
冲压成型方法、冲压模具及冲压系统.pdf

是向****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冲压成型方法、冲压模具及冲压系统.pdf
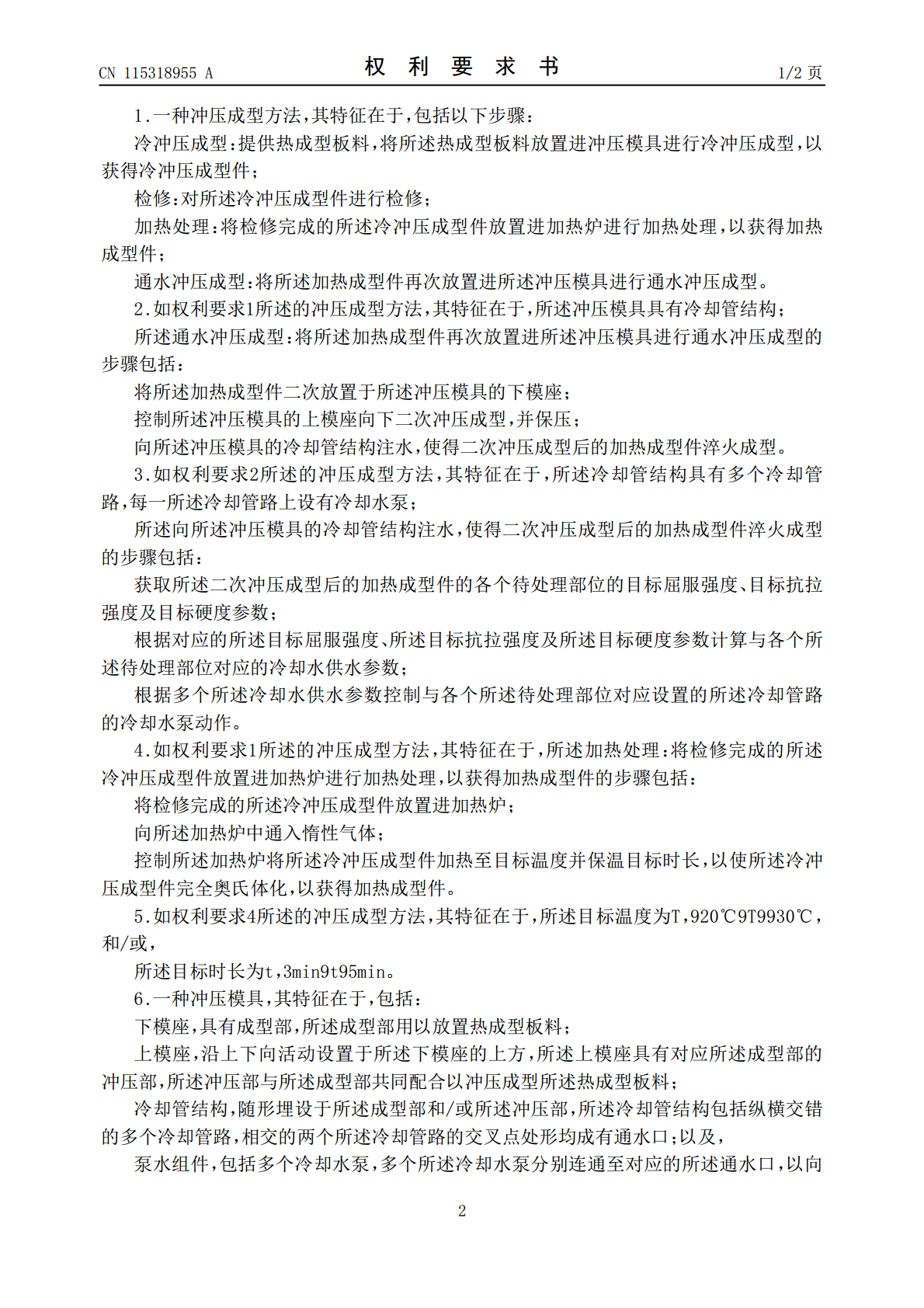
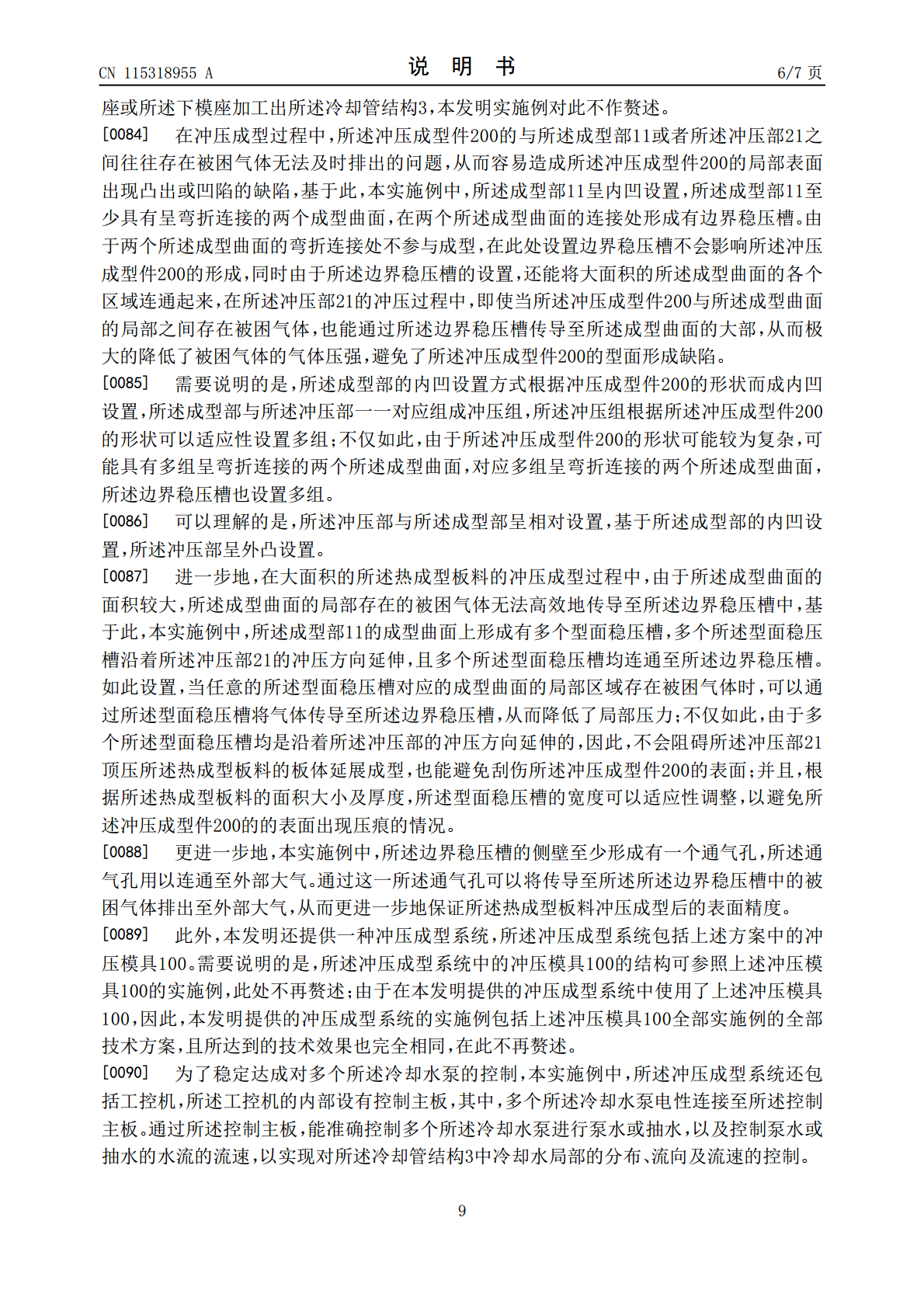
本发明公开一种冲压成型方法、冲压模具及冲压系统,所述冲压成型方法方法的步骤包括冷冲压成型、检修加热处理及通水冲压成型,冷冲压成型步骤包括提供热成型板料,将热成型板料放置进冲压模具进行冷冲压成型,以获得冷冲压成型件;检修步骤包括对所述冷冲压成型件进行检修;加热处理步骤包括将检修完成的冷冲压成型件放置进加热炉进行加热处理,以获得加热成型件;通水冲压成型步骤包括将加热成型件再次放置进冲压模具进行通水冲压成型。先将热成型板料进行完全冷冲压成型,在根据热成型板料在加热处理之前强度较低的特性,对冷冲压成型件进行检修较
一次成型风轮冲压模具及冲压方法.pdf
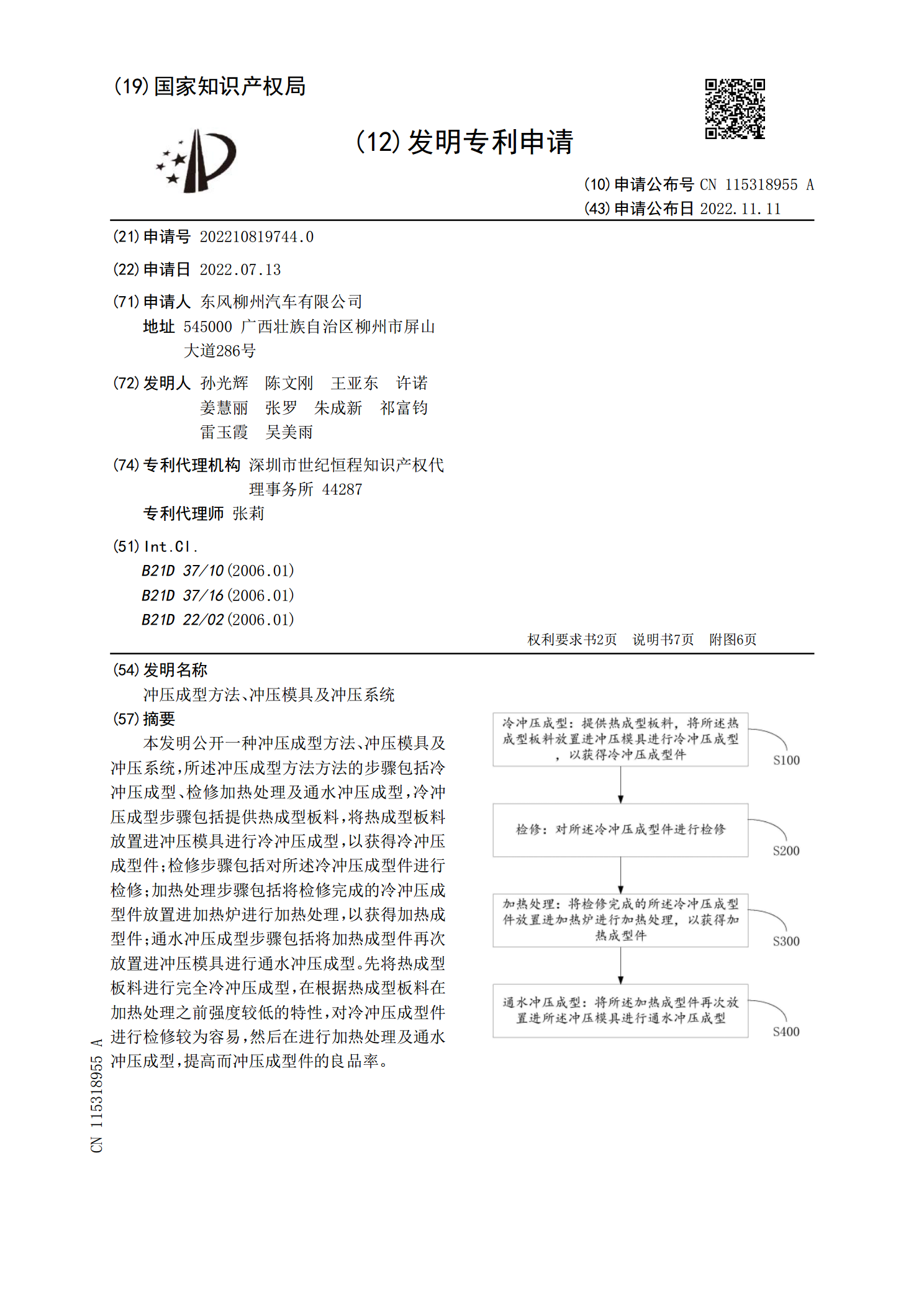
本发明公开了一次成型风轮冲压模具及冲压方法,它包含凹模和凸模,凹模内部沿着凹模主体内壁的圆周等距垂直排列设置有凹模冲压齿,且凹模冲压齿之间设置有凹模冲压间隙;凸模上端沿着凸模主体的外壁圆周等距垂直排列设置有与凹模冲压间隙相匹配的凸模冲压齿,且凸模冲压齿之间设置有与凹模冲压齿形状尺寸相匹配的间隙;凹模型腔上部中心位置垂直设置有中心轴孔冲压柱,中心轴孔冲压柱外圆周上均匀排列有数个安装孔冲压柱,中心轴孔冲压柱的外围同轴设置有至少一道环状凸台,凹模的开口处同轴设置有一向内凹陷的凹槽。本发明结构简单,易于实现,生产
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
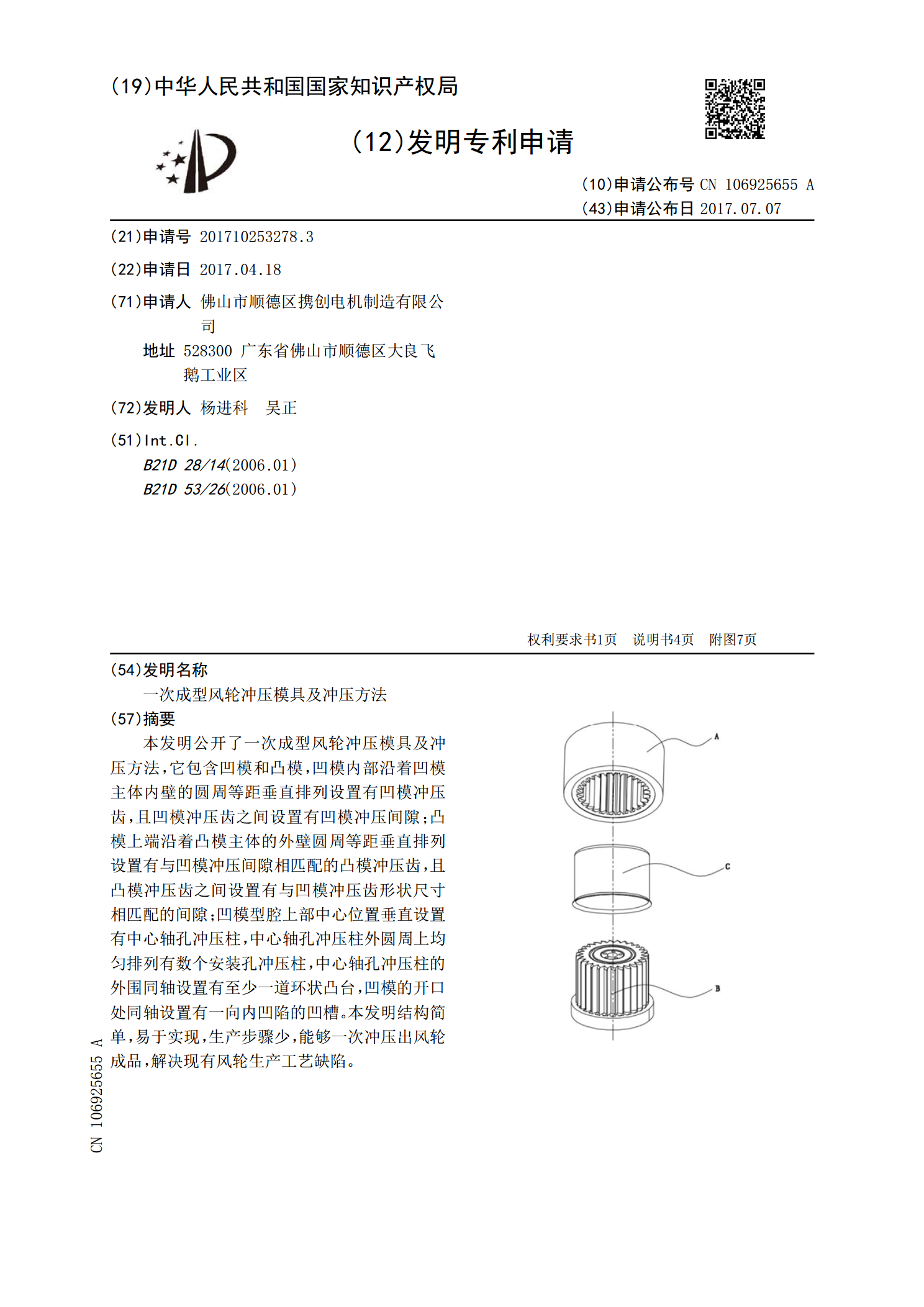
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。

冲压成型用模具.pdf
本发明提供一种冲压成型用模具。为了提供使转动凸轮的复位结构简易化而实现了降低成本的冲压成型用模具,本发明的冲压成型用模具包括:垫片,其固定安装于上模而升降自如;加工用滑动凸轮,其沿凸轮面横向滑动自如,且在一端部具有横向弯曲刀;旋转自如的转动凸轮,其具有形成工件的负角部的横向弯曲部;往返驱动装置,其使该转动凸轮向工件加工位置转动,该往返驱动装置包括:滑块,其在前端侧具有使该转动凸轮沿规定方向旋转的凸轮面,并且在后端侧具有使该转动凸轮旋转以返回到原来的位置的旋转作用面;复位用工作块,其在该滑块后退时与该滑块的

冲压模具结构及成型调试方法.ppt
冲压模具结构及成型调试方法冲压模具主要结构冲压模具组成结构复合模具结构图冷冲模具图片模具设计规范连续模具结构图按工序种类分:压筋线标准模具设计规范打沙拉孔设计标准冲孔漏料结构种类Z形折弯设计通过冲子产品两边同时成型90度结构材料冲压过程冲压产品压毛刺机构白色通用1谢谢观看冲压模具料设计带图冲压模具组装侧视图产品角度微调机构通过打杆滑块结构成型下模滑块结构两边同时成型内角度折弯结构设计技巧拉深模具成型结构图拉深结构拉深结构通常材料拉深次数模具设计技巧模具设计前增加在料带上打2根加强压线,确保后续生产顺畅.凸