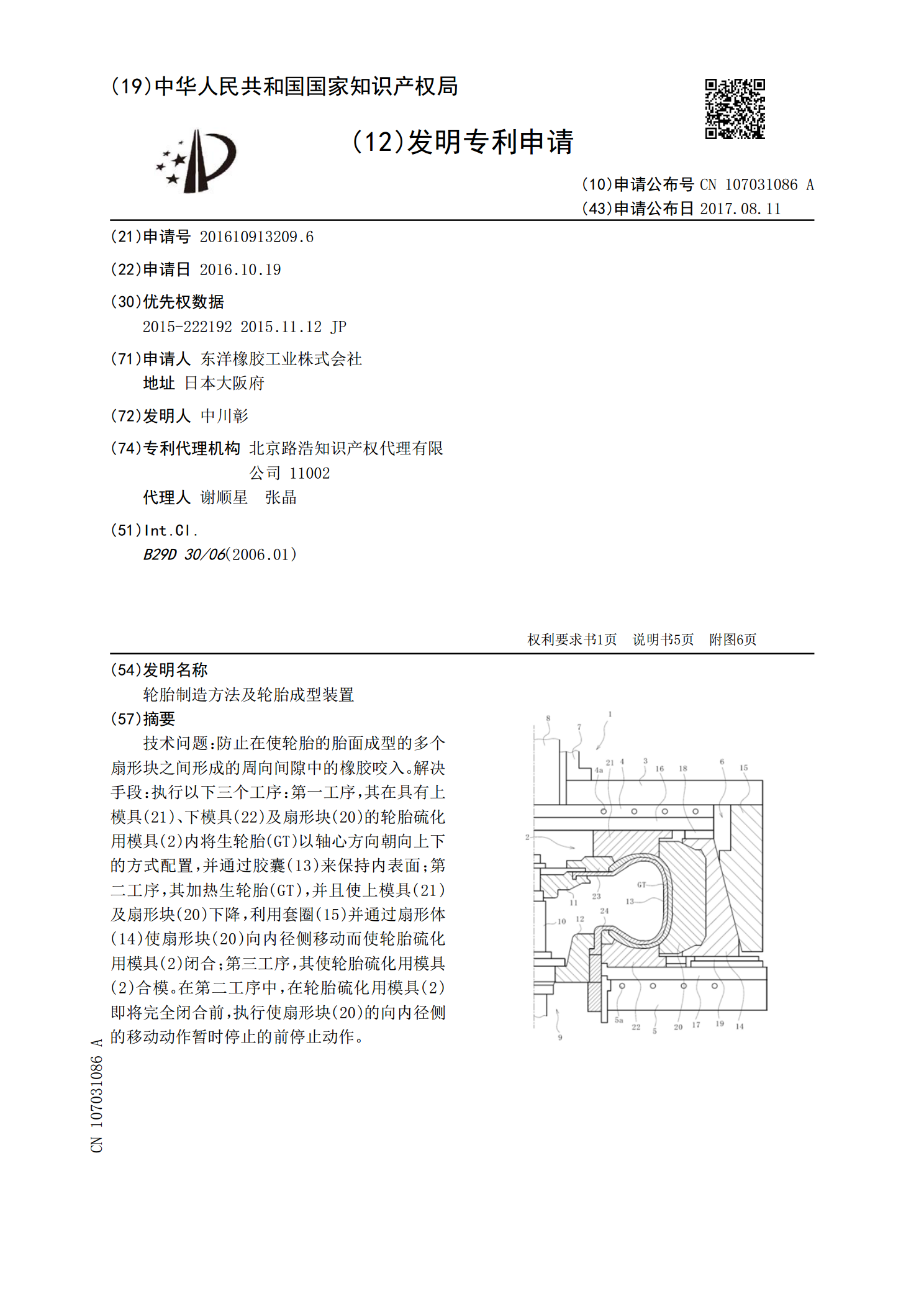
技术问题:防止在使轮胎的胎面成型的多个扇形块之间形成的周向间隙中的橡胶咬入。解决手段:执行以下三个工序:第一工序,其在具有上模具(21)、下模具(22)及扇形块(20)的轮胎硫化用模具(2)内将生轮胎(GT)以轴心方向朝向上下的方式配置,并通过胶囊(13)来保持内表面;第二工序,其加热生轮胎(GT),并且使上模具(21)及扇形块(20)下降,利用套圈(15)并通过扇形体(14)使扇形块(20)向内径侧移动而使轮胎硫化用模具(2)闭合;第三工序,其使轮胎硫化用模具(2)合模。在第二工序中,在轮胎硫化用模具(
轮胎制造方法及轮胎成型装置.pdf
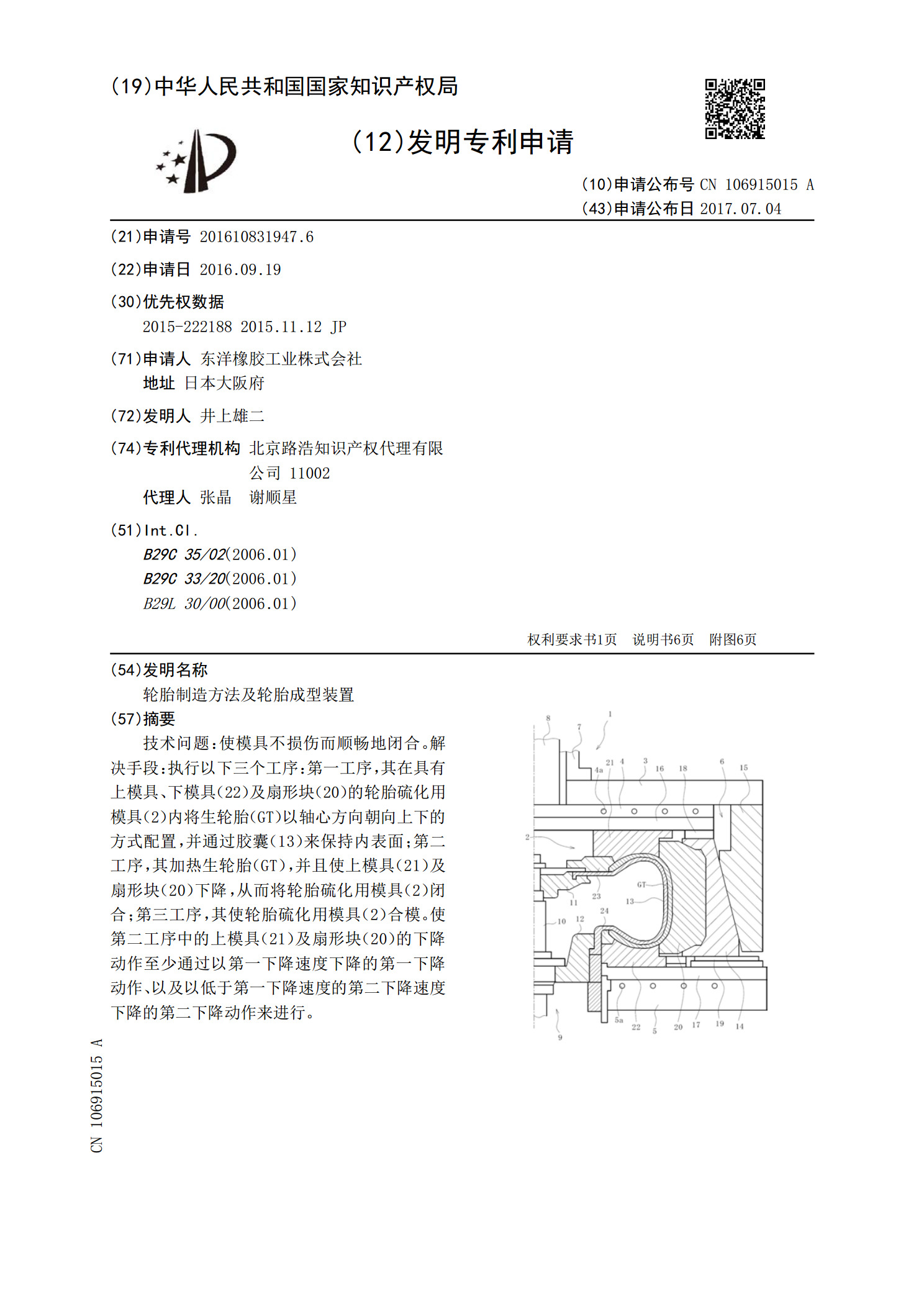
技术问题:使模具不损伤而顺畅地闭合。解决手段:执行以下三个工序:第一工序,其在具有上模具、下模具(22)及扇形块(20)的轮胎硫化用模具(2)内将生轮胎(GT)以轴心方向朝向上下的方式配置,并通过胶囊(13)来保持内表面;第二工序,其加热生轮胎(GT),并且使上模具(21)及扇形块(20)下降,从而将轮胎硫化用模具(2)闭合;第三工序,其使轮胎硫化用模具(2)合模。使第二工序中的上模具(21)及扇形块(20)的下降动作至少通过以第一下降速度下降的第一下降动作、以及以低于第一下降速度的第二下降速度下降的第二

用于轮胎组成部件的成型装置和成型方法.pdf
目的在于通过层叠成型带状橡胶获得轮胎组成部件,其不具有由不平部分中的空气侵入而导致的缺陷并且不具有由不平部分导致的不良外观。成型装置具有橡胶挤出机(10),其具有截面为菱形的口模(14b)、以及将通过口模(14b)挤出的具有菱形截面的带状橡胶(RG)轧制成六边形截面的上辊(21)和下辊(22)。上辊(21)和下辊(22)成型具有菱形截面的带状橡胶(RG)以使其具有六边形截面,在该六边形截面中,在带状橡胶(RG)的从宽度方向中心线到侧部的距离(a)和从宽度方向中心线到边缘部的宽度(b)之比(a/b)为0.7